1.本实用新型涉及砂型造型设备技术领域,特别是涉及一种造型机旋转机构。
背景技术:
2.钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。由于砂型铸造所用的造 型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。砂型的铸造设备,通过震实、压实、震压、射压等不同方法使砂箱中松散的型砂紧实,使砂型在搬运和浇注等过程中具有必要的强度。现有的压砂框在射砂,造型时,开箱时,均是在同一工位中进行,效率低,砂型生产速度慢,因此,需要设计一种可以多工位协作生产砂型的设备。
技术实现要素:
3.基于此,有必要针对现有的砂型生产流程均是在单工位中进行导致效率低下的情况,提供一种造型机旋转机构。
4.一种造型机旋转机构,包括转盘,底板,定位轴,若干导向柱,压砂框组件与驱动件,所述定位轴安装在所述转盘与所述底板之间,若干所述导向柱镜像对称设置在所述定位轴的两侧,所述导向柱的两端与所述转盘及所述底板可拆卸连接,两套所述压砂框组件分别活动安装在镜像对称的所述导向柱上,若干所述驱动件分别安装在所述转盘与底板上,所述驱动件驱动所述压砂框组件沿着所述导向柱做往复式运动。
5.优选的,所述转盘包括外齿轮盘,轴承,安装座与固定板,所述轴承套设在定位轴上端,所述轴承外圈与所述安装座抵接,所述定位轴贯穿所述外齿轮盘,所述外齿轮盘通过所述安装座与所述固定板连接,所述导向柱上端部与所述固定板连接。
6.优选的,所述导向柱的数量为四根,两套所述压砂框组件分别安装在以定位轴镜像对称的两根导向柱上。
7.优选的,所述压砂框组件包括上砂框,下砂框与滑套,所述滑套活动套设在所述导向柱上,所述上砂框及下砂框分别与所述滑套可拆卸连接,所述驱动件的输出端与所述滑套连接。
8.优选的,所述下砂框上端设置有定位销,所述上砂框下端对应设置有通孔。
9.优选的,四根所述导向柱中部设置有隔板,所述上砂框及所述下砂框分别设置在所述隔板的两侧。
10.优选的,所述驱动件是电缸,气缸或者液压缸。
11.本实用新型的有益之处在于:1、通过外部电机带动转盘转动,使得导向柱同步转动,两套压砂框组件可以在两个工位中分别进行射砂造型与分箱接型工艺,相比单工位,极大的提高了砂型的生产效率,提升效率可达30%以上;2、整体结构体积小,便于集成安装在机架中。
附图说明
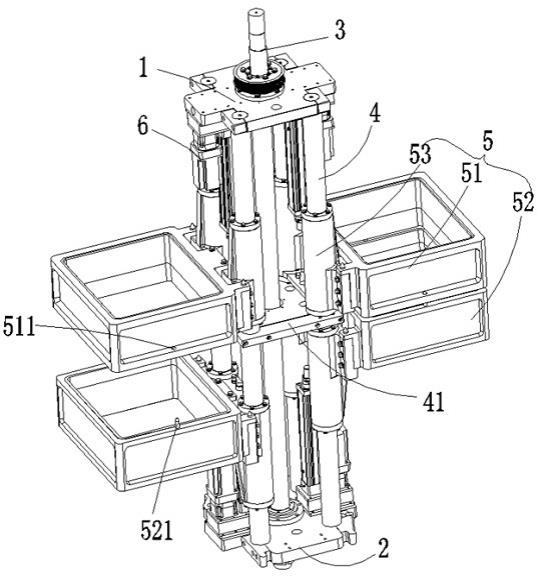
12.图1为其中一实施例一种造型机旋转机构立体示意图;
13.图2为一种造型机旋转机构爆炸示意图。
具体实施方式
14.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图对本实用新型的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型不受下面公开的具体实施例的限制。
15.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
16.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本实用新型。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。
