1.本发明涉及基于包含至少一种含磷化合物和至少一种氧化硼化合物的无机粘合剂的、能从模制材料混合物获得的用于金属铸造的涂覆的铸模,即涉及涂覆的结合水玻璃的模具和芯,模制材料混合物包含至少一种耐火模具基础材料、作为无机粘合剂的水玻璃、颗粒状无定形二氧化硅、以及一种或多种氧化硼化合物和一种或多种含磷化合物,模具和芯特别用于从铁合金制造铸件。本发明还涉及特别用于从铁合金制造铸件的、用于制造涂覆的铸模体的方法及其应用。涂料是水基涂料。
背景技术:
2.铸模基本上由芯和模具组成,模具代表待生产的铸件的阴模。在下文中,铸模(包括其复数形式)被用作芯、模具(单独地)以及芯和模具(一起)的同义词。在此,模具和芯通常基于耐火材料(例如硅砂)以及合适的粘合剂,该粘合剂在已经从模制工具移除之后赋予铸模足够的机械强度。为了制造铸模,使用涂覆有合适的粘合剂的耐火模具基础材料。耐火模具基础材料优选地能够以自由流动的形式获得,使得其可以填充到合适的中空模具中并且在那里被压实。该粘合剂在模具基础材料的颗粒之间产生牢固的内聚力,给予铸模必要的机械稳定性。
3.铸模必须满足各种要求。在铸造过程本身期间,它们必须首先具有足够的强度和耐热性,以将熔融金属容纳在由一个或多个铸模形成的腔体中。在固化过程开始之后,通过沿着铸模的壁形成的固化金属层确保铸件的机械稳定性。
4.铸模的材料目前必须在由金属放出的热量的影响下分解,由此使其失去其机械强度,即消除耐火材料的单个颗粒的内聚力。理想情况是,铸模再次分解成可容易地从铸件移除的细砂。
5.由于铸模在铸造过程期间经受非常高的热应力和机械应力,因此缺陷可能出现在液态金属与铸模之间的接触表面处,例如通过铸模开裂或通过液态金属渗透到铸模的结构中。
6.在必要时,尤其在钢和铁铸造中,铸模体(特别是模具和芯)的表面涂覆有涂覆层,尤其在与铸造金属接触的那些表面。例如,涂层在模具/芯与金属之间形成边界或阻挡层,以用于在这些点缺陷机制的靶向抑制或用于利用冶金效果。总体上,铸造技术中的涂层首先旨在实现以下功能:
[0007]-改进铸造表面的光滑度;
[0008]-尽可能完全地将液态金属与模具和/或芯分离;
[0009]-避免模具/芯的组分与熔体之间的化学反应,从而有助于模具/芯与铸件之间的分离;和/或
[0010]-避免铸件上的表面缺陷,如气泡、穿孔、裂纹和/或疤痕。
[0011]
如果出现上述缺陷,为了实现期望的表面特性,铸件表面的大量再加工是必要的。
这需要额外的工作步骤,并且因此生产率下降和成本增加。如果缺陷出现在难以接近或根本不可能接近的铸件表面上,这也可能导致铸件的损失。
[0012]
此外,该涂层可以通过冶金影响铸件,例如通过经由铸件表面处的涂层将添加剂选择性地转移到铸件中,该添加剂改进了铸件的表面特性。
[0013]
此外,涂层形成将铸模与液态金属化学隔离的层。这降低了铸件与铸模之间的粘附性,使得铸件可以容易地从铸模中移除。然而,涂层还可以用于具体地控制液态金属与铸模之间的热传递,例如通过冷却速率导致特定金属结构的形成。
[0014]
涂层通常由无机耐火材料和粘合剂组成,其中涂层溶解或悬浮在合适的载液(例如水或醇)中。如果可能的话,优选不使用醇基涂层而是使用水性体系,因为有机溶剂在干燥过程中引起排放。
[0015]
近来,尤其在铸模的生产过程中以及在铸造和冷却过程中,如果可能的话,对于保持在零水平的co2或碳氢化合物形式的排放的要求日益提高,以保护环境并限制由碳氢化合物(主要是芳香烃)引起的对环境令人讨厌的气味。为了满足这些要求,近年来已经开发或精制了无机粘合剂体系,其用于在金属模具的生产过程中可以避免或至少显著最小化co2和烃的排放。然而,无机粘合剂体系的使用通常与以下详细描述的其他缺点相关。
[0016]
与有机粘合剂相比,无机粘合剂的缺点在于由其制成的铸模具有相对低的强度。这在铸模已经从工具移除之后立即特别明显。然而,在这个阶段,良好的强度对于复杂的和/或薄壁的模制零件的生产以及它们的安全处理是特别重要的。
[0017]
用无机粘合剂、如水玻璃制成的模具和芯也具有相对低的耐湿性或耐水或水分性。这意味着如通常利用有机模制材料粘合剂来施加水基或含水涂层以及在较长的时间段内储存这种铸模或芯通常是不可能的。
[0018]
与有机粘合剂体系相比,无机粘合剂体系的缺点在于去内核表现,即在纯无机生产的铸模(例如使用水玻璃作为粘合剂的铸模)的情况下,铸模在金属铸造之后快速衰减(在机械应力下)成轻质可倾倒形式的能力通常比在使用有机粘合剂生产的铸模的情况下更差。这对于铸铁应用是尤其真实的。
[0019]
当使用原则上在铸造之后难以移除的薄壁、丝状或复杂的铸模时,后者特性(即较差的芯化行为)是特别不利的。作为示例,所谓的水套芯可附接在此,这在内燃机的某些区域的制造中是必要的。
[0020]
ep 1802409 b1公开:通过使用耐火模具基础材料、基于水玻璃的粘合剂和颗粒状无定形二氧化硅的添加剂,可以实现更高的瞬时强度和更高的耐湿性。
[0021]
de 102013106276 a1公开:通过使用基于无机粘合剂的含锂模制材料混合物(特别是与无定形硅石组合),可以实现对湿度以及对基于水的涂层的更高耐受性。这确保甚至复杂的铸模的安全处理。
[0022]
ep 2097192 b1公开:通过使用一种或多种含磷化合物与无定形二氧化硅的组合,可实现显著更高的热强度。此外,由含磷酸盐的模制材料混合物制成的测试样品显示出显著改进的热稳定性,具有时间延迟或“热变形”减少。
[0023]
此外公开:尽管具有高强度,但由根据本发明的模制材料混合物生产的铸模显示出非常好的分解,尤其在铝铸造的情况下。
[0024]
wo 2015058737 a2公开:通过使用一种或多种氧化硼化合物在湿气中储存之后可
以实现更高的弯曲强度。该添加剂确保甚至复杂的铸模仍可以改善处理。此外公开:尽管由模制材料混合物制成的铸模具有高强度,它们显示出非常好的分解,尤其在铝铸造的情况下。
[0025]
现有技术的问题和目的定义
[0026]
为了能够满足环境保护和排放控制领域中日益增长的要求,无机模制材料粘合剂、尤其是含水模制材料粘合剂在将来还应该在钢和铁铸造领域中在模具和芯的生产中获得重要性。为了实现所希望的或必要的铸件,通常必要的或有利的是用涂层涂覆无机结合的模具和芯(如上所述)。因此,就环境保护和排放控制而言,当选择涂层时还希望尽可能避免使用有机载体流体或优选使用水基涂层,即以水作为唯一的载体流体或至少作为载体流体的主要含量(以重量计)的涂层。
