1.本技术涉及模铸的技术领域,特别涉及一种下注法模铸的工装装配方法。
背景技术:
2.下注法模铸是指,浇钢前钢锭模竖直摆放在砌制有流钢砖的底板上,通常一条直流砖汤道上可以摆放1~2个钢锭模,钢锭模上的模底砖的模底砖孔,和流钢砖中的直流砖(或直流尾砖)的上升孔对正,浇铸时钢水从汤道内依次流经直流砖上升孔和钢锭模模底孔进入钢锭模内腔中成型一种浇注方法。
3.在底板中砌制流钢砖及后续钢锭模摆盘的操作要点有:(1)清理底板的砖槽内的废砖、凝钢、砂子,凹槽内留适当干砂(小颗粒火砖粒);(2)砌砖应先试后砌,砖底干砂垫实,上砖面与底板的上平面相平,尾端砖要顶得松紧适度。砖与砖的接口必须严密,要求间隙≤2mm,将砌制好的流钢砖进行校正、校平,要保证上砖面与底板的上平面高低相平。砌完砖后,用火砖粒填充流钢砖与底板之间的隙(单边空隙宽度约为15mm),火砖粒要填实扎紧,用泥料压紧抹平,;(3)流钢砖砌完后,使用专业工具敲打底板以将流钢砖在底板砖槽内震实;(4)在钢锭模的模底孔上装配模底砖,模底砖经试装后用草纸均匀包扎捶紧,需保证大头砖面与钢锭模的模底面齐平,外露纸边应撕掉或铲平;(5)在摆放钢锭模前,在直流砖上升孔或直流尾砖的上升孔孔沿围上2-3圈5-7mm粗的石棉绳;(6)摆模。摆模用等长双链条进行,摆模时钢锭模应吊挂平稳,缓慢落至距底板的上平面不大于200mm时停止下落,再对正模底砖孔和直流砖上升孔,然后操作人员从钢锭模模口方向依次向模底砖砖孔和直流砖上升孔中插入摆模棍,最后将钢锭模落位,保证直流砖上升孔与模底砖孔对正(直流砖上升孔与模底砖孔垂直方向的中心线偏差≤10mm);(7)摆完模后使用撬杆调整钢锭模,调整的目的是使钢锭模的模底砖砖孔和直流砖上升孔完全对正(直流砖上升孔与模底砖孔垂直方向的中心线重合)。钢锭模的调整使用的工具是撬杆。调整的方法是把撬杆头部伸进钢锭模的底部,利用杠杆原理来转动钢锭模;(8)钢锭模调整完成后,必须用捣棍捣贴模底砖,使模底砖的大头端面和底板上平面贴紧,以防浇钢时模底被烧坏以及发生跑钢事故。
4.一块底板上一般有多条汤道,这些汤道相交于中心砖处,相互之间存在一定的角度。钢水从中心砖处开始分流,接着沿着各条直流砖的汤道流动,当遇到有上升孔的直流砖时,部分钢水会向上流出,剩余的钢水会一直向直流尾砖的方向流动,最后从直流尾砖的上升孔中流出。
5.现有技术的缺陷和不足:一、摆完模后模底砖大头端面和直流砖上平面接触不紧密,浇铸时容易跑钢。现有的技术中流钢砖在底板中砌制好后流钢砖的上砖面与底板的上平面是相平的,摆模前模底砖在钢锭模模底孔中装配时模底孔的大头端面也是和模底底面相平的。底板和钢锭模的材质都是铸铁,使用长了之后底板的上平面和钢锭模的底面容易变得凹凸不平,钢锭模在底板上摆好后钢锭模底部容易被垫高,一旦钢锭模底部被垫高就会造成模底砖下端面和直流砖上平面不能紧密接触,钢水从直流砖上升孔向上流进模底砖砖孔时容易发生跑钢事故。二、钢锭模摆完盘后,钢锭模模底和底板贴合比较紧密,使用撬
杆调整钢锭模比较费劲。钢锭模摆盘后,钢锭模模底孔和直流砖上升孔并没有完全对正,需要使用撬杆撬动钢锭模使模底孔和直流砖上升孔完全对正,由于钢锭模的底部和底板贴合比较紧密,把撬杆头部伸入钢锭模的底部撬动钢锭模是比较费劲的。三、使用捣棍捣紧模底砖时容易把模底砖捣破造成外生夹杂风险。摆完模后,模底砖大头端面和直流砖上平面不一定能贴合紧密,操作人员需要站在模口使用捣棍捣打模底砖,使模底砖底部和直流砖贴合紧密。捣紧模底砖的过程中,捣棍容易把耐材捣破,破损的耐材残留在钢锭模内或汤道内会对钢水的洁净度产生不利的影响。
6.因此,需要提供一种针对上述现有技术不足的改进技术方案。
技术实现要素:
