1.本发明属于浇铸技术领域,具体的说是一种自动铝水浇铸机。
背景技术:
2.在日常生活中,铝水浇铸品非常常见,汽车、轮船等大型交通工具上都会用到铝水浇铸品,铝水浇铸是在常压下将液态单体或预聚物见聚合物注入模具内经聚合而固化成型变成与模具内腔形状相同的制品。
3.现有技术中,通常以浇铸的形式将铝水倒入模具中进行冷却成型,但在铝水浇铸的过程中,铝水会挥发出铝蒸汽,铝蒸汽可能被工作人员吸入,对身体健康造成危害,严重的时候甚至导致大脑受损,且铝蒸汽接触皮肤时,会使皮肤灼伤。
4.鉴于此,为了克服上述技术问题,本发明设计了一种铝水自动浇铸机,解决了上述技术问题。
技术实现要素:
5.本发明所要解决的技术问题是:在现有技术中,通常以浇铸的形式将铝水倒入模具中进行冷却成型,但在铝水浇铸的过程中,铝水会挥发出铝蒸汽,铝蒸汽可能被工作人员吸入,对身体健康造成危害,严重的时候甚至导致大脑受损,且铝蒸汽接触皮肤时,会使皮肤灼伤。
6.本发明提供的一种自动铝水浇铸机,包括机体、机盖和出料口,其特征在于:还包括:
7.电机;所述电机位于机体外侧;
8.转轴、主动锥齿轮和从动锥齿轮;
9.所述转轴一端与电机输出端固定,转轴远离电机的一端贯穿机体并固定主动锥齿轮;
10.吸收单元;所述吸收单元连接从动锥齿轮,主动锥齿轮和从动锥齿轮啮合传动时,吸收单元将铝水蒸发的铝蒸汽吸入,并输送到机体内部。
11.优选的,所述吸收单元包括:
12.吸收管;所述吸收管一端与从动锥齿轮转动连接;所述吸收管另一端与机体外侧固接;
13.转杆;所述转杆设在吸收管内部;所述转杆一端与从动锥齿轮固接,另一端的长度短于吸收管;
14.风扇;所述风扇与转杆远离从动锥齿轮的一端固接;
15.转动环;所述转动环与从动锥齿轮远离吸收管的一侧转动连接;
16.输送管;所述输送管一端与转动环固接;所述输送管远离转动环的一端与机体连通。
17.优选的,所述机体侧壁内开设有空腔;所述机盖底部开设有凹槽;所述凹槽的槽口
一端与空腔连通,另一端与机体内部连通;所述转轴上固接有搅拌叶。
18.优选的,所述搅拌叶为石墨材质制成。
19.优选的,所述转轴一端与机体内壁套设有转动密封环。
20.优选的,所述输送管为保温材质。
21.优选的,所述输送管与机体连接的一端设有单向进气阀。
22.优选的,所述输送管管壁内设有电加热丝;所述电加热丝与外接电源连通。
23.优选的,所述出料口靠近搅拌叶的直径大于出料口远离搅拌叶的直径。
24.优选的,所述机体内与铝水接触的一面均涂有隔热材质。
25.本发明的有益效果如下:
26.1.本发明提供的一种自动铝水浇铸机,通过电机、转轴、主动锥齿轮、从动锥齿轮和吸收单元的相互配合,解决了在浇铸过程中铝水挥发的铝蒸汽被工作人员吸入,从而导致工作人员的身体健康受到危害等问题,进而减少了铝蒸汽接触皮肤的概率,避免了皮肤灼伤的可能性,进一步提高了工作人员的安全性。
27.2.本发明提供的一种自动铝水浇铸机,通过空腔和凹槽的设计,使得铝水自身散发的铝蒸汽上升,并通过凹槽进入空腔内,铝蒸汽产生的热量传递到机体内部,使得铝蒸汽对铝水进行保温,防止了铝水的凝固,从而增加了铝水的流动性,进而提高了铝水冷却成型后的质量。
附图说明
28.下面结合附图对本发明作进一步说明。
