1.本实用新型涉及焊接工装技术领域,尤其涉及一种塔机套架摆片焊接工装。
背景技术:
2.塔式起重机简称塔机,亦称塔吊,起源于西欧。动臂装在高耸塔身上部的旋转起重机。作业空间大,主要用于房屋建筑施工中物料的垂直和水平输送及建筑构件的安装。由金属结构、工作机构和电气系统三部分组成。金属结构包括塔身、动臂和底座等。工作机构有起升、变幅、回转和行走四部分。电气系统包括电动机、控制器、配电柜、连接线路、信号及照明装置等,塔式起重机是动臂装在高耸塔身上部的旋转起重机。工作范围大,主要用于多层和高层建筑施工中材料的垂直运输和构件安装。由金属结构,工作机构和电气系统三部分组成。金属结构包括塔身、动臂、底座、附着杆等,套架指自升式塔式起重机在爬升过程中,用来引导被顶升部分稳定地进行垂直运动的结构件;
3.套架是由多种材料、零部件进行焊接,焊接过程中需要注意各零件焊接尺寸,焊接过程复杂,生产效率低,成品合格率低,周期长成本高。
技术实现要素:
4.为解决上述技术问题,本实用新型提供了一种塔机套架摆片焊接工装。
5.本实用新型提供如下技术方案:一种塔机套架摆片焊接工装,包括摆片定位架以及方管托架,所述摆片定位架上固定有用于对型材进行夹紧定位的夹持件;所述方管托架包括与摆片滑动连接的连接部,所述连接部一侧设有用于承托方管的承托部,所述连接部上部还设有用于定位的定位件。
6.优选地,所述摆片定位架由多个型材焊接成矩形架体。
7.优选地,所述矩形架体两侧设有多组夹持件,所述夹持件平行且等距。
8.优选地,所述夹持件包括底部与摆片定位架焊接连接的主板,所述主板上开设有矩形凹槽。
9.优选地,所述主板两侧还设有与摆片定位架焊接连接的加强板。
10.优选地,所述矩形凹槽尺寸大于摆片尺寸,所述摆片与矩形凹槽外侧壁之间插设有楔形铁。
11.优选地,所述连接部包括底板以及固定在两侧的短板和长板,所述底板、短板和长板围合成与摆片适配的u型结构,所述短板高度等于方管底部到摆片底部的距离。
12.优选地,所述承托部为与短板连接的向外翻折的承托板。
13.优选地,所述定位件包括长板端部向摆片方向翻折的定位板,所述定位板上开设有螺纹孔,所述螺纹孔内通过螺纹连接有定位螺栓。
14.优选地,所述定位板与长板之间的夹角为锐角,所述定位板与摆片之间留有间隙。
15.与现有技术相比,本实用新型具有如下有益效果:
16.(1)本实用新型结构简单,套架摆片工装从设计上,解决了关键尺寸的定位问题,
保证产品合格率的情况下,生产效率提升生产成本降低;
17.(2)本实用新型通过将两根摆片放置在矩形凹槽内,然后将摆片一端抵在定位块上,然后将楔形铁插入矩形凹槽内,使得摆片压紧在矩形凹槽内侧,从而能够快速队摆片进行定位和夹持,由于矩形凹槽留有余量,从而能够适应不同尺寸的摆片,从而解决定位问题,提高工作效率;
18.(3)在完成定位后将多个方管托架与摆片滑动连接,将需要焊接的方管摆放在摆片之间,调节方管托架从而使得方管两端与摆片紧贴的同时方管托架的承托板与方管底部接触,拧紧定位螺栓,从而能够快速对方管托架进行定位,从而能够有效提高定位速度,提高生产效率和产品合格率。
附图说明
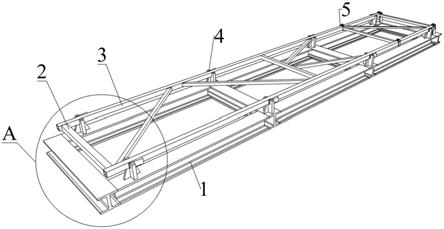
19.图1为本实用新型的结构示意图;
20.图2为本实用新型的a处的局部放大图;
21.图3为本实用新型的方管托架的局部放大图;
22.图4为本实用新型的夹持组件的局部放大图。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
24.如图1至图4所示,一种塔机套架摆片焊接工装,摆片定位架1、方管2、摆片3、夹持件4、楔形铁401、主板402、加强板403、矩形凹槽404、方管托架5、短板501、底板502、长板503、定位板504、定位螺栓505、承托板506和定位块6。
25.在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
26.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
27.摆片定位架1上固定有用于对型材进行夹紧定位的夹持件4,通过夹持件4能够快速对摆片3进行定位夹持,提高生产效率。
28.方管托架5包括与摆片3滑动连接的连接部,连接部一侧设有用于承托方管2的承托部,连接部上部还设有用于定位的定位件,使得方管托架5能够顺畅的进行位置调节和定位,从而提高方管2定位效率。
29.摆片定位架1由多个型材焊接成矩形架体。
30.矩形架体两侧设有多组夹持件4,夹持件4平行且等距,从而使得摆片3定位后能够平行等距夹持,从而保证产品的合格率。
31.夹持件4包括底部与摆片定位架1焊接连接的主板402,主板402上开设有矩形凹槽404。
32.主板402两侧还设有与摆片定位架1焊接连接的加强板403。
33.矩形凹槽404尺寸大于摆片3尺寸,摆片3与矩形凹槽404外侧壁之间插设有楔形铁401,能够对不同尺寸的摆片3进行定位,从而使得摆片3有尺寸误差时也能够快速进行定位,从而降低人工成本提高工作效率。
34.连接部包括底板502以及固定在两侧的短板501和长板503,底板502、短板501和长板503围合成与摆片3适配的u型结构,短板501高度等于方管2底部到摆片3底部的距离。
35.承托部为与短板501连接的向外翻折的承托板506。
36.定位件包括长板503端部向摆片3方向翻折的定位板504,定位板504上开设有螺纹孔,螺纹孔内通过螺纹连接有定位螺栓505。
37.定位板504与长板503之间的夹角为锐角,定位板504与摆片3之间留有间隙,利于方管托架5滑动,从而提高定位速度。
38.本实用新型的工作原理为,将两根摆片3放置在矩形凹槽404内,然后将摆片3一端抵在定位块6上,然后将楔形铁401插入矩形凹槽404内,使得摆片3压紧在矩形凹槽404内侧,从而能够快速队摆片3进行定位和夹持,由于矩形凹槽404留有余量,从而能够适应不同尺寸的摆片3,从而解决定位问题,提高工作效率;
39.完成定位后将多个方管托架5与摆片3滑动连接,将需要焊接的方管2摆放在摆片3之间,调节方管托架5从而使得方管2两端与摆片3紧贴的同时方管托架5的承托板506与方管2底部接触,拧紧定位螺栓505,从而能够快速对方管托架5进行定位,从而能够有效提高定位速度,提高生产效率和产品合格率。
40.上述的实施例仅为本实用新型的优选实施例,不能以此来限定本实用新型的权利范围,因此,依本实用新型申请专利范围所作的修改、等同变化、改进等,仍属本实用新型所涵盖的范围。