[0027]
然而,如以上提及的,用无机模制材料粘合剂、特别是用含水的模制材料粘合剂制成的铸模体、特别是模具和芯对于水或水湿气的作用具有低的稳定性。因此,水基涂料组合物中包含的水可以损害用它们处理(涂覆)的无机结合的模具和芯。特别地,这可不利地降低由此涂覆的模具和芯的强度。这个问题在铸造技术中是众所周知的,并且到目前为止只有在使用当前手段包括例如用于干燥所施加的涂层或调节模制材料混合物或涂层组合物的模具和芯的特别强烈硬化的复杂方法(de 102017107655 a1/de 102017107657 a1/de 102017107658 a1)才能够得到不充分程度的解决。
[0028]
迄今已知的用于铸造目的(尤其是在铁和钢铸造领域)的无机粘合剂体系仍然显示出改进的空间。首先,希望开发一种用于铁和钢铸造的无机粘合剂体系,该无机粘合剂体系:
[0029]
达到在自动化生产过程中必需的相应强度水平(尤其是在干燥涂层的过程中的强度和储存之后的强度);
[0030]
具有特别高的耐湿性并且因此能够与水基涂层相容,使得甚至特别薄壁的或丝状的或复杂的无机铸模能被可靠地涂覆而没有模具和/或芯破裂;
[0031]
使得能够或至少改善水基涂层对模具和/或芯的施加(即,特别是对例如由于热定型之后的不完全冷却,仍然具有大于50℃的温度,优选50至100℃范围内的温度的那些模具和/或芯);
[0032]
使得制造的铸件能够具有非常好的表面光洁度,从而不需要或至少仅需要较小的再加工。
[0033]
因此,本发明的基本目的是:提供一种用于生产用于金属加工的铸模(特别是铁和铁合金)的无机模制材料混合物,该无机模制材料混合物特别有效地改进了关于环境友好的水基涂层的稳定性,并且同时确保了在涂覆干燥过程中的高强度水平,这在用于生产特别薄壁的或丝状的或复杂的涂覆铸模的自动化过程中是必要的。
[0034]
此外,铸模应当具有高的储存稳定性和非常好的分解性能。
技术实现要素:
[0035]
上述目的通过具有独立权利要求的特征的模具和/或芯以及应用或方法来实现。根据本发明的模制材料混合物的有利的改进方案是从属权利要求的主题或者在下面进行描述。
[0036]
出人意料的发现是,通过在包含基于水玻璃和无定形硅石的粘合剂的无机模制材料混合物中含有至少一种氧化硼化合物(i)和至少一种含磷化合物(ii),制造通过涂覆实现上述目的的铸模、即可接触的模具和/或芯。
[0037]
决定性的独特特征是根据本发明使用的无机模制材料混合物还允许在具有减少的或零排放的铁铸造中制造复杂的部件几何形状。
[0038]
用于金属加工的根据本发明的铸模(即模具或芯)能从模制材料混合物获得,模制材料混合物至少包含:
[0039]-耐火模具基础材料;
[0040]-粘合剂,其至少包括水玻璃;
[0041]-颗粒状无定形二氧化硅;
[0042]-氧化硼化合物,其特别是粉末形式;以及
[0043]-含磷化合物,其特别是粉末形式或溶解的,例如溶解在水中;
[0044]
并且将
[0045]-在模制和固化以获得涂覆的铸模之后,至少在铸模与铸造金属接触的表面上至少部分地并且特别是完全地设置涂层。
[0046]
粘合剂的部分是水玻璃、颗粒无定形二氧化硅、氧化硼化合物和含磷化合物。
[0047]
通常使用的和已知的用于生产铸模的材料可用作耐火模制基础材料。
[0048]
合适的是例如硅砂、锆石砂或铬矿砂、橄榄石、蛭石、铝土矿、耐火粘土、以及人造模具基础材料,特别是具有相对于耐火模具基础材料按重量计大于50%的硅砂的那些。其中,不必仅使用新砂。在资源节约和避免填埋成本方面,甚至有利的是使用最大可能含量的再生的用过的砂,如可从再循环用过的模具可获得的。
[0049]
耐火模具基础材料被理解为具有高熔点(熔化温度)的物质。优选的是,耐火模具基础材料的熔点大于600℃,优选地大于900℃,更优选地大于1200℃,并且特别优选地大于1500℃。
[0050]
耐火模具基础材料优选地成为模制材料混合物的按重量计大于80%、更优选地按重量计大于90%、最优选地按重量计大于95%。
[0051]
例如在wo 2008/101668 a1(=us 2010/173767 a1)中描述了一种合适的砂。通过洗涤和随后干燥压碎的模具获得的再生物同样是合适的。通常,再生物可占耐火模具基础材料的至少约70重量%,优选至少约80重量%,最优选大于90重量%。
[0052]
模制基础材料的平均直径通常是在120μm与600μm之间,并且优选地在150μm与500μm之间。粒径可以例如通过根据din iso 3310进行筛分来确定。具有1:1至1:5或1:1至1:3的最大线膨胀与最小线膨胀(彼此成直角并且在每种情况下对于所有空间方向)的比率的颗粒几何形状是特别优选的,即例如不是纤维状的那些。
[0053]
该耐火模具基础材料具有一种自由流动的状态,具体是为了能够在常规的芯射击器中加工根据本发明的模制材料混合物。
[0054]
水玻璃包含溶解的碱性硅酸盐,并且可以通过将玻璃状硅酸锂、硅酸钠和/或硅酸钾溶解在水中来制备。水玻璃优选具有1.6-4.0、尤其是2.0-小于3.5的摩尔模量的sio2/m2o(在不同的m值下累积,即总和),其中m代表锂、钠和/或钾。粘合剂还可以基于含有一种以上提及的碱离子的水玻璃、如从de 2652421 a1(=gb 1532847 a)已知的锂改性的水玻璃。此
外,水玻璃还可以包含多价离子,如ep 2305603 a1(=wo 2011/042132 a1)中描述的铝改性的水玻璃。特别优选如de 102013106276 a1中所述的含有锂离子含量,尤其是无定形硅酸锂、氧化锂和氢氧化锂,或具有比率[li2o]:[m2o]或[li2o
活性
]:[m2o]的水玻璃。
[0055]
水玻璃具有25-65重量%、优选33-55重量%、最优选30-50重量%的固体含量。固体含量是指包含在水玻璃中的sio2和m2o的量。
[0056]
根据应用和所需的强度水平,所使用的水与玻璃基粘合剂是在按重量计0.5%与5%之间、优选在按重量计0.75%与4%之间、最优选在按重量计1%与3.5%之间,各自相对于该模具基础材料得出。数据是指水玻璃粘合剂的总量,包括(尤其是水性)溶剂或稀释剂、溶解的水玻璃和(可能的)固体含量(总计=按重量计100%)。
[0057]