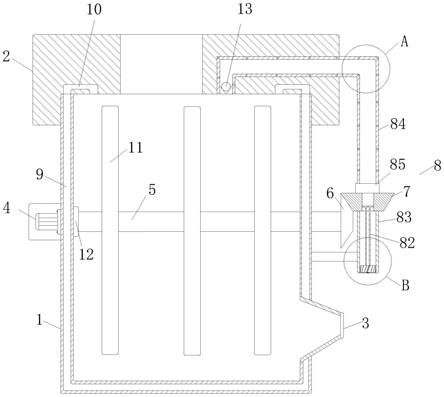
29.图1是本发明的剖视图;
30.图2是图1中a处的放大图;
31.图3是图1中b处的放大图;
32.图中:机体1、机盖2、出料口3、电机4、转轴5、主动锥齿轮6、从动锥齿轮7、吸收单元8、风扇81、转杆82、吸收管83、输送管84、转动环85、空腔9、凹槽10、搅拌叶11、转动密封环12、单向进气阀13、电加热丝14。
具体实施方式
33.为使本发明实施例的目的、技术方案和优点更加清楚,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.现有技术中自动铝水浇铸机存在的缺陷是,在铝水浇铸的过程中,铝水会挥发出铝蒸汽,铝蒸汽可能被工作人员吸入,对身体健康造成危害,严重的时候甚至导致大脑受损,且铝蒸汽接触皮肤时,会使皮肤灼伤。
35.为解决上述问题,本实施例采用的主要构思为:当铝水浇铸时,工作人员启动电机4,电机4的输出端转动,并带动转轴5旋转,当转轴5上的主动锥齿轮6带动从动锥齿轮7旋转时,吸收单元8将浇铸机中挥发出的铝蒸汽吸入。
36.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上
述技术方案进行详细的说明;
37.本发明提供的一种自动铝水浇铸机,包括机体1、机盖2和出料口3,其特征在于:还包括:
38.电机4;所述电机4位于机体1外侧;
39.转轴5、主动锥齿轮6和从动锥齿轮7;
40.所述转轴5一端与电机4输出端固定,转轴5远离电机4的一端贯穿机体1并固定主动锥齿轮6;
41.吸收单元8;所述吸收单元8连接从动锥齿轮7,主动锥齿轮6和从动锥齿轮7啮合传动时,吸收单元8将铝水蒸发的铝蒸汽吸入,并输送到机体1内部;
42.当铝水浇铸时,工作人员启动电机4,电机4的输出端转动,并带动转轴5旋转,当转轴5上的主动锥齿轮6带动从动锥齿轮7旋转时,吸收单元8将浇铸机中挥发出的铝蒸汽吸入,并输送到机体1内,一方面减少了工作人员与铝蒸汽的接触,有效地避免了铝水挥发的铝蒸汽对工作人员的伤害;另一方面使得输出的铝蒸汽对机体1内的铝水进行保温,防止了铝水的凝固,从而增加了铝水的流动性,进而提高了铝水冷却成型后的质量;
43.现有技术中,铝水浇铸机进行浇铸时,铝水挥发的铝蒸汽可能被工作人员吸入,且没有对铝蒸汽进行安全处理,使得铝水挥发到空气中的铝蒸汽被工作人员吸入,从而对身体健康造成危害,且铝蒸汽接触皮肤时,会使皮肤灼伤;
44.本发明通过对电机4、转轴5、主动锥齿轮6、从动锥齿轮7和吸收单元8的相互配合,解决了在浇铸过程中铝水挥发的铝蒸汽被工作人员吸入,从而导致工作人员的身体健康受到危害等问题,进而减少了铝蒸汽接触皮肤的概率,避免了皮肤灼伤的可能性,进一步提高了工作人员的安全性。
45.作为本发明的一种具体实施方式,所述吸收单元8包括:
46.吸收管83;所述吸收管83一端与从动锥齿轮7转动连接;所述吸收管83另一端与机体1外侧固接;
47.转杆82;所述转杆82设在吸收管83内部;所述转杆82一端与从动锥齿轮7固接,另一端的长度短于吸收管83;