17.如图1~2所示,一种造型机旋转机构,包括转盘1,底板2,定位轴3,若干导向柱4,压砂框组件5与驱动件6,所述定位轴3安装在所述转盘1与所述底板2之间,若干所述导向柱4镜像对称设置在所述定位轴3的两侧,所述导向柱4的两端与所述转盘1及所述底板2可拆卸连接,两套所述压砂框组件5分别活动安装在镜像对称的所述导向柱4上,若干所述驱动件6分别安装在所述转盘1与底板2上,所述驱动件6驱动所述压砂框组件5沿着所述导向柱4做往复式运动。具体的,旋转机构是整体安装在机架(图中未示出)内的,其中定位轴3的两端与机架活动连接,转盘1与底板2设置在定位轴3的两端,电机(图中未示出)安装在机架上,电机的输出端通过皮带,链条等与转盘1活动连接,即可驱动转盘1转动,或者使用油缸,气缸作为驱动,其输出轴或者活塞杆上套设一个活接头,活接头与定位轴3连接,活接头转动时,定位轴3同步转动,带动转盘1转动。需要说明的是,定位轴3与机架连接,使得旋转机构只能在原地转动,防止旋转机构偏移。进一步的,在转盘1与底板2之间还设置有若干导向柱4,利用导向柱4来安装压砂框组件5,两套压砂框组件5是根据导向柱4而对称设置的。当电机驱动转盘1转动180度时,导向柱4同时带动两套压砂框组件5对调工位,即可将两套压砂框组件5在射砂造型工位与分箱接型工位中互换,使得两套压砂框组件5能够在同一时刻分别进行射砂造型与分箱接型工艺,极大的节省了砂型的生产时间,提高砂型生产效率。需要说明的是,在转盘1与底板2相邻的一侧均设置有驱动件6,利用驱动件6驱动压砂框组件5沿着导向柱4上下位移,进而实现分箱接型工艺以及合箱射砂工艺,从而无需在机架上另设其他驱动部件,并且由于驱动件6是可以与压砂框组件5同步转动,一对一驱动,更便于调整压砂框组件5的开合,使得压砂框组件5合拢时严丝合缝,不会出现错位现象。需要说明的是,所述驱动件6是电缸,气缸或者液压缸。本技术方案中选用的是电缸,反应快,动力强,精度高,调整起来极为方便。
18.如图1~2所示,所述转盘1包括外齿轮盘11,轴承12,安装座13与固定板14,所述轴承12套设在定位轴3上端,所述轴承12外圈与所述安装座13抵接,所述定位轴3贯穿所述外齿轮盘11,所述外齿轮盘11通过所述安装座13与所述固定板14连接,所述导向柱4上端部与所述固定板14连接。具体的,在本实施例中,定位轴3的上端依次贯穿轴承12及外齿轮盘11,外齿轮盘11通过安装座13与固定板14连接,连接件均为螺栓,便于拆装更换零部件。电机通过皮带动外齿轮盘11转动,进而使得安装座13,固定板14及若干导向柱4同步转动,完成旋转压砂框组件5的目的。
19.如图1~2所示,所述导向柱4的数量为四根,两套所述压砂框组件5分别安装在以定位轴3镜像对称的两根导向柱4上。具体的,四根导向柱4环绕定位轴3设置,并且一套压砂框组件5侧部通过两个导向柱4连接,防止压砂框组件5上下位移时,发生侧偏。
20.如图1~2所示,所述压砂框组件5包括上砂框51,下砂框52与滑套53,所述滑套53活动套设在所述导向柱4上,所述上砂框51及下砂框52分别与所述滑套53可拆卸连接,所述驱动件6的输出端与所述滑套53连接。具体的,压砂框组件5均为方框状,便于将原料添加进去进行射砂造型与接型工艺。上砂框51及下砂框52侧部均设置有滑套53,滑套53设置在导向柱4上,驱动件6即可通过滑套53分别带动上砂框51及下砂框52位移,实现开箱及合箱操作。
21.如图1~2所示,所述下砂框52上端设置有定位销521,所述上砂框51下端对应设置有通孔511。具体的,上砂框51及下砂框52合箱射砂造型时,两个驱动件6分别驱动上砂框51与下砂框52向中部位移,靠拢,当定位销521对应插入通孔511内时,表示上砂框51与下砂框52合箱没错位,可以进行后续的射砂造型工艺。
22.如图1~2所示,四根所述导向柱4中部设置有隔板41,所述上砂框51及所述下砂框52分别设置在所述隔板41的两侧。具体的,导向柱4中部设置隔板41,防止驱动件6驱动上砂框51或者下砂框52越过中线,确保射砂造型时上砂框51及下砂框52对准进砂口。
23.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
24.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。