1.本实用新型涉及刹车片钢背加工技术领域,具体涉及一种刹车片钢背粗加工夹具。
背景技术:
2.常用的刹车片钢背粗加工夹具是将刹车片钢背放置于虎钳上进行粗加工,因为加工的是薄壁的铸件毛坯,毛坯外围有着一圈的铸造的残留,需要在加工前对毛坯进行毛刺的打磨去除,浪费大量的人工的时间,而且工件时毛坯状态精度不高,刹车片钢背毛坯件的形状不规则,通用的虎钳只能夹持住刹车片钢背毛坯件的两端,接触面积较小,不能够提供较大的装夹力,在粗加工过程中切削力较大,容易将工件从夹具位置脱离造成加工事故,并且还需要通过手动的方式使虎钳夹持住刹车片钢背毛坯件。
技术实现要素:
3.本实用新型的目的在于提供一种刹车片钢背粗加工夹具,以解决现有刹车片钢背毛坯件粗加工过程中,工件夹持不稳的问题。
4.本实用新型解决上述技术问题的技术方案如下:
5.一种刹车片钢背粗加工夹具,其特征在于,包括:工作台以及设置在工作台上的气动虎钳组件;气动虎钳组件包括底座、固定夹持组件以及气动夹持组件,底座设置在工作台上,固定夹持组件和气动夹持组件相对设置在底座的顶部,气动夹持组件与底座滑动配合并与固定夹持组件形成夹持空腔;固定夹持组件和气动夹持组件的顶部均设有工件端部嵌设槽;夹持空腔设有磁性吸附件,磁性吸附件的底部与底座连接。
6.采用上述技术方案的有益效果为:工件的一端先放置在固定夹持组件的工件端部嵌设槽中,磁性吸附组件吸附住工件,气动夹持组件沿着底座滑动,直工件的另一端嵌设在气动夹持组件的工件端部嵌设槽中,气动夹持组件不再滑动,此时固定夹持组件和气动夹持组件分别夹持住工件的两端。气动虎钳组件通过气动驱动的方式对工件进行夹持,提高对工件施加的夹持力,设置的工件端部嵌设槽与工件相匹配,增加工件与气动虎钳组件的接触面积,避免工件在加工过程中从气动虎钳组件中脱离。
7.进一步地,底座上水平设有滑槽,滑槽延伸至底座的两端,固定夹持组件和气动夹持组件分别设于底座的两端的顶部,气动夹持组件的底部嵌设在滑槽中。
8.采用上述技术方案的有益效果为:气动夹持组件沿着滑槽滑动,滑槽起到限位的作用。
9.进一步地,气动夹持组件包括限位板、气缸以及滑块,限位板设于底座的顶部,气缸水平设置在限位板上,气缸的活塞杆穿过限位板并与滑块连接,滑块的顶部设有相对应的工件端部嵌设槽,滑块的底部伸入到滑槽中。
10.采用上述技术方案的有益效果为:气缸的活塞杆伸出,推动滑块沿着滑槽滑动,直至工件嵌设在相对应的工件端部嵌设槽中,气缸的活塞杆不再伸出。气缸提供较大的驱动
力,节省人力,限位板起到限位的作用,滑槽和限位板分别对滑块的底部和顶部进行限位,避免滑块在滑动的过程中产生偏移,进而使滑块较为精准地夹持住工件。
11.进一步地,固定夹持组件包括连接板和固定块,连接板设于底座的顶部,固定块与连接板的侧壁连接,固定块和滑块相对设置并形成夹持空腔,固定块的顶部设有相对应的工件端部嵌设槽。
12.采用上述技术方案的有益效果为:固定夹持组件在夹持过程中不产生位移,通过气动夹持组件的位移来实现对工件的夹持,结构简单紧凑。
13.进一步地,磁性吸附件为永磁铁,磁性吸附件位于滑块和固定块之间的位置。
14.采用上述技术方案的有益效果为:气动虎钳组件要分别对工件的两端进行夹持,磁性吸附件可以在夹持过程中对工件产生吸附力,避免工件夹持过程中产生位移。
15.进一步地,底座通过旋转组件与工作台连接,旋转组件包括转盘和电机,转盘的底部与工作台滑动配合,底座的底部与转盘连接,电机竖直嵌设在工作台中,电机的输出端与转盘固定连接。
16.采用上述技术方案的有益效果为:电机带动转盘旋转,从而使气动虎钳组件进行旋转,有利于刀具对工件进行加工,不用拆卸气动虎钳组件即可加工工件的另一侧。
17.进一步地,底座的两侧分别设有凸台,凸台通过螺栓与工作台连接。
18.本实用新型具有以下有益效果:
19.1.本实用新型的气动虎钳组件通过气动驱动的方式对工件进行夹持,提高对工件施加的夹持力,设置的工件端部嵌设槽与工件相匹配,增加工件与气动虎钳组件的接触面积,避免工件在加工过程中从气动虎钳组件中脱离。
20.2.本实用新型的气缸提供较大的驱动力,节省人力,限位板起到限位的作用,滑槽和限位板分别对滑块的底部和顶部进行限位,避免滑块在滑动的过程中产生偏移,进而使滑块较为精准地夹持住工件。
21.3.本实用新型的固定夹持组件在夹持过程中不产生位移,通过气动夹持组件的位移来实现对工件的夹持,结构简单紧凑。
