1.本发明涉及一种闸阀生产的钻孔治具,尤其涉及一种钻孔定位装置,属于机械工装技术领域。
背景技术:
2.闸阀(gate valve)是一个启闭件闸板,闸板的运动方向与流体方向相垂直,闸阀只能作全开和全关,不能作调节和节流。闸阀通过阀座和闸板接触进行密封,通常密封面会堆焊金属材料以增加耐磨性,如堆焊1cr13、stl6、不锈钢等。
3.闸阀具有两端贯通的阀体通道孔及轴向垂直并用于装接闸控部的接口,而阀体通道孔通常通过法兰与外部管路相接连通。因此阀体通道孔的端面需要加工均匀分布的螺栓孔,而且通常要求两侧阀体通道孔上所加工的螺栓孔均轴向对齐,即对应每个径向位置的两个螺栓孔共轴。常规情况下采用钻孔机床控制钻头定点直接钻孔,精度可靠性差;即使采用普通的钻模板对钻孔位置辅助定位,但仍难以保障实现上述螺栓孔对齐的要求,为闸阀成品在实际应用中组装带来新的困扰。
技术实现要素:
4.本发明的目的旨在提出一种用于闸阀生产的钻孔定位装置,解决闸阀钻孔加工螺栓孔作业中提高定位精度及两侧齐整度的问题。
5.本发明实现上述目的的技术解决方案是,用于闸阀生产的钻孔定位装置,由钻模板、钻套、连接板、摇柄、轴套、转轴和定位挡杆装配构成,其中所述钻模板为圆环形片体且底部成型有适配闸阀任一侧开口相容其中的定位凸部,所述钻套对应闸阀需要钻孔位置嵌接固定于钻模板,所述转轴穿接于空心管状的轴套之中,且转轴两端外露部分各开设有一个穿孔,两个所述穿孔轴向平行且均与转轴轴向垂直,所述定位挡杆穿接固定于穿孔之中并外露等长的一段,所述轴套通过连接板与钻模板相接成一体且轴套轴向与钻模板切线方向平行,所述摇柄与转轴相接联动,所述钻模板圆周向定位于一对定位挡杆均抵靠闸阀的竖直平面。
6.上述用于闸阀生产的钻孔定位装置,进一步地,所述定位挡杆为螺钉和第二螺母构成的组件,所述螺钉主体为轴截面大于穿孔的线性光杆,且螺钉顶部一段设为外径适于自穿孔向上穿出的外螺纹,所述第二螺母与螺钉顶部旋接锁紧于穿孔顶端外侧、使螺钉轴向定位。
7.上述用于闸阀生产的钻孔定位装置,进一步地,所述螺钉在线性光杆与外螺纹的过渡台阶面设为适于转轴外表弧度的凹弧面,所述第二螺母与转轴之间夹设有自锁垫片。
8.上述用于闸阀生产的钻孔定位装置,进一步地,所述定位挡杆为螺钉和第二螺母构成的组件,所述螺钉靠近螺帽的一段设为螺纹柱,且远离螺帽的主体设为线性光杆,所述螺钉向下插入穿孔并由螺帽和第二螺母夹固穿孔两端外侧、使螺钉轴向定位。
9.上述用于闸阀生产的钻孔定位装置,进一步地,所述螺帽的内向面设为适于转轴
外表弧度的凹弧面,所述第二螺母与转轴之间夹设有自锁垫片。
10.上述用于闸阀生产的钻孔定位装置,进一步地,所述穿孔的轴截面形状为圆形或非圆多边形,所述螺钉位于穿孔内的一段与穿孔内壁紧密贴合。
11.上述用于闸阀生产的钻孔定位装置,进一步地,所述穿孔内接有向下延伸的准直套管,所述螺钉插接于准直套管中并保持线性光杆与穿孔共轴。
12.上述用于闸阀生产的钻孔定位装置,进一步地,所述轴套中部开设有缺口,所述摇柄穿过缺口与转轴相接固定。
13.上述用于闸阀生产的钻孔定位装置,进一步地,所述转轴与定位挡杆合并为一体垂直弯折成型的三段式曲杆,所述轴套在弯折前预套接于三段式曲杆中部,而三段式曲杆偏外侧的两段为相平行且等长的线性光杆,所述摇柄相接固定于三段式曲杆的中段并与轴套相脱离。
14.上述用于闸阀生产的钻孔定位装置,进一步地,与钻孔机床、闸阀钻孔工装配套组装,所述钻孔机床的平台设有用于固接待钻孔闸阀的倒t形槽,所述闸阀钻孔工装由螺杆、压板及第一螺母构成,其中螺杆底端固接于平台的倒t形槽中,螺杆顶端穿出所套接的待钻孔闸阀的阀体通道孔并外露,压板套接于螺杆并在至少一个直径方向上压靠于钻模板表面,第一螺母旋接于螺杆并面向压板松紧度可调。
