1.本技术涉及钼片组件焊接设备,尤其是涉及一种紫外灯钼片组件的自动点焊设备。
背景技术:
2.紫外线灯钼片组件由钼片、钼杆、过渡片三部分装配而成,钼片为设备自动生产,后续需要人工将钼杆与钼片的接合大部分采用人工焊接,采用人工焊接要达到标准的焊接要求,就需要小心仔细的焊接,延长了焊接时间,降低了工作效率,而且由于人为的因素,焊锡的用量不能统一,产品的一致性也没法得到保证。
3.中国专利cn209830583u涉及一种紫外线灯钼片组件的自动点焊设备,包括钼片夹持装置、电阻焊接装置、芯棒夹持旋转装置、芯棒上料装置和储料盒;钼片夹持装置的夹持气爪从钼片交接工位夹取钼片,第一平移电缸带动钼片夹持装置将钼片置于电阻焊焊接装置的焊接电极处;芯棒夹持旋转装置包括安装架、与所述安装架固定连接的旋转机构和与旋转机构输出端连接的夹持气爪;夹持气爪夹取芯棒,旋转机构带动夹持气爪旋转180
°
将芯棒端部置于电阻焊接装置的焊接电极处;电阻焊焊接装将钼片和芯棒进行焊接处理得到产品,并且第一平移电缸带动钼片夹持装置将产品输送至储料盒上方。与现有技术相比,本实用新型具有操作简单、生产效率高、焊接质量好等优点。
4.针对上述中的相关技术,发明人认为自动点焊机中的通过芯棒夹持旋转装置需要将芯棒夹取旋转之后与钼片进行焊接,在夹持和旋转的过程中容易出现夹持的不牢固,发生芯棒的掉落和偏移,从而造成焊接次品率的提高,同时因为需要执行过多的步骤,其点焊的速度也受到了限制。
技术实现要素:
5.为了克服现有技术中存在的问题,本技术提供一种紫外灯钼片组件的自动点焊设备。
6.本技术提供的一种紫外灯钼片组件的自动点焊设备采用如下的技术方案:
7.一种紫外灯钼片组件的自动点焊设备,包括钼片传输装置、钼杆上料装置和电阻焊接装置,钼片传输装置上安装有若干钼片夹持装置,且钼片传输装置的两端分别安装有上料操作台和储料盒;钼杆上料装置包括转动上料盘和焊接转盘,其中焊接转盘上圆周阵列有钼杆夹具,钼杆夹具靠近转动上料盘的出口,且连接处设有转动挡板;钼杆夹具上设有夹持部和限位调节部;电阻焊接装置安装在焊接转盘和钼片传输装置的连接处。
8.通过采用上述技术方案,通过上料操作台进行钼片的上料,钼片传输装置将放入钼片夹持装置中钼片与钼杆上料装置中导入的钼杆经过电阻焊接装置的焊接,完成焊接后通过钼片传输装置运送到储料盒中进行收集。其中钼杆上料装置经过转动上料盘将钼杆转动上料,实现将堆积的钼杆排列成连续平躺的钼杆的输出,从而设置在转动上料盘出口处的的焊接转盘能够通过圆周安装在其上的钼杆夹具进行夹取,完成夹取之后的钼杆夹具随
着焊接转盘的转动,转动到与钼片夹持装置对应的地方,并且用于焊接的电阻焊接装置安装在此,能够对两者进行焊接连接,完成焊接的钼杆夹具释放夹持的作用,焊接完成之后的产品能够随着钼片夹持装置传输到储料盒的上方,此时钼片夹持装置进行释放,产品脱落进入到储料盒中。焊接转盘上通过转动上料盘的钼杆上料和钼杆和钼片的焊接同时进行,并且焊接转盘上能够同时夹持多个进行钼杆,使得焊接转盘在单次转动的时候能够减少转动的角度,从而减少钼杆发生偏移的情况,大大提高了钼杆和钼片连接焊接的质量。
9.优选的,焊接转盘的中心安装有气缸,气缸通过管道分别连接四周的夹持部,且单个管道上设有单独控制的电磁阀。
10.通过采用上述技术方案,焊接转盘的中心安装的气缸能够用于控制四周的夹持部,通过带有电磁阀的单独管道能够进行对每个夹持部的单独控制,满足钼杆上料和钼杆焊接完成之后不同的夹持和释放需求。