粉末或微粒应理解为是指一种固体粉末(包括粉尘)或颗粒,该固体粉末或颗粒是可倾倒的并且因此是可筛选的。
[0058]
根据本发明的模制材料混合物包含一部分颗粒状无定形二氧化硅,以便增加用这种模制材料混合物生产的铸模的强度水平。增加铸模的强度,尤其是增加热强度,在自动化制造过程中可以是有益的。合成制备的无定形二氧化硅是特别优选的。
[0059]
根据本发明优选使用的微粒无定形二氧化硅具有按重量计小于15%、更优选按重量计小于5%并且特别优选按重量计小于1%的水含量。
[0060]
粒状无定形sio2用作粉末(包括粉尘)。合成产生的和天然存在的二氧化硅都可以用作无定形sio2。后者例如由de 102007045649已知,但不是优选的,因为它们通常含有不显著的结晶含量,因此被分类为致癌物。合成的应理解为是指非天然存在的无定形sio2,即合成生产涉及故意的化学反应,因为它是由人引发的,例如硅铁和硅的生产中,硅溶胶通过离子交换过程如碱金属硅酸盐溶液生产,从碱金属硅酸盐溶液沉淀,四氯化硅的火焰水解,硅砂与焦炭在电弧炉中反应。通过后两种方法产生的无定形sio2也称为热解sio2。
[0061]
有时,合成无定形二氧化硅应被理解为仅指沉淀二氧化硅(cas号112926-00-8)和火焰水解生产的sio2(热解二氧化硅,气相二氧化硅,cas号112945-52-5),而由硅铁或硅生产产生的产物简称为无定形二氧化硅(硅灰,微硅粉,cas号69012-64-12)。为了本发明的目的,由硅铁或硅制造产生的产品还应被理解为是指无定形sio2。
[0062]
优选使用沉淀二氧化硅和热解二氧化硅、即火焰水解或电弧法生产的二氧化硅。特别优选的是通过热分解zrso4(描述于de 102012020509 a1中)生产的无定形二氧化硅和通过借助于含氧气体氧化金属si(描述于de 102012020510 a1中)生产的sio2。还优选熔融石英粉(主要是无定形二氧化硅),其通过熔融和快速再冷却结晶石英制备,使得颗粒为球形且不碎裂(在de1020120511a1中描述)。
[0063]
无定形二氧化硅的平均粒径优选小于100μm,更优选小于70μm。当通过具有125μm筛孔尺寸(120目)的筛时,颗粒无定形sio2的筛残余物优选不超过10重量%,更优选不超过5重量%,最优选不超过2重量%。无论如何,筛孔尺寸为63μm的筛上的筛残余物按重量计小于10%,优选按重量计小于8%。根据din 66165(部分2)中描述的机器筛分方法测定筛余物,其中链环另外用作筛分助剂。
[0064]
该微粒无定形硅石的平均初级粒径可以是在0.05μm与10μm之间、更优选在0.1μm与5μm之间并且特别优选在0.1μm与2μm之间。该初级粒径可以例如通过动态光散射(例如,horiba la 959)来确定以及通过扫描电子显微镜图像(例如,来自fei的nova nanosem 230
的sem图像)来检查。此外,sem图像有助于使初级颗粒形状的细节可见低至0.01μm的数量级。将二氧化硅样品分散在蒸馏水中用于sem测量,然后在水蒸发之前置于覆盖有铜带的铝夹持器上。
[0065]
此外,颗粒无定形二氧化硅的表面积根据din 66131使用气体吸附测量(bet理论)测定。颗粒无定形sio2的表面积在1与200m2/g之间,优选在1与50m2/g之间,最优选在1与19m2/g之间。如果必要,还可以混合产物,例如以获得具有某些粒径分布的特定混合物。
[0066]
根据生产类型和生产者,无定形sio2的纯度可能会有相当大的变化。已经证明具有按重量计至少85%、优选按重量计至少90%并且特别优选按重量计至少95%的二氧化硅的含量的类型是合适的。
[0067]
取决于应用和所需的强度水平,使用的粒状无定形sio2的量为0.1重量%-2重量%,优选0.1重量%-1.8重量%,最优选0.1重量%-1.5重量%,各自相对于模具基础材料得出。
[0068]
水玻璃粘合剂与颗粒无定形二氧化硅的比率可以在宽限度内变化。这是有利的,因为模具和/或芯的初始强度,即在从该模具中取出之后立即的强度可以被极大地改进而不显著影响最终强度。一方面,需要高的初始强度,以便能够在生产之后毫无问题地运输模具和/或芯,或者将模具和/或芯组装成整个芯包装;另一方面,最终强度不应过高,以避免浇铸后芯破碎的困难,即应当能够在铸造之后容易地从铸模中的腔移除模具基础材料。
[0069]
相对于水玻璃(包括稀释剂或溶剂)的总重量,无定形sio2的含量优选为1-80重量%,更优选2-60重量%,特别优选3-55重量%,最优选4-50重量%。可替代并且与其无关的是,水玻璃中的固体(基于氧化物,即,碱金属氧化物和二氧化硅的总质量)与无定形sio2的优选比率是10:1至1:1.2(重量份)。
[0070]
根据ep 1802409 b1,无定形二氧化硅可以在添加水玻璃(包括在其中溶解或悬浮的任何物质)之前和之后直接添加至耐火材料;但是也可以如ep1884300a1(=us2008/029240a1)所述,首先制备sio2与至少部分水玻璃和/或氢氧化钠溶液的混合物,然后将其加入耐火材料。可在添加预混物之前或之后或与其一起向耐火材料中添加未用于预混物的任何剩余的水玻璃。优选的是,在添加水玻璃之前向耐火材料中添加无定形sio2。
[0071]
在另一实施例中,至少呈颗粒形式的氧化铝和/或铝/硅混合氧化物或呈颗粒形式的铝和锆的金属氧化物可以按各自相对于总模制材料混合物按重量计0.05%至按重量计4%之间、优选按重量计0.1%至按重量计2%之间、更优选按重量计0.1%至按重量计1.5%之间并且最优选按重量计0.1%至按重量计2.0%之间或按重量计0.3%至按重量计0.99%之间的浓度添加。
[0072]
根据本发明的固体混合物包含一种或多种氧化硼化合物,其特别处于微粒粉末形式。氧化硼化合物的平均粒径优选小于1mm,更优选小于0.5mm,最优选小于0.25mm。氧化硼化合物的粒径优选大于0.1μm、更优选大于1μm并且特别优选大于5μm。
[0073]
在具有1.00mm的筛孔尺寸的筛上的残余物是按重量计小于5%,优选按重量计小于2.0%并且特别优选按重量计小于1.0%。不考虑前述信息并且特别优选的是,在具有0.5mm的筛孔尺寸的筛上的筛残余物优选地是小于按重量计20%,特别优选地小于按重量计15%,更优选地小于按重量计10%并且特别优选地小于按重量计5%。不考虑前述信息并且特别优选的是,在具有0.25mm的筛孔尺寸的筛上的筛残余物优选地是小于按重量计