15.应用本发明的用于闸阀生产的钻孔定位装置,具备实质性特点和进步性:通过将钻模板限位固定在需要钻孔的闸阀上,钻孔时,钻头穿过钻模板上的钻套依次钻孔,即可对钻孔位精准定位,提高钻孔精度可靠性,保障闸阀两侧螺栓孔对齐,减少闸阀半成品的报废,减少回炉再制的成本,提高闸阀成品的组装成功率。
附图说明
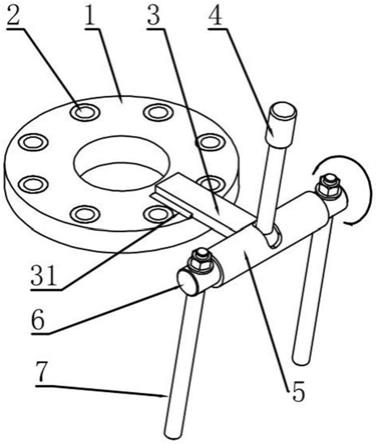
16.图1是本发明所述用于闸阀生产的钻孔定位装置的结构示意图。
17.图2是本发明所述用于闸阀生产的钻孔定位装置的横截面剖视图。
18.图3是本发明实施例一的定位挡杆的结构示意图。
19.图4是本发明实施例三的定位挡杆的结构示意图。
20.图5是本发明实施例五的定位档杆的结构示意图。
21.图6是本发明所述钻钻孔定位装置与孔机床、闸阀钻孔工装配套组装的结构示意图。
22.图7是本发明所述钻钻孔定位装置与孔机床、闸阀钻孔工装配套组装的俯视图。
23.图8是本发明所述钻钻孔定位装置与孔机床、闸阀钻孔工装配套组装的右视图。
24.图中:1、钻模板;2、钻套;3、连接板;4、摇柄;5、轴套;6、转轴;7、定位挡杆;8、钻孔机床;10、闸阀;11、定位凸部;31、焊接部;51、缺口;61、穿孔;7a、定位挡杆;71a螺钉、;711a、线性光杆;712a、螺钉顶部;713a、外螺纹;714a、凹弧面;72a、第二螺母;73a、自锁垫片;7b、定位挡杆;71b、螺钉;711b、线性光杆;712b、螺纹柱;713b、螺帽;714b、凹弧面;72b、螺母;73b、自锁垫片;7c、三段式曲杆;71c、线性光杆;81、倒t形槽;91、螺杆;92、压板;93、螺母;101a、一侧阀体通道孔;101b、另一侧阀体通道孔;a、闸阀的竖直平面。
具体实施方式
25.以下便结合实施例附图,对本发明的具体实施方式作进一步的详述,以使本发明技术方案更易于理解、掌握,从而对本发明的保护范围做出更为清晰的界定。
26.为解决闸阀钻孔加工螺栓孔作业中提高定位精度及两侧齐整度的问题,本发明设计者创新研发并提出了一种装置精准定位闸阀钻孔位置并保障闸阀两侧螺栓孔对齐的技术解决方案,如图1至图2所示,用于闸阀生产的钻孔定位装置,由钻模板1、钻套2、连接板3、摇柄4、轴套5、转轴6和定位挡杆7装配构成,其中所述钻模板1为圆环形片体且底部成型有适配闸阀10任一侧开口相容其中的定位凸部11,所述钻套2对应闸阀10需要钻孔位置嵌接固定于钻模板1,所述转轴6穿接于空心管状的轴套5之中,且转轴6两端外露部分各开设有一个穿孔61,两个所述穿孔61轴向平行且均与转轴6轴向垂直,所述定位挡杆7穿接固定于穿孔61之中并外露等长的一段,所述轴套5通过连接板3与钻模板1相接成一体且轴套5轴向与钻模板1切线方向平行,所述摇柄4与转轴6相接联动,所述钻模板1圆周向定位于一对定位挡杆7均抵靠闸阀的竖直平面a。
27.所述连接板3通过焊接部31固定在钻模板1上。
28.如图3所示,本实施例一的所述定位挡杆7a为螺钉71a和第二螺母72a构成的组件,所述螺钉71a主体为轴截面大于穿孔61的线性光杆711a,且螺钉顶部712a一段设为外径适于自穿孔向上穿出的外螺纹713a,所述第二螺母72a与螺钉顶部712a旋接锁紧于穿孔61顶端外侧、使螺钉71a轴向定位。
29.所述螺钉71a在线性光杆711a与外螺纹713a的过渡台阶面设为适于转轴外表弧度的凹弧面714a,所述第二螺母72a与转轴6之间夹设有自锁垫片73a。