11.优选的,夹持部包括固定部和活动部,活动部的一端与焊接转盘通过转轴转动连接,活动部的远离转轴的一端通过管道与气缸连接。
12.通过采用上述技术方案,夹持部中的固定部与焊接转轴固定连接,互动部通过转轴与焊接转盘连接,并且在活动部远离转轴的一端通过连接气缸的管道进行控制其与固定部的之间的夹持和释放。
13.优选的,固定部和活动部的相对面上对称设置有弧形凹槽,限位调节部安装在固定部的末端,包括固定安装在弧形凹槽末端的固定螺母和与螺母适配的调节螺杆,调节螺杆的直径与弧形凹槽的内径适配,且调节螺杆的螺纹上标记有刻度。
14.通过采用上述技术方案,固定部和活动部的相对面上安装的弧形凹槽能够对夹持的钼杆进行限位,使得钼杆夹持的位置能够满足与钼片焊接的条件。限位调节部安装在固定部的末端,通过调节螺杆在固定螺母上进行转动,实现了对夹持部中由弧形凹槽组成的夹持槽的深度进行调节,从而满足对长短不同、焊接位置不同的钼杆的调节,在调节罗杆的螺纹上还标记由刻度,提高了调节的精度。
15.优选的,弧形凹槽内设有多层结构,包括若干层可拆卸的弧形安装板。
16.通过采用上述技术方案,弧形凹槽内设有多层结构,可以根据钼杆的粗细程度选择安装或者拆卸其中的弧形安装板,使其满足对应钼杆的尺寸,作为限位调节机构的调节螺杆采用其中最小的直径尺寸,能够满足对所有钼杆的限位作用。
17.优选的,钼片夹持装置均匀安装在钼片传输装置上,且钼片夹持装置为剪刀状结构,包括交叉设置的夹持杆和动力杆,夹持杆和动力杆交叉连接处设置有交叉转轴,其中夹持杆上固定安装在交叉转轴上,动力杆转动连接在交叉转轴上。
18.通过采用上述技术方案,钼片的夹持装置采用剪刀状的结构,通过一侧固定的夹持端和活动的动力杆对其进行夹持,动力杆转动连接在交叉转轴上,能够通过动力杆自身的转动和固定的夹持杆实现对钼片的夹持和释放。
19.优选的,夹持杆和动力杆结构相同,均为多个直杆焊接而成,包括短杆、中间杆和长杆,其中短杆和长杆互相平行安装在中间杆的两端。
20.通过采用上述技术方案,夹持杆和动力杆均采用三节的设计,并且设置在两端的短杆和长杆平行分布,能够实现通过短杆的作用实现长杆位置的变化,以实现夹持和释放的操作。
21.优选的,夹持杆和动力杆上的长杆相对面上设置有钼片限位卡槽,夹持杆中的短杆固定在钼片传输装置上,动力杆上的短杆内侧连接有伸缩气缸,伸缩气缸安装在夹持杆顶面上,且通过杆体连接短杆的内侧面。
22.通过采用上述技术方案,在长杆的相对面上设置的钼片限位卡槽,对钼片进行夹持,并且安装在夹持杆顶面上的伸缩气缸能够作用在动力杆的短杆内测,实现对动力杆的驱动。并且整个钼片夹持装置仅仅通过交叉转杆与钼片传输装置连接,在钼片传输装置进行转动的过程中不会钼片夹持装置造成影响。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.焊接转盘上通过转动上料盘的钼杆上料和钼杆和钼片的焊接同时进行,并且焊接转盘上能够同时夹持多个进行钼杆,使得焊接转盘在单次转动的时候能够减少转动的角度,从而减少钼杆发生偏移的情况,大大提高了钼杆和钼片连接焊接的质量;
25.2.通过钼片夹持装置和钼杆夹具上分别对钼片和钼杆进行夹持焊接,并且控制其夹持和释放,实现了连续的自动话焊接,工作人员仅需要在上料操作台上对钼板进行上料即可;