48.风扇81;所述风扇81与转杆82远离从动锥齿轮7的一端固接;
49.转动环85;所述转动环85与从动锥齿轮7远离吸收管83的一侧转动连接;
50.输送管84;所述输送管84一端与转动环85固接;所述输送管84远离转动环85的一端与机体1连通;
51.当从动锥齿轮7开始转动时,一方面从动锥齿轮7上的转杆82也随着转动,并带动风扇81旋转,风扇81将铝水挥发出的铝蒸汽吸入,并进入到吸收管83内,使得铝蒸汽不会到处扩散,增加了吸收管83内铝蒸汽的量,从而减少了铝蒸汽与人体皮肤接触的概率,提高了工作人员的安全性;另一方面从动锥齿轮7在转动时,转动环85不会随着旋转,使得输送管84与从动锥齿轮7之间的通道更加稳定,紧接着,铝蒸汽随着输送管84输送到机体1内,使得铝蒸汽对机体1内的铝水进行保温,防止了铝水的凝固,从而增加了铝水的流动性,进而提高了铝水冷却成型后的品质。
52.作为本发明的一种具体实施方式,所述机体1侧壁内开设有空腔9;所述机盖2底部开设有凹槽10;所述凹槽10的槽口一端与空腔9连通,另一端与机体1内部连通;所述转轴5
上固接有搅拌叶11;
53.当铝水浇铸机灌满铝水后,铝水自身散发的铝蒸汽上升,并通过凹槽10进入空腔9内,铝蒸汽产生的热量传递到机体1内部,使得铝蒸汽对铝水进行保温,防止了铝水的凝固,从而增加了铝水的流动性,进而提高了铝水冷却成型后的质量;在电机4启动后,电机4带动转轴5旋转,使得转轴5上的搅拌叶11对铝水进行充分搅拌,从而增加了铝水的流动性,防止了铝水的凝固,进而提高了铝水冷却成型后的质量。
54.作为本发明的一种具体实施方式,所述搅拌叶11为石墨材质制成;
55.由于搅拌叶11为石墨材质制成,当铝水浇铸机在浇铸时,搅拌叶11上的铝水不易产生挂壁现象,一方面使得工作人员在后续的清理过程中更加方便,从而提高了对工作人员的安全性,另一方面减少了铝水的浪费,从而提高了铝水的使用效率。
56.作为本发明的一种具体实施方式,所述转轴5一端与机体1内壁套设有转动密封环12;
57.由于转轴5一端与机体1转动连接处设有转动密封环12,当铝水浇铸机灌满铝水时,有效地防止了铝水的泄露,从而增加了浇铸机的实用性和安全性。
58.作为本发明的一种具体实施方式,所述输送管84为保温材质;
59.由于输送管84为保温材质制成,铝蒸汽经过输送管84时,输送管84内的保温材质对铝蒸汽进行保温,从而减少了铝蒸汽热量的流失,使得铝蒸汽对铝水的保温效果更佳,进而提高了铝水的保温效率。
60.作为本发明的一种具体实施方式,所述输送管84与机体1连接的一端设有单向进气阀13;
61.当铝蒸汽进入输送管84后,由于单向进气阀13只允许气流在一个方向上通过,输送管84内的气流小于输送管84外的气流,使得输送管84外的压强大于输送管84内的压强,从而增加了铝蒸汽被吸收的速率,同时减少了机体1内铝水热量的流失,进而提高了铝水的保温效率。
62.作为本发明的一种具体实施方式,所述输送管84管壁内设有电加热丝14;所述电加热丝14与外接电源连通;
63.当风扇81转动后,工作人员打开外接电源开关,电加热丝14开始发热,热量传递到输送管84内,使得输送管84内的铝蒸汽进一步加热,从而使得铝蒸汽对铝水的保温效果增加,进一步提高了铝水的保温效率。