7.本技术的目的在于提供一种下注法模铸的工装装配方法,以解决或缓解上述现有技术中存在的问题。
8.为了实现上述目的,本技术提供如下技术方案:下注法模铸的工装装配方法,包括以下步骤:
9.第一步,清理底板的砖槽内的废砖、凝钢、砂子,凹槽内放置干砂;
10.第二步,砌流钢砖:砖底干砂垫实,尾端砖顶紧,砖与砖之间要求间隙≤2mm并接口严密,将砌制好的流钢砖进行校正、校平,保证流钢砖的上砖面到底板上平面的距离为1~2mm。砌完砖后,用火砖粒填充流钢砖与砖槽的槽壁之间的槽隙,火砖粒要填实扎紧,并用泥料压紧抹平;
11.第三步,流钢砖砌完后,使用专业工具敲打底板以将流钢砖震实;
12.第四步,在钢锭模的模底孔上装配模底砖,模底砖经试装后用草纸均匀包扎捶紧,要求大头砖面比模底凸出10mm;
13.第五步,摆模时使用等长双链条,摆模时要求钢锭模吊挂平稳,缓慢落至距底板的上平面不大于200mm时停止下落,再对正模底砖孔和直流砖的上升孔,在两个孔中插入摆模棍,最后将钢锭模落位,保证直流砖上升孔与模底砖孔的偏差≤10mm。
14.进一步的,所述第五步,钢锭模落位前,在直流砖上升孔的孔沿处设置石棉圈,所述石棉圈与所述上升孔同轴。
15.进一步的,所述第三步,在流钢砖砌砖完毕后,使用空气吹管吹扫砌制好的直流砖的内腔,直至内腔里面完全没有火砖粒等杂物。
16.进一步的,所述第二步,直流砖在底板砖槽内砌制好后同一砖槽内的所有直流砖的内部的空腔会形成一条汤道,汤道的内径为ф50
㎜
。
17.与最接近的现有技术相比,本技术实施例的技术方案具有如下有益效果:
18.(1)因模底砖凸出于钢锭模的下端面,且直流砖凸出于底板的上平面,所以落模时,模底砖会和直流砖首先接触,接着直流砖会被往下压,钢锭模摆盘完成后,由于直流砖会被钢锭模下压,因此直流砖上平面到底板上平面之间的高度一定会比底板刚砌制好时的砌制高度(1~2mm)低。直流砖被下压的过程中砖槽底部的干砂会对直流砖施加反作用力,反作用力通过直流砖沿着竖直方向向上传递,从而顶推模底砖,使模底砖被卡紧在钢锭模的模底孔中,最终模底砖的大头端部和直流砖的上平面接触十分紧密。在浇钢过程中,钢水丛直流砖内腔流经上升孔进入模底砖砖孔时不容易发生因模底砖和直流砖接触不紧而产
生的跑钢事故。
19.(2)摆模后直流砖在砖槽内会下陷,钢锭模的模底面和底板的上平面之间会存在极小的间隙(钢锭模的模底面和底板上平面一定不会像现有技术那样紧密接触),能够供撬杆的头部伸入,有利于后续通过撬杆对钢模锭的对正调整。
20.(3)由于摆模前模底砖大头凸出于模底底面,摆模后模底砖大头端面和直流砖上平面能够紧密接触,钢锭模在底盘上对正调整完成后不需要在模口上方使用捣棍对模底砖进行捣紧操作,避免了耐火材料被捣破而产生的影响钢锭质量的问题。
附图说明
21.构成本技术的一部分的说明书附图用来提供对本技术的进一步理解,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。其中:
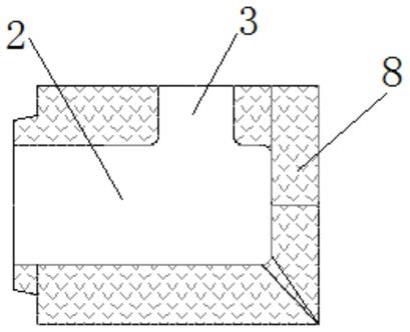
22.图1是直流尾砖的结构示意图;
23.图2是模底砖的结构示意图;
24.图3是下注法模铸现有技术落模前的工装的主视图;
25.图4是直流砖的结构示意图;
26.图5是下注法模铸落模时的工装主视图;
27.图6是图5的俯视图;
28.图7为撬杆的结构示意图。
29.附图标记说明:
30.1、直流砖;2、内部空腔;3、上升孔;4、底板;5、钢锭模;6、模底砖;7、模底砖孔;8、直流尾砖;9、中心砖;10、撬杆;11、头部;12、杆部;13、支点。
具体实施方式