26.3.钼片夹持装置在钼片传输装置上及进行直线传递,焊接转盘通过安装的钼杆夹具进行旋转供料,实现连续稳定的焊接作业。
附图说明
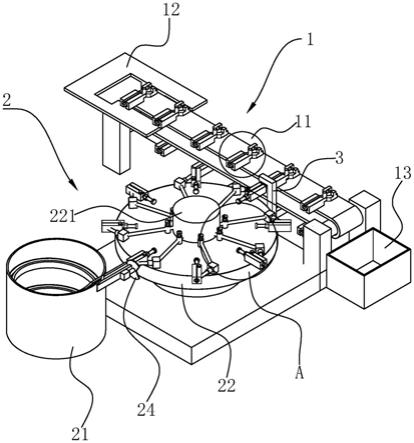
27.图1是一种紫外灯钼片组件的自动点焊设备整体结构示意图;
28.图2是一种紫外灯钼片组件的自动点焊设备中钼片夹持装置结构放大图;
29.图3是图1中a处放大图。
30.附图标记说明:1、钼片传输装置;11、钼片夹持装置;111、夹持杆;112、动力杆;113、交叉转轴;114、短杆;115、中间杆;116、长杆;117、钼片限位卡槽;118、伸缩气缸;12、上料操作台;13、储料盒;2、钼杆上料装置;21、转动上料盘;22、焊接转盘;221、气缸;222、电磁阀;23、钼杆夹具;231、夹持部;2311、固定部;2312、活动部;2313、弧形凹槽;232、限位调节部;2321、固定螺母;2322、调节螺杆;2323、弧形安装板;24、转动挡板;3、电阻焊接装置。
具体实施方式
31.以下结合附图1-3对本技术作进一步详细说明。
32.本技术实施例公开一种紫外灯钼片组件的自动点焊设备。
33.参照图1、图2及图3,一种紫外灯钼片组件的自动点焊设备,包括钼片传输装置1、钼杆上料装置2和电阻焊接装置3,钼片传输装置1上安装有若干钼片夹持装置11,且钼片传输装置1的两端分别安装有上料操作台12和储料盒13;钼杆上料装置2包括转动上料盘21和焊接转盘22,其中焊接转盘22上圆周阵列有钼杆夹具23,钼杆夹具23靠近转动上料盘21的出口,且连接处设有转动挡板24;钼杆夹具23上设有夹持部231和限位调节部232;电阻焊接装置3安装在焊接转盘22和钼片传输装置1的连接处。通过上料操作台12进行钼片的上料,钼片传输装置1将放入钼片夹持装置11中钼片与钼杆上料装置2中导入的钼杆经过电阻焊接装置3的焊接,完成焊接后通过钼片传输装置1运送到储料盒13中进行收集。其中钼杆上料装置2经过转动上料盘21将钼杆转动上料,实现将堆积的钼杆排列成连续平躺的钼杆的
输出,从而设置在转动上料盘21出口处的的焊接转盘22能够通过圆周安装在其上的钼杆夹具23进行夹取,完成夹取之后的钼杆夹具23随着焊接转盘22的转动,转动到与钼片夹持装置11对应的地方,并且用于焊接的电阻焊接装置3安装在此,能够对两者进行焊接连接,完成焊接的钼杆夹具23释放夹持的作用,焊接完成之后的产品能够随着钼片夹持装置11传输到储料盒13的上方,此时钼片夹持装置11进行释放,产品脱落进入到储料盒13中。焊接转盘22上通过转动上料盘21的钼杆上料和钼杆和钼片的焊接同时进行,并且焊接转盘22上能够同时夹持多个进行钼杆,使得焊接转盘22在单次转动的时候能够减少转动的角度,从而减少钼杆发生偏移的情况,大大提高了钼杆和钼片连接焊接的质量。
34.参照图1、图2及图3,焊接转盘22的中心安装有气缸221,气缸221通过管道分别连接四周的夹持部231,且单个管道上设有单独控制的电磁阀222。焊接转盘22的中心安装的气缸221能够用于控制四周的夹持部231,通过带有电磁阀222的单独管道能够进行对每个夹持部231的单独控制,满足钼杆上料和钼杆焊接完成之后不同的夹持和释放需求。