50%,更优选小于按重量计25%并且特别优选小于按重量计15%。根据din 66165(部分2)中描述的机器筛分方法测定筛残余物,其中链环另外用作筛分助剂。
[0074]
氧化硼化合物是其中硼以+3氧化态存在的化合物。此外,硼与氧原子配位(在第一配位球层中,即作为最接近的相邻物)-具有3或4个氧原子。
[0075]
优选的是,该氧化硼化合物选自由以下各项组成的组:硼酸盐、硼酸、硼酸酐、硼硅酸盐、硼磷酸盐、硼磷硅酸盐及其混合物,其中该氧化硼化合物优选地不含有机基团。
[0076]
硼酸为原硼酸(化学式h3bo3)和偏或多硼酸(化学式(hbo2)n)。原硼酸存在于例如水蒸气源中并且作为矿物黄锡矿。
[0077]
原硼酸也可以通过酸水解由硼酸盐(例如硼砂(borax))产生。例如,可以通过加热通过分子间缩合从原硼酸生产偏-或聚硼酸。硼酸酐(化学式b2o3)可以通过使硼酸退火来生产。硼酸酐是作为大部分玻璃状的吸湿块获得的,然后可以将其压碎。
[0078]
硼酸盐原则上衍生自硼酸。它们可以是天然和合成来源的。硼酸盐由硼酸盐结构单元组成,其中硼原子被3个或4个氧原子(作为最接近的相邻物)包围。这些单独的结构单元主要是阴离子的并且可以单独地存在于一种物质内,例如在原硼酸盐[bo3]
3-的情况下,或彼此连接,例如偏硼酸盐[bo2]
n-,其单元可以连接以形成环或链;如果考虑这样一种具有相应b-o-b键的连接结构,则这样一种结构在整体上看是阴离子的。
[0079]
优选含有连接的b-o-b单元的硼酸盐。原硼酸盐是适合的但不是优选的。例如,碱金属和/或碱土金属阳离子,以及例如锌阳离子,优选钠或钙阳离子,更优选钙充当阴离子硼酸盐单元的抗衡离子。
[0080]
在单价或二价阳离子的情况下,阳离子与硼之间的摩尔质量比能够以如下方式描述:m
x
o:b2o3,其中m是阳离子,并且x对于二价阳离子是1,并且对于一价阳离子是2。m
x
o(m=碱金属时x=2,m=碱土金属时x=1)与b2o3的摩尔质量比可在宽限度范围内变化,但优选小于10:1,优选小于5:1,最优选小于2:1。下限优选大于1:20,更优选大于1:10,最优选大于1:5。
[0081]
合适的硼酸盐也是其中三价阳离子充当阴离子硼酸盐单元的抗衡离子的那些,例如在硼酸铝的情况下的铝阳离子。
[0082]
天然硼酸盐大部分是水合的,即包含水作为结构水(作为oh基团)和/或作为结晶水(h2o分子)。硼砂或还有十水合硼砂(十水合四硼酸二钠)被认为是一个实例,其化学式在文献中给出为[na(h2o)4]2[b4o5(oh)4]或者为了简化,给出为na2b4o7*10h2o。可以使用水合和非水合硼酸盐两者,但是水合硼酸盐是优选的。
[0083]
可以使用无定形硼酸盐和结晶硼酸盐两者。无定形硼酸盐应理解为例如碱金属或碱土金属硼酸盐玻璃。
[0084]
硼硅酸盐、硼磷酸盐和硼磷硅酸盐应理解为是指大部分是无定形/玻璃状的化合物。
[0085]
在这些化合物的结构中,不仅存在中性和/或阴离子硼-氧配位(例如中性bo3单元和阴离子bo
4-单元),而且存在中性和/或阴离子硅-氧和/或磷-氧配位,其中硅处于+4氧化态而磷处于+5氧化态。这些配位可以通过桥接氧原子彼此连接,例如在si-o-b或p-o-b的情况下。金属氧化物,特别是碱金属和碱土金属氧化物,可以结合到硼硅酸盐、硼磷酸盐和硼磷硅酸盐的结构中,它们充当所谓的网络改性剂。优选的是,相对于相应的硼硅酸盐、硼磷
酸盐或硼磷硅酸盐的总质量,硼硅酸盐、硼磷酸盐以及硼磷硅酸盐中的硼(以b2o3计算)的含量大于15重量%,优选大于30重量%,更优选大于40重量%。
[0086]
然而,从硼酸盐、硼酸、硼酸酐、硼硅酸盐、硼磷酸盐和/或磷硼硅酸盐的组中,硼酸盐、硼磷酸盐和磷硼硅酸盐、特别是碱金属和碱土金属硼酸盐是明显优选的。该选择的原因是硼酸酐的强吸湿性,这影响其在它的长期储存期间可能用作粉末添加剂。在使用铝熔体的铸造试验中,还已经示出硼酸盐导致比硼酸显著更好的铸造表面,使得硼酸是不太优选的。
[0087]
硼酸盐是特别优选的。特别优选的是碱金属和/或碱土金属硼酸盐,其中优选硼酸钠和/或硼酸钙。硼酸钙是特别优选的。
[0088]
相对于耐火模具基础材料,氧化硼化合物的含量分别优选地小于按重量计1.0%,优选地小于按重量计0.4%,更优选地小于按重量计0.2%并且最优选地小于按重量计0.1%。下限优选地按重量计大于0.002%,优选地按重量计大于0.005%,更优选地按重量计大于0.01%并且特别优选地按重量计大于0.02%。
[0089]
此外,根据本发明使用的模制材料混合物包含一种含磷化合物,该化合物包括在其中磷处于+5氧化态并且在紧邻处由氧原子包围的无机磷酸盐化合物。
[0090]
该磷酸盐可以作为碱金属或碱土金属磷酸盐存在,其中碱金属磷酸盐并且特别是钠盐是优选的。
[0091]
正磷酸盐以及聚磷酸盐、焦磷酸盐或偏磷酸盐可以用作磷酸盐,其中优选聚磷酸盐和偏磷酸盐,并且特别优选多磷酸钠和偏磷酸钠。磷酸盐可以例如通过将相应的酸与相应的碱例如碱金属碱如naoh或可能还有碱土金属碱中和来制备,其中并非磷酸盐的所有负电荷必须必然用金属离子置换。可以将磷酸盐以晶体和无定形的形式引入模制材料混合物中。
[0092]
聚磷酸盐应理解为具体是指包含多于一个磷原子的直链磷酸盐,其中这些磷原子各自通过氧桥彼此连接。
[0093]
聚磷酸盐是通过正磷酸盐离子通过消除水缩合以给出po4四面体的线性链而获得的,这些四面体各自在它们的拐角处连接。
[0094]
聚磷酸盐具有通式(o(po3)n)
(n+2)-,其中,n≥2对应于链长。聚磷酸盐可以包含最高达几百个po4四面体。然而,具有较短链长的聚磷酸盐是优选的。优选的是,n具有3至100、特别优选5至50的值。也可以使用更高缩合的聚磷酸盐,即,其中po4四面体通过多于两个拐角彼此连接并且因此显示二维或三维聚合的聚磷酸盐。
[0095]
偏磷酸盐应理解为是指由po4四面体构成的环状结构,这些四面体各自在它们的拐角处彼此连接。偏磷酸盐具有通式(po3)n)
n-,其中n是至少3。优选的是,n具有从3至10的值。
[0096]
单独的磷酸盐和不同磷酸盐的混合物都可以用作含磷化合物。
[0097]
独立的是,含磷化合物优选含有40-90重量%、更优选50-80重量%的磷,即计算为p2o5。含磷化合物本身可以固体或溶解形式加入到模制材料混合物中。优选的是,将含磷化合物作为固体添加到模制材料混合物中。