64.作为本发明的一种具体实施方式,所述出料口3靠近搅拌叶11的直径大于出料口3远离搅拌叶11的直径;
65.当铝水浇铸机浇铸时,由于出料口3靠近搅拌叶11的直径大于出料口3远离搅拌叶11的直径,铝水从出料口3流出时,压力和流速都会增大,防止了铝水的凝固,从而增加了铝水的流动性,减少了铝水内热量的流失,进而提高了铝水冷却成型后的质量。
66.作为本发明的一种具体实施方式,所述机体1内与铝水接触的一面均涂有隔热材质;
67.当铝水浇铸机灌满铝水时,由于机体1内与铝水接触的一面均涂有隔热材质,使得铝水内的热量不易流失,达到了保温效果,从而增加了铝水的流动性,进而提高了铝水冷却成型后的品质。
68.具体工作流程如下:
69.当铝水浇铸时,工作人员启动电机4,电机4的输出端转动,并带动转轴5旋转,当转轴5上的主动锥齿轮6带动从动锥齿轮7旋转时,吸收单元8将浇铸机中挥发出的铝蒸汽吸入,并输送到机体1内,一方面减少了工作人员与铝蒸汽的接触,有效地避免了铝水挥发的铝蒸汽对工作人员的伤害;另一方面使得输出的铝蒸汽对机体1内的铝水进行保温,防止了铝水的凝固,从而增加了铝水的流动性,进而提高了铝水冷却成型后的质量;
70.当从动锥齿轮7开始转动时,一方面从动锥齿轮7上的转杆82也随着转动,并带动风扇81旋转,风扇81将铝水挥发出的铝蒸汽吸入,并进入到吸收管83内,使得铝蒸汽不会到处扩散,增加了吸收管83内铝蒸汽的量,从而减少了铝蒸汽与人体皮肤接触的概率,提高了工作人员的安全性;另一方面从动锥齿轮7在转动时,转动环85不会随着旋转,使得输送管84与从动锥齿轮7之间的通道更加稳定,紧接着,铝蒸汽随着输送管84输送到机体1内,使得铝蒸汽对机体1内的铝水进行保温,防止了铝水的凝固,从而增加了铝水的流动性,进而提高了铝水冷却成型后的品质;
71.当铝蒸汽进入输送管84后,由于单向进气阀13只允许气流在一个方向上通过,输送管84内的气流小于输送管84外的气流,使得输送管84外的压强大于输送管84内的压强,从而增加了铝蒸汽被吸收的速率,同时减少了机体1内铝水热量的流失,进而提高了铝水的保温效率;
72.当风扇81转动后,工作人员打开外接电源开关,电加热丝14开始发热,热量传递到输送管84内,使得输送管84内的铝蒸汽进一步加热,从而使得铝蒸汽对铝水的保温效果增加,进一步提高了铝水的保温效率;
73.当铝水浇铸机灌满铝水后,铝水自身散发的铝蒸汽上升,并通过凹槽10进入空腔9内,铝蒸汽产生的热量传递到机体1内部,使得铝蒸汽对铝水进行保温,防止了铝水的凝固,从而增加了铝水的流动性,进而提高了铝水冷却成型后的质量;在电机4启动后,电机4带动转轴5旋转,使得转轴5上的搅拌叶11对铝水进行充分搅拌,从而增加了铝水的流动性,防止了铝水的凝固,进而提高了铝水冷却成型后的质量;
74.当铝水浇铸机浇铸时,由于出料口3靠近搅拌叶11的直径大于出料口3远离搅拌叶11的直径,铝水从出料口3流出时,压力和流速都会增大,防止了铝水的凝固,从而增加了铝水的流动性,减少了铝水内热量的流失,进而提高了铝水冷却成型后的质量。
75.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。