35.参照图1、图2及图3,夹持部231包括固定部2311和活动部2312,活动部2312的一端与焊接转盘22通过转轴转动连接,活动部2312的远离转轴的一端通过管道与气缸221连接。夹持部231中的固定部2311与焊接转轴固定连接,互动部通过转轴与焊接转盘22连接,并且在活动部2312远离转轴的一端通过连接气缸221的管道进行控制其与固定部2311的之间的夹持和释放。
36.参照图1、图2及图3,固定部2311和活动部2312的相对面上对称设置有弧形凹槽2313,限位调节部232安装在固定部2311的末端,包括固定安装在弧形凹槽2313末端的固定螺母2321和与螺母适配的调节螺杆2322,调节螺杆2322的直径与弧形凹槽2313的内径适配,且调节螺杆2322的螺纹上标记有刻度。固定部2311和活动部2312的相对面上安装的弧形凹槽2313能够对夹持的钼杆进行限位,使得钼杆夹持的位置能够满足与钼片焊接的条件。限位调节部232安装在固定部2311的末端,通过调节螺杆2322在固定螺母2321上进行转动,实现了对夹持部231中由弧形凹槽2313组成的夹持槽的深度进行调节,从而满足对长短不同、焊接位置不同的钼杆的调节,在调节罗杆的螺纹上还标记由刻度,提高了调节的精度。
37.参照图1、图2及图3,弧形凹槽2313内设有多层结构,包括若干层可拆卸的弧形安装板2323。弧形凹槽2313内设有多层结构,可以根据钼杆的粗细程度选择安装或者拆卸其中的弧形安装板2323,使其满足对应钼杆的尺寸,作为限位调节机构的调节螺杆2322采用其中最小的直径尺寸,能够满足对所有钼杆的限位作用。
38.参照图1、图2及图3,钼片夹持装置11均匀安装在钼片传输装置1上,且钼片夹持装置11为剪刀状结构,包括交叉设置的夹持杆111和动力杆112,夹持杆111和动力杆112交叉连接处设置有交叉转轴113,其中夹持杆111上固定安装在交叉转轴113上,动力杆112转动连接在交叉转轴113上。钼片的夹持装置采用剪刀状的结构,通过一侧固定的夹持端和活动的动力杆112对其进行夹持,动力杆112转动连接在交叉转轴113上,能够通过动力杆112自身的转动和固定的夹持杆111实现对钼片的夹持和释放。
39.参照图1、图2及图3,夹持杆111和动力杆112结构相同,均为多个直杆焊接而成,包括短杆114、中间杆115和长杆116,其中短杆114和长杆116互相平行安装在中间杆115的两端。夹持杆111和动力杆112均采用三节的设计,并且设置在两端的短杆114和长杆116平行
分布,能够实现通过短杆114的作用实现长杆116位置的变化,以实现夹持和释放的操作。
40.参照图1、图2及图3,夹持杆111和动力杆112上的长杆116相对面上设置有钼片限位卡槽117,夹持杆111中的短杆114固定在钼片传输装置1上,动力杆112上的短杆114内侧连接有伸缩气缸118,伸缩气缸118安装在夹持杆111顶面上,且通过杆体连接短杆114的内侧面。在长杆116的相对面上设置的钼片限位卡槽117,对钼片进行夹持,并且安装在夹持杆111顶面上的伸缩气缸118能够作用在动力杆112的短杆114内测,实现对动力杆112的驱动。并且整个钼片夹持装置11仅仅通过交叉转杆与钼片传输装置1连接,在钼片传输装置1进行转动的过程中不会钼片夹持装置11造成影响。
41.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。