[0098]
出人意料的是,一种或多种粉末状氧化硼化合物和一种或多种含磷化合物的非常少量添加的组合已经显示在涂覆干燥过程中显著改进了铸模对水涂层的稳定性。
[0099]
氧化硼化合物与含磷酸盐化合物的重量比可以在宽范围内变化并且优选地是1:30至1:1,优选1:25至1:2,最优选1:20至1:3。
[0100]
如果使用包含氧化硼和磷酸盐基团的化合物,则考虑p:b的化学计量比。如果p:b的化学计量比≤1,则化合物按照含磷化合物计算,而所有其他化合物按照氧化硼化合物计算。
[0101]
还已经出人意料地示出了涂覆的模具和/或芯的耐湿性是通过将氧化的硼化合物和含磷化合物的组合加入到根据本发明的模制材料混合物中来改进的,因此增加了它们的强度或储存稳定性。
[0102]
根据有利的实施例,根据本发明的模制材料混合物包含一部分片状润滑剂、特别是石墨或mos2。添加的片状润滑剂(特别是石墨)的量相对于该模具基础材料优选地是按重量计0.05%至1%,最优选地按重量计0.05%至0.5%。
[0103]
根据另一有利的实施例,还可以使用改进该模制材料混合物的可流动性以及在含水气氛中的强度的表面活性物质,特别是表面活性剂。这些化合物的合适的代表描述于例如wo 2009/056320 a1(=us 2010/0326620 a1)中。优选的是,阴离子表面活性剂用于根据本发明的模制材料混合物。在此特别提及的是具有硫酸或磺酸基团的表面活性剂或它们的盐。在根据本发明的模制材料混合物中,相对于该耐火模具基础材料的重量,该纯的表面活性物质(特别是表面活性剂)优选以按重量计0.001%至按重量计1%、更优选按重量计0.01%至按重量计0.2%的量存在。
[0104]
根据本发明的模制材料混合物是至少所提及的组分的强烈混合物。其中,耐火模具基础材料的颗粒优选地涂覆有粘合剂层。通过蒸发存在于粘合剂中的水(例如,相对于粘合剂的重量,按重量计约40%至70%),然后可以在耐火模具基础材料的颗粒之间实现牢固的内聚力。
[0105]
尽管用根据本发明的粘合剂系统可实现高强度,但是用根据本发明的模制材料混合物生产的铸模在铸造之后出人意料地显示出非常好的分解,甚至在铁和钢铸造中也如此,使得铸模可以在铸造过程之后容易地从铸件的窄且成角度的区段中移出。
[0106]
铸模通常适于铸造金属、诸如轻金属、非铁系金属或铁系金属。然而,根据本发明的模制材料混合物特别优选地适合于铸铁和铁合金。
[0107]
本发明还涉及一种用于制造用于金属加工的涂覆的铸模的方法,其中使用了上述模制材料混合物。根据本发明的方法包括以下步骤:
[0108]-通过将至少上述强制性组分组合和混合来提供上述模制材料混合物;
[0109]-模制该模制化合物;
[0110]-使模制的模制材料混合物硬化以获得硬化的模具;
[0111]-将水基涂层施加到该硬化模具上并且随后干燥。
[0112]
在根据本发明使用的模制材料混合物的生产中,该过程总体上是使得首先引入耐火模制基础材料并且然后在搅拌下添加粘合剂和添加剂。上述添加剂能够以任何形式加入到模制材料混合物中。可以单独或作为混合物添加它们。根据优选实施例,粘合剂作为双组分体系提供,其中第一液体组分包含水玻璃和(如果合适)表面活性剂(见上文),和第二但为固体的组分,其包含微粒状二氧化硅和一种或多种氧化硼化合物和一种或多种含磷化合物、以及(如果合适)除了模制基础材料之外的上述任何其他固体添加剂。
[0113]
在模制材料混合物的生产中,耐火模制基础材料优选地放置在混合器中,并且然后优选的是,首先添加粘合剂的固体组分并且与耐火模制基础材料混合。选择混合时间以使得耐火模制基础材料和固体粘合剂组分紧密混合。混合时间取决于有待生产的模制材料混合物的量并且取决于所使用的混合单元。优选的是,选择混合时间为1至5分钟。
[0114]
在优选地继续搅拌混合物时,然后添加粘合剂的液体组分,并且然后优选地进一步混合混合物,直到粘合剂的均匀层已经形成在耐火模具基础材料的颗粒上。
[0115]
在此,混合时间也取决于有待生产的模制材料混合物的量并且取决于所使用的混合单元。优选的是,混合过程的持续时间选自1至5分钟。液体组分应理解为是指不同液体组分的混合物和所有单独液体组分的总体两者,其中后者可以一起或先后添加到模制材料混合物中。同样,固体组分应理解为是指以上描述的单独的或所有的固体组分的混合物以及所有单独的固体组分的总体两者,其中后者可以一起或一个接一个地添加至模制材料混合物中。
[0116]
根据另一实施方式,粘合剂的液体组分还可首先被添加到耐火模具基础材料中,并且仅在此之后固体组分可被添加到混合物中。根据另实施例,首先将相对于模具基础材料的重量的按重量计0.05%至按重量计0.3%的水添加到耐火模具基础材料中,并且仅在此之后才添加粘合剂的固体和液体组分。
[0117]
然后将该模制材料混合物成形为所希望的形式。例如,可以使用压缩空气通过射芯机将模制材料混合物射入模制工具中。然后使用已知的用于水玻璃基粘合剂的所有方法硬化模制材料混合物,例如。热硬化、用co2或空气或两者的组合放气、以及用液体或固体催化剂硬化。优选热硬化。
[0118]
在热硬化期间,从模制材料混合物中去除水。这也可能引发硅烷醇基团之间的缩合反应,使得发生水玻璃的交联。
[0119]
例如,可以在优选地具有100℃至300℃的温度、更优选地120℃至250℃的温度的模制工具中进行加热。有可能使已经在该模制工具中的铸模完全硬化。然而,还有可能仅在其外围区域中硬化该铸模,使得该铸模具有足够的强度以便从该模制工具中移出。然后,该模制工具可以通过从其去除另外的水而完全硬化。这可以在例如熔炉中完成。还可以例如通过在减压下蒸发水来去除水。
[0120]
通过将加热的空气吹入模制工具可以加速铸模的硬化。在该方法的实施方式中,实现了包含在粘合剂中的水的快速去除,其中,铸模在适于工业应用的时间段内固化。注入的空气的温度优选为100℃至180℃,更优选为120℃至150℃。优选地调节热空气的流速,使得在适合于工业应用的时间段内发生铸模的硬化。时间段取决于所生产的铸模的尺寸。目的是在小于5分钟、优选地小于2分钟内硬化。然而,对于非常大的铸模,可能需要较长的时间。
[0121]