22.4.本实用新型的磁性吸附件可以在夹持过程中对工件产生吸附力,避免工件夹持过程中产生位移。
23.5.本实用新型的电机带动转盘旋转,从而使气动虎钳组件进行旋转,有利于刀具对工件进行加工,不用拆卸气动虎钳组件即可加工工件的另一侧。
附图说明
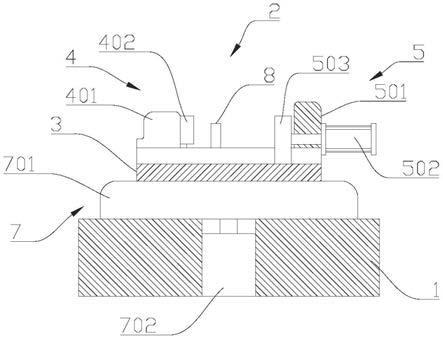
24.图1为本实用新型的刹车片钢背粗加工夹具的正视结构示意图。
25.图2为本实用新型的刹车片钢背粗加工夹具的俯视结构示意图。
26.图中:1-工作台;2-气动虎钳组件;201-凸台;3-底座;301-滑槽;4-固定夹持组件;401-连接板;402-固定块;5-气动夹持组件;501-限位板;502-气缸;503-滑块;6-工件端部嵌设槽;7-旋转组件;701-转盘;702-电机;8-磁性吸附件。
具体实施方式
27.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用
新型,并非用于限定本实用新型的范围。
28.实施例
29.请参照图1和图2,一种刹车片钢背粗加工夹具,其包括工作台1以及设置在工作台1上的气动虎钳组件2,气动虎钳组件2设有夹持空腔,气动虎钳组件2的顶部设有相对应的工件端部嵌设槽6,气动虎钳组件2对工件进行夹持,使工件的端部分别嵌设在相对应的工件端部嵌设槽6中,气动虎钳组件2通过气动驱动的方式对工件进行夹持,提高对工件施加的夹持力,设置的工件端部嵌设槽6与工件相匹配,增加工件与气动虎钳组件2的接触面积,避免工件在加工过程中从气动虎钳组件2中脱离。
30.气动虎钳组件2包括底座3、固定夹持组件4以及气动夹持组件5,底座3呈长方体,沿底座3的中部水平设有滑槽301,滑槽301延伸至底座3的两端,底座3的两侧设有凸台201。气动夹持组件5包括限位板501、气缸502以及滑块503,限位板501设置在底座3的一端的顶部,气缸502水平设置并伸出底座3,气缸502通过螺钉与限位板501的侧壁连接,限位板501上设有通孔,气缸502的活塞杆穿过通孔并与滑块503的侧壁连接,滑块503的顶部设有相对应的工件端部嵌设槽6,滑块503的底部伸入到滑槽301中。气缸502的活塞杆伸出,推动滑块503沿着滑槽301滑动,直至工件嵌设在相对应的工件端部嵌设槽6中,气缸502的活塞杆不再伸出。气缸502提供较大的驱动力,节省人力,限位板501起到限位的作用,滑槽301和限位板501分别对滑块503的底部和顶部进行限位,避免滑块503在滑动的过程中产生偏移,进而使滑块503较为精准地夹持住工件。
31.固定夹持组件4包括连接板401和固定块402,连接板401设于底座3远离限位板501的一端,固定块402与连接板401的侧壁固定连接,固定块402与滑块503相对设置并形成夹持空腔,固定块402的顶部设有相对应的工件端部嵌设槽6。固定夹持组件4在夹持过程中不产生位移,通过气动夹持组件5的位移来实现对工件的夹持,结构简单紧凑。
32.限位板501和连接板401均设在滑槽301的上方,在滑块503和固定块402之间的位置设有磁性吸附件8,磁性吸附件8的底部与底座3连接,在本实施例中磁性吸附件8的数量为2,2个磁性吸附件8沿底座3的轴线对称设置。气动虎钳组件2要分别对工件的两端进行夹持,磁性吸附件8可以在夹持过程中对工件产生吸附力,避免工件夹持过程中产生位移。
33.底座3通过旋转组件7与工作台1连接,旋转组件7包括转盘701和电机702,凸台201通过螺栓与转盘701连接,电机702竖直嵌设在工作台1中,电机702的顶端为输出端,输出端与转盘701的底部焊接。电机702带动转盘701旋转,从而使底座3进行旋转,有利于刀具对工件进行加工,不用拆卸气动虎钳组件2即可加工工件的另一侧。
34.工件粗加工的过程:1)工件的一端先放置至固定块402相对应的工件端部嵌设槽6,磁性吸附件8吸附住工件的底部;2)气缸502的活塞杆伸出,滑块503沿着滑槽301滑动,工件的另一端嵌设在滑块503相对应的工件端部嵌设槽6中,此时工件的两端分别被气动虎钳组件2夹持;3)当工件的一侧加工完后,电机702带动转盘701旋转,气动虎钳组件2旋转使刀具加工工件的另一侧;4)工件加工完成后,气缸502的活塞杆收回,滑块503回复原位,取下工件,下一个工件重复上述步骤。
35.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。