30.本实施例二的所述定位挡杆为螺钉和第二螺母构成的组件,所述螺钉主体为轴截面大于穿孔的线性光杆,且螺钉顶部一段设为外径适于自穿孔向上穿出的外螺纹,所述第二螺母与螺钉顶部旋接锁紧于穿孔顶端外侧、使螺钉轴向定位。
31.所述第二螺母和螺钉分别与转轴之间位于穿孔的两端各设置自锁垫片。
32.如图4所示,本实施例三的所述定位挡杆7b为螺钉71b和第二螺母72b构成的组件,所述螺钉71b靠近螺帽713b的一段设为螺纹柱712b,且远离螺帽713b的主体设为线性光杆711b,所述螺钉71b向下插入穿孔61并由螺帽713b和第二螺母72b夹固穿孔61两端外侧、使螺钉71b轴向定位。
33.所述螺帽713b的内向面设为适于转轴6外表弧度的凹弧面714b,所述第二螺母72b与转轴6之间夹设有自锁垫片73b。
34.本实施例四的所述定位挡杆为螺钉和第二螺母构成的组件,所述螺钉靠近螺帽的一段设为螺纹柱,且远离螺帽的主体设为线性光杆,所述螺钉向下插入穿孔并由螺帽和第二螺母夹固穿孔两端外侧、使螺钉轴向定位。
35.所述螺帽的内向面和第二螺母分别与转轴之间位于穿孔两端设置自锁垫片。
36.本实施例一、实施例二、实施例三和实施例四中所述穿孔61的轴截面形状为圆形或非圆多边形,所述螺钉71a或螺钉71b位于穿孔61内的一段与穿孔61内壁紧密贴合。
37.本实施例一、实施例二、实施例三和实施例四中所述穿孔61内接有向下延伸的准直套管, 所述螺钉71a或螺钉71b插接于准直套管中并保持线性光杆与穿孔共轴。
38.本实施例一、实施例二、实施例三和实施例四中所述轴套5中部开设有缺口51,所
述摇柄4穿过缺口51与转轴6相接固定。
39.如图5所示,本实施例五的所述转轴6与定位挡杆7合并为一体垂直弯折成型的三段式曲杆7c,所述轴套5在弯折前预套接于三段式曲杆7c中部,而三段式曲杆7c偏外侧的两段为相平行且等长的线性光杆71c,所述摇柄4相接固定于三段式曲杆7c的中段并与轴套5相脱离。
40.如图6至图8所示,钻孔定位装置与钻孔机床8、闸阀钻孔工装配套组装,所述钻孔机床8的平台设有用于固接待钻孔闸阀10的倒t形槽81,所述闸阀钻孔工装由螺杆91、压板92及第一螺母93构成,其中螺杆91底端固接于平台的倒t形槽81中,螺杆91顶端穿出所套接的待钻孔闸阀10的阀体通道孔并外露,压板92套接于螺杆91并在至少一个直径方向上压靠于钻模板1表面,第一螺母93旋接于螺杆91并面向压板92松紧度可调。
41.在钻孔机床8的倒t形槽81内先安装一螺杆91,被加工的闸阀10阀体穿过螺杆91平放在钻孔机床8的平台上,钻模板1底部的定位凸部11嵌入一侧阀体通道孔101a,限制钻孔定位装置前后左右移动;将压板92放在钻模板1上方,穿过螺杆91并拧上螺母93,此时螺母93带紧,操作摇柄4,使定位挡杆7抵靠闸阀的竖直平面a,拧紧螺杆91上的螺母93,即安装完成闸阀钻孔工装;钻孔时,钻头穿过钻模板1上的钻套2依次钻孔;闸阀一侧的法兰螺栓孔加工结束后,按照上述方法加工另一侧法兰螺栓孔;通过本装置加工闸阀两侧法兰螺栓孔既能保证螺栓孔的尺寸,又能保证两侧法兰螺栓孔的位置一致。
42.综上关于本发明用于闸阀生产的钻孔定位装置方案介绍及实施例详述可见,本方案具备实质性特点和进步性:通过将钻模板限位固定在需要钻孔的闸阀上,钻孔时,钻头穿过钻模板上的钻套依次钻孔,即可对钻孔位精准定位,提高钻孔精度可靠性,保障闸阀两侧螺栓孔对齐,减少闸阀半成品的报废,减少回炉再制的成本,提高闸阀成品的组装成功率。
43.除上述实施例外,本发明还可以有其它实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本发明所要求保护的范围之内。