还可以实施从该模制材料混合物中去除水,使得该模制材料混合物的加热是由微波照射引起或支持的。可以想到,例如将模具基础材料与固体粉末状组分混合,将该混合物分层施涂到表面上并借助液体粘合剂组分,特别是借助水玻璃印刷各层,其中固体混合物的每次分层施涂之后是借助液体粘合剂的印刷过程。
[0122]
在该过程结束时,即在已经完成最后的印刷操作之后,可以在微波炉中加热整个混合物。
[0123]
然后将如此生产的至少部分硬化的芯和模具以最终涂层或内衬形式使用根据本发明的涂层组合物至少在部分表面上提供。
[0124]
可以通过喷涂、刷涂、浸渍或溢流使涂层组合物与芯或模具接触。在使用中,涂层组合物是其中悬浮有固体的液体。为了除去涂层中的载体液体、即水或合适的话还有低沸点醇,将其在空气中或在60℃至220℃、特别是100℃至200℃、优选120℃至180℃的高温下干燥。在连续或分批炉中,例如通过ir辐射器或微波炉。载液是在160℃和常压(1013mbar)的情况下可蒸发的组分,并且在这个意义上,通过定义所有这些都不是固体含量。
[0125]
该载体液体可以部分地或完全地由水形成。该载体液体包含按重量计大于50%、优选按重量计75%、更优选按重量计大于80%、可能按重量计大于95%的水。该载体液体中的其他组分可以是有机溶剂。合适的溶剂是醇,包括多元醇和聚醚醇。示例性的醇是乙醇、正丙醇、异丙醇、正丁醇、二醇、二醇单醚和二醇单酯。
[0126]
该即用型涂层组合物的固体含量优选地调节于按重量计10%至60%的范围内,或以销售形式(稀释之前,特别是用水稀释)、更优选地按重量计30%至80%。
[0127]
该涂层组合物包含按重量计至少20%、优选按重量计大于40%的载体液体。
[0128]
因此,涂层组合物在添加至涂层组合物之前包含至少一种粉末状耐火基体材料。耐火基础材料用于密封铸模中的孔以防止液态金属的渗透。此外,耐火基础材料在铸模与液态金属之间提供热绝缘。合适的耐火基础材料特别是具有比待铸造的液体金属的温度高至少200℃的熔点(至少大于900℃)的那些,并且与其无关的是,它们根本不与金属反应。
[0129]
作为耐火基础材料(用于该涂层),例如,叶蜡石、云母、硅酸锆、红柱石、耐火粘土、氧化铁、蓝晶石、铝土矿、橄榄石、氧化铝、石英、滑石、煅烧高岭土(偏高岭土)和/或石墨可单独或作为它们的混合物使用。
[0130]
当将粘土用作悬浮剂时,对于晶粒尺寸,d10通过部分可以优选地是从0.01μm至5μm、更优选从0.01μm至1μm、最优选从0.01μm至0.2μm。优选的是,对于粒径,粘土可以具有的d01通过部分为0.001μm至0.2μm,更优选0.001μm至0.1μm,最优选0.001μm至0.05μm。
[0131]
对于云母,d90通过部分优选是从100μm至300μm、更优选从150μm至250μm、最优选从200μm至250μm。优选的是,云母的d50通过部分可以为45-125μm,更优选63-125μm,最优选75-125μm。优选的是,d10通过部分可以具有1-63μm、更优选5-45μm、最优选10-45μm的粒度。优选的是,d01通过部分可以是从0.1μm至10μm,更优选地从0.5μm至10μm,最优选地从1μm至5μm。
[0132]
此外,涂层的耐火基础材料的粒径没有特别限制;可以使用1-300μm、更优选1-280μm的任何常规粒度。
[0133]
涂层组合物的各固体组分的粒度分布可以基于通过的部分d90、d50、d10和d01来测定。这些是粒度分布的量度。在本文中,通过部分d90、d50、d10和d01分别表示小于指定直径的90%、50%、10%和1%的颗粒的份数。例如,d10值为5μm时是指10%的颗粒具有小于5μm的直径。可以根据iso 13320通过激光衍射粒度测量法测定粒度和通过分数d90、d50、d10和d01。
[0134]
通过分数基于体积给出。对于非球形颗粒,计算假定的球形颗粒尺寸,并且将相应的直径用作基础。因此,颗粒尺寸等于计算的直径。
[0135]
粒径和它们的分布是通过在水与异丙醇混合物中的激光衍射测定的,其中该悬浮
液是通过(仅)用来自retsch的horiba la-960激光散射光谱仪基于静态光散射(根据din/iso 13320)进行搅拌并且通过使用夫琅和费模型(fraunhofer model)评估而获得的。
[0136]
颗粒尺寸具体选择为使得在涂层中产生稳定结构并且使得涂层组合物可以容易地分布在铸模的壁上,例如使用喷射装置。
[0137]
根据一个实施例,根据本发明的涂层组合物可以包含至少一种悬浮剂。该悬浮剂引起该涂层的粘度增加,使得该悬浮液中的涂层组合物的固体组分不下沉或仅小程度地下沉。有机材料和无机材料二者或这些材料的混合物可用于增加粘度。
[0138]
能够嵌入层之间的水的可膨胀层状硅酸盐可以作为悬浮剂包括在内。优选的是,可溶胀的层状硅酸盐可以选自绿坡缕石(坡缕石)、蛇纹石、高岭土、蒙脱石(如皂石、蒙脱石、贝得石和绿脱石)、蛭石、伊利石、spolite、合成的层状硅酸锂-镁、锂蒙脱石rd及其混合物;更优选的是绿坡缕石(坡缕石)、蛇纹石、绿土(如皂石、贝得石和绿脱石)、蛭石、伊利石、海泡石、合成锂镁层状硅酸盐、锂蒙脱石rd及其混合物;最优选可膨胀层状硅酸盐可为绿坡缕石。
[0139]
可替代或附加的是,有机增稠剂还可以选择为悬浮剂,因为这些悬浮剂可以在施加保护涂层之后干燥到使得它们在与该液体金属接触时几乎不释放任何水的程度。
[0140]
可能的有机悬浮剂是,例如可膨胀聚合物如羧甲基、甲基、乙基、羟乙基和羟丙基纤维素、植物粘液、聚乙烯醇、聚乙烯吡咯烷酮、果胶、明胶、琼脂、多肽、和/或藻酸盐。
[0141]
无机悬浮剂相对于总涂层组合物的含量优选选择为0.1-5重量%,更优选0.5-3重量%,最优选1-2重量%。
[0142]
相对于总涂层组合物,有机悬浮剂的含量优选地选择为按重量计0.01%至1%,更优选地按重量计0.01%至0.5%,最优选地按重量计0.01%至0.1%。
[0143]
涂层组合物可包含例如某些粘土的组合作为涂料的成分,其也充当悬浮剂。特别适合作为粘土材料的是以下各项的组合:
[0144]
a)1至4重量份、特别是1至2.2重量份的坡缕石;
[0145]
b)1至4重量份、特别是1至2.2重量份的添加剂;以及
[0146]
c)1至4重量份、特别是1至2.2重量份的钠基膨润土;
[0147]