31.下面将参考附图并结合实施例来详细说明本技术。各个示例通过本技术的解释的方式提供而非限制本技术。实际上,本领域的技术人员将清楚,在不脱离本技术的范围或精神的情况下,可在本技术中进行修改和变型。例如,示为或描述为一个实施例的一部分的特征可用于另一个实施例,以产生又一个实施例。因此,所期望的是,本技术包含归入所附权利要求及其等同物的范围内的此类修改和变型。
32.在本技术的描述中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术而不是要求本技术必须以特定的方位构造和操作,因此不能理解为对本技术的限制。本技术中使用的术语“相连”、“连接”、“设置”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是直接相连,也可以通过中间部件间接相连;可以是有线电连接、无线电连接,也可以是无线通信信号连接,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
33.本技术实施例提供下注法模铸的工装装配方法,如图1、图2、图3和图4所示,下注法模铸的工装装配方法,包括以下步骤:
34.第一步,清理底板4的砖槽内的废砖、凝钢、砂子,凹槽内放置干砂;
35.第二步,砌流钢砖:底板砖槽底部干砂垫实,尾端砖顶紧,砖与砖之间要求间隙≤
2mm并接口严密,流钢砖的内部空腔2形成汤道,汤道的内径为ф50
㎜
,将砌制好的流钢砖进行校正、校平,保证流钢砖的上砖面比底板4的上平面高1~2mm。砌完砖后,用火砖粒填充流钢砖与砖槽的槽壁之间的空隙,火砖粒要填实扎紧,并用泥料压紧抹平;
36.第三步,流钢砖砌完后,使用空气吹管吹扫砌制好的直流砖1的内腔,直至内腔里面完全没有火砖粒等杂物,使用专业工具敲打底板4以将流钢砖震实。在直流砖1或直流尾砖8的上升孔3的孔沿处设置石棉圈,石棉圈与上升孔3同轴;
37.第四步,在钢锭模5的模底孔上装配模底砖6,模底砖6如图2所示,模底砖6经试装后用草纸均匀包扎捶紧,要求大头砖面比模底凸出10mm;
38.第五步,如图3、图5和图6所示,摆模时使用等长双链条,摆模时要求钢锭模5吊挂平稳,缓慢落至距底板4的上平面不大于200mm时停止下落,再对正模底砖孔7和直流砖1或直流尾砖8的上升孔3,在两孔中插入摆模棍,最后将钢锭模5落位,保证上升孔3与模底砖孔7的偏差≤10mm。
39.如图7所示,撬杆10包括杆部12、头部11和支点13,钢锭模5摆完模底砖孔7和上升孔3需要完全对正,具体的调整方法做法:手持杆部12把头部11伸入钢锭模5的底部,依靠撬杆10的支点13在底板4上的转动来转动钢锭模5。
40.如图1和图4所示,流钢砖包括直流砖1,直流砖1的规格包括:150直流砖、250直流砖、300直流砖、250直流尾砖、300直流尾砖等(数字表示砖的长度),部分250直流砖上设有上升孔3,所有规格的直流尾砖上都没有上升孔。底板4上一般有多条汤道,各汤道汇聚于中心砖9处,钢水从中心砖9处开始分流,接着沿着各条直流砖汤道流动,当遇到有上升孔3的直流砖1时,部分钢水会向上分流流出,剩余的钢水会一直向直流尾砖8的方向流动,最后从直流尾砖8的上升孔中流出。根据实际浇铸情况的不同,有时一条汤道上只有一个上升孔3(位于最后一块直流尾砖8上),有的一条汤道上有两个上升孔3(中间一块直流砖1上有一个上升孔3、最后一块直流尾砖8上也有一个上升孔3)。
41.砖槽的形状与实际浇铸情况匹配。直流砖1宽度为100mm,底板4上砖槽的宽度为130mm;直流砖1高度为100mm,底板4上砖槽的深度为120mm。
42.以上所述仅为本技术的优选实施例,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。