(分别相对彼此使用)特别是1:0.8至1.2的坡缕石与锂蒙脱石的重量比以及1:0.8至1.2的坡缕石和锂蒙脱石(一起)与钠基膨润土的比率。
[0148]
根据另一定义,该涂层(尤其作为浓缩物)包含:
[0149]
(a)至少以下粘土:
[0150]
相对于组分(a1)、(a2)和(a3)相对彼此的比率,
[0151]
(a1)1至10重量份的坡缕石;
[0152]
(a2)1至10重量份的锂蒙脱石;以及
[0153]
(a3)1至20重量份的钠基膨润土;和
[0154]
(b)包含水的载体液体,其在高达160℃和1013mbar的情况下能被完全蒸发;以及
[0155]
(c)不同于(a)的耐火基础材料。
[0156]
其中,相对于涂层组合物的固体含量,上述粘土的涂层组合物的总粘土含量为0.1至4.0重量%,优选0.5至3.0重量%,最优选1.0至2.0重量%。
[0157]
根据一个优选的实施例,该涂层组合物包含至少一种粘合剂作为另外的组分。该
粘合剂使得该涂层组合物或由该涂层组合物制成的保护性涂层能够更好地固定在该铸模的表面上。此外,该粘合剂增加了该涂层的机械稳定性,使得在该液体金属的作用下观察到更少的腐蚀。优选的是,该粘合剂不可逆地硬化以便获得耐磨涂层。在与湿气接触时不软化的粘合剂是特别优选的。例如,粘土可以用作粘合剂,尤其是膨润土和/或高岭土。其他合适的粘合剂包括淀粉、糊精、肽、聚乙烯醇、聚乙酸乙烯酯共聚物、聚丙烯酸、聚苯乙烯、聚乙酸乙烯酯-聚丙烯酸酯分散体及其混合物。
[0158]
相对于该涂层组合物的固体含量,粘合剂的含量优选在按重量计从0.1%至20%、更优选按重量计从0.5%至5%并且特别优选按重量计从0.2%至2%的范围内进行选择。
[0159]
根据另一优选的实施例,涂层组合物含有一部分石墨。这支持在铸件与铸模之间的界面处形成层状碳。石墨的含量优选是在相对于该涂层组合物的固体含量按重量计从0至30%、更优选按重量计从1%至25%、并且特别优选按重量计从1%至20%的范围内选择。石墨在铸造铁时对铸件的表面质量具有有利的影响。
[0160]
例如,阴离子和非阴离子表面活性剂,尤其是hlb值为至少7的那些,可以用作涂层的润湿剂。这种润湿剂的实例是二辛基磺基琥珀酸二钠。该润湿剂优选地以相对于该即用型涂层组合物按重量计0.01%至1%、更优选地按重量计0.05%至0.3%的量使用。
[0161]
消泡剂或抗泡剂可以用于在涂层组合物的制备过程中或在其施用过程中防止发泡。
[0162]
在涂层组合物的施加期间发泡可导致不均匀的涂层厚度和涂层中的孔。例如,硅酮或矿物油可以用作消泡剂。优选的是,相对于即用型涂层组合物,消泡剂的存在量为0.01-1重量%,更优选0.05-0.3重量%。
[0163]
必要时在涂层组合物中可使用常见颜料和染料。添加这些以获得不同的对比度,例如在不同层之间,或产生涂层与铸件的更强的分离效果。颜料的实例是红色和黄色氧化铁和石墨。染料的实例是可商购的染料,如来自basf se的染料范围。相对于涂层组合物的固体含量,染料和颜料优选以0.01至10重量%,更优选0.1至5重量%的量存在。
[0164]
根据另一实施例,该涂层组合物包含杀生物剂以防止细菌侵染并且因此避免对该涂层的流变性以及这些粘合剂的粘合力的负面影响。
[0165]
如果涂层组合物中所含的载液在重量方面基本由水形成,即这是特别优选的,例如根据本发明的涂层组合物以所谓的水基涂料的形式提供。
[0166]
合适的杀生物剂的实例是甲醛、甲醛释放剂、2-甲基-4-异噻唑啉-3-酮(mit)、5-氯-2-甲基-4-异噻唑啉-3-酮(cit)、1,2-苯并异噻唑啉-3-酮(bit)以及含溴和腈基团的杀生物剂物质。杀生物剂通常以相对于即用型涂层组合物的重量为10-1000ppm、优选50-500ppm的量使用。
[0167]
涂层组合物可以通过引入水并使用高剪切搅拌器在其中消化作为悬浮剂的粘土来制备。
[0168]
然后将耐火基础材料、颜料(如果有的话)和着色剂(如果有的话)搅拌直至获得均匀的混合物。最后,将润湿剂(如果有的话)、消泡剂(如果有的话)、杀生物剂(如果有的话)和粘合剂(如果有的话)搅入。
[0169]
涂层组合物可以作为即用型配置的涂覆涂层组合物制备和分配。然而,涂层组合物也可以浓缩形式制备和分配。在这种情况下,为了提供即用型涂层组合物,加入调节涂层
组合物所需粘度和密度所必需量的(进一步)载液。
[0170]
也可以施涂多层涂层,或者在各自具有相同涂层的多层中以产生所需层厚度,或者通过施涂不同涂层。
[0171]
顶层的干膜厚度为例如0.01mm至1mm、优选0.05mm至0.8mm、更优选0.1mm至0.6mm并且特别优选0.2mm至0.3mm。
[0172]
涂层的干膜厚度通过在涂覆(干燥)之前和之后使用微米螺杆(优选)测量弯曲棒或通过使用湿膜厚度梳测量,而进行测定。例如,可以用梳子通过在梳子的末端标记处刮掉涂层直到露出衬底来确定层厚度。然后可以从齿上的标记读取层的厚度。相反,还有可能根据din en iso 2808在无光泽(matted)状态下测量湿膜厚度。
[0173]
根据本发明的方法本身适用于生产通常用于金属铸造的所有铸模,即例如用于芯和模具。特别有利的是生产包括非常薄壁区段的铸模。
[0174]
用根据本发明的模制材料混合物或用根据本发明的方法生产的铸模在生产之后以及在整个生产过程(特别是涂覆干燥过程)中立即具有高强度,而铸模在硬化之后或在涂覆干燥之后的强度是如此高,使得在已经生产铸件之后并且当移除铸模时从模具中移除是困难的。此外,这些铸模在未涂覆时以及在增加的湿度下的涂覆状态下显示出高稳定性,即这些铸模可以出人意料地储存更长的时间段而没有任何问题并且没有质量损失。作为优点,铸模在机械负载下具有非常高的稳定性,使得在铸造过程中可以实现铸模的甚至薄壁区段而没有由于金属静压而变形。此外,铸模是有利的,因为其在金属铸造(特别是铁铸造)之后具有显著改善的崩解性能,这也能够对铸模的薄壁区段去芯(coring)。因此,本发明的另主题是通过根据以上描述的本发明的方法获得的铸模。
[0175]
在下文中,将通过实例更详细地解释本发明,但不限于这些实例。例如,仅热硬化被描述为硬化方法的事实不构成限制。
具体实施方式
[0176]
实施例
[0177]
以下实例旨在说明和解释本发明,而不限制其范围。
[0178]
实施例:粉末状氧化硼化合物和/或含磷酸盐化合物对涂覆干燥过程中的弯曲强度的影响。
[0179]
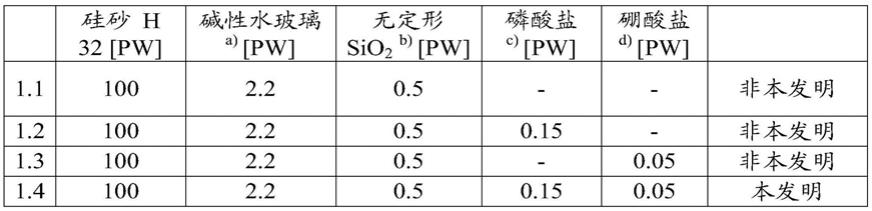
生产所谓的georg fischer测试棒用于测试模制材料混合物。georg fischer测试棒是具有180mmx22.36mmx22.36mm尺寸的长方体测试棒。模制材料混合物的组成在表1中给出。采用以下步骤来生产georg fischer测试棒:
[0180]
·
在实验室桨叶混合器hsm10(hobart gmbh,h
ü
rth,de)中混合表1中列出的组分。为此目的,首先引入硅砂并且然后加入颗粒无定形sio2以及(如果必要的话)粉末状氧化硼化合物和/或粉末状含磷化合物。将该混合物混合一分钟。所使用的水玻璃是钠水玻璃,其具有钾含量。在下表中,模量因此以sio2:m2o给出,其中m是钠和钾的总和。在第二步骤中,将水玻璃加入沙子和上述粉末状组分的混合物中,然后将混合物再搅拌一分钟。
[0181]
·
将模制材料混合物转移到来自&gmbh(schopfheim,de)的l1 labor hot-box射芯机的存储料斗中,其模制工具加热至180℃。
[0182]
·
通过压缩空气(3巴)将模制材料混合物引入到模制工具中,并且保持在模制工
具中另外35秒。
[0183]
·
为了加速化合物的硬化,在最后25秒期间,使热空气(2巴,100℃,当进入工具时)通过模制工具。
[0184]
·
打开模制工具并取出测试棒。
[0185]
为了确定弯曲强度,这些测试棒(180mmx22.36mmx22.36mm)是在“multiserw-morek lru-2e”型号的标准弯曲棒装置中测量的,各自具有来自multiserw-morek(bresmitz,pl)的标准测量程序“rg1v_b 870n/cm
2”(3点弯曲装置)。根据以下方案测量弯曲强度:
[0186]
·
取出后10秒(热强度);
[0187]
·
取出1小时后(冷强度);
[0188]
·
在室温下储存24小时之后,接着在30℃和60%相对湿度下在气候柜中另外储存24小时。
[0189]
如表3中所示,为了此处预期的目的,调整所使用的涂层组合物的参数,即通过浸涂或浴施加到测试芯。
[0190]
在表3中给出的即用型涂层组合物的密度是根据标准测试方法din en iso 2811-2:2011测量的。
[0191]
表3中给出的即用型涂层组合物的流动时间是根据标准测试方法din53211(1974)使用din杯4测量。
[0192]
表1:模制材料混合物的组成。
[0193][0194]
a)
具有约2.2的sio2:m2o模量的碱性水玻璃;
[0195]
b)
microsilica pos b-w 90ld(无定形sio2,来自posehl erzkontor;在zrsio2的热分解过程中形成);
[0196]
c)
作为固体加入的六偏磷酸钠(icl bk giulini gmbh);
[0197]
d)
偏硼酸钙(carl gmbh);
[0198]
pw=重量份。
[0199]
表2:模制材料混合物的强度。
[0200]
[0201][0202]
混合物1.1至1.4的强度试验表明,通过单独加入含磷酸盐的组分,无机结合的芯的气候稳定性没有改善;对于混合物1.1(45%)和1.2(44%),以百分比计的在气候储存之后的强度保留是几乎相同的。然而,通过加入氧化硼化合物(在这种情况下是偏硼酸钙)实现了积极的效果。在气候储存之后,通过添加获得84%(混合物1.3)或83%(混合物1.4)的冷强度,而含磷酸盐的组分在混合物1.3和1.4的比较中再次显示没有另外的影响。
[0203]
表3:即用型涂层v 302/88的参数。v302/88是基于硅酸铝和石墨的水基涂层,固体按重量计约49%。粘度12pa-s(在25℃)。
[0204][0205]
为了测定铸造芯的软化(即,弯曲强度的最大下降),在室温(25℃)下用根据表3的涂层组合物生产芯后1小时通过浸渍(1s浸渍,3s在涂层组合物中的保持时间,1s取出)涂覆(上胶)测试芯。涂层的湿膜厚度设定为约250μm。
[0206]
随后,在以下指定的条件下(20min,140℃),在风扇烘箱中干燥涂覆的测试芯,并且在干燥条件下检查它们的弯曲强度中的每个的变化。
[0207]
将这些涂覆的测试芯各自干燥20分钟,并且在干燥过程的不同时间测量它们的弯曲强度(以n/cm2计,根据德国铸造专家协会(verein deutscher gieβereifachleute)(德国铸造专家协会(association of german foundry experts)),1987年10月版小册r202中给出的定义),并且然后再次在干燥过程结束后一小时,使用标准弯曲棒装置型号“multiserw-morek lru-2e”,在每种情况下根据标准测量程序“rg1v_b870.0n/cm
2”(3点弯曲强度)进行评估。
[0208]
表4示出了用模制材料混合物1.1至以及根据表3的涂层生产的所检查的涂覆测试芯的强度值。在此,比较了未涂覆的芯的冷强度、在涂覆干燥过程中的最小强度(绝对值)、以及在涂覆干燥过程中的强度的相对最大下降。此外,列出了涂覆的测试芯的冷强度。
[0209]
表4:在涂覆与干燥过程之前和之后的绝对弯曲强度,以及在涂覆与干燥过程(20min,140℃)期间的最小弯曲强度(与冷强度相关,未涂覆)。
[0210][0211]
在涂层干燥过程中最小强度的比较首先显示对于混合物1.1在强度上的强烈下
降;在此与未涂覆的芯的冷强度相比损失了最高达88%。
[0212]
对于混合物1.2至1.4,这种强度最大损失降低77%-38%。
[0213]
当将水引入湿气敏感体系中时,将含水涂层施加至无机芯表明强度崩塌。本技术中描述的实验表明,添加氧化硼化合物对保持涂覆的无机芯的强度具有积极作用(参见表4,混合物1.3)。
[0214]
对于混合物1.2和1.4,通过添加含磷酸盐的组分对气候稳定性没有影响从表2中的结果是明显的。相比之下,当比较混合物1.1和1.2时,积极的效果从表4中的结果是明显的,其中该含磷酸盐的组分增加了在涂覆干燥过程中的强度的保留。
[0215]
同样,当比较混合物1.2、1.3和1.4时,从表4可以看出,含磷酸盐的组分和氧化硼化合物的组合添加比两种组分的单一添加产生更强的效果,并且出人意料的是,在组合添加的情况下在涂覆干燥过程中实现了最高的强度保留。