1.本实用新型涉及焊接技术领域,具体涉及一种焊接装置及焊接设备。
背景技术:
2.目前,随着对节能减排的大力提倡,动力电池的应用越加广泛,需求量日益提高。在电池的生产过程中,需要在电池外壳上焊接极柱,通过极柱与外部装置连接形成电流回路。极柱在焊接过程中,为了保证焊接的离焦量,在焊接之前需要先对极柱进行测距。
3.本技术发明人在研究中发现,现有电池的极柱焊接操作中,测距步骤和焊接步骤单独进行,这就导致焊接效率低下,进而影响电池产能。
技术实现要素:
4.鉴于上述问题,本实用新型提供一种焊接装置和焊接设备,能够提高焊接效率,提升电池产能。
5.根据本实用新型实施例的一个方面,提供一种焊接装置,包括:主体部;焊接部件,设置于主体部,用于对待焊接物上的焊接点进行焊接;测距部件,设置于主体部上且位于焊接部件的一侧,用于测量待焊接物上各焊接点至焊接部件的离焦量;焊接部件和测距部件同时对准不同的焊接点,以使焊接部件和测距部件分别对不同的焊接点同时进行焊接和测距。
6.通过在焊接装置的主体部上同时设置焊接部件和测距部件,且测距部件设置于焊接部件的一侧,通过焊接部件和测距部件同时对准不同的焊接点,以使焊接部件和测距部件分别对不同的焊接点同时进行焊接和测距,具体地,待焊接物上经测距部件测距后的焊接点由焊接部件进行焊接,并且在焊接部件进行焊接时,测距部件对待焊接物上的下一焊接点进行测距,从而使测距与焊接的时间重合,有效提升电池生产过程中焊接步骤的效率,提高电池产能,满足市场需求。
7.在一种可选的方式中,测距部件包括多个测距仪,多个测距仪用于同时对待焊接物上的多个焊接点进行测距;焊接部件用于对经多个测距仪测距后的多个焊接点进行焊接。测距部件包括多个测距仪,多个测距仪用于同时对待焊接物上的多个焊接点进行测距,增加可同时进行测距的焊接点的数量,并且焊接部件用于对经多个测距仪测距后的多个焊接点进行焊接,实现多个测距后的焊接点的焊接,从而进一步提高焊接效率,提升产能。
8.在一种可选的方式中,测距部件还包括位置调节组件,多个测距仪均设置于位置调节组件上。测距部件还包括位置调节组件,通过将多个测距仪均设置于位置调节组件上,可以实现测距仪在主体部上整体位置的调节以及多个测距仪之间相对位置的调节,从而根据不同的待焊接物以及焊接点之间不同的距离,可以相应对测距仪的位置以及各测距仪之间的距离进行调整,以适配不同的待焊接物,提升焊接装置的兼容性,满足不同的应用场景。
9.在一种可选的方式中,位置调节组件包括相互垂直设置的第一滑轨和第二滑轨,
第一滑轨固定于主体部,第二滑轨滑动设置于第一滑轨上,测距仪滑动设置于第二滑轨上。位置调节组件包括相互垂直设置的第一滑轨和第二滑轨,通过将第一滑轨固定于主体部,实现位置调节组件及测距仪在主体部上的固定,第二滑轨滑动设置于第一滑轨上,测距仪滑动设置于第二滑轨上,实现各测距仪之间相对位置的调整,进而使测距仪可以根据不同待焊接物上焊接点进行相应的位置调节,提升焊接装置的兼容性。
10.在一种可选的方式中,主体部上设置有定位部件。通过在主体部上设置定位部件,实现对待焊接物上焊接点的定位,从而提升焊接装置焊接的准确性及精度。
11.在一种可选的方式中,主体部上设置有吹风部件。通过在主体部上设置吹风部件,实现对焊接产生的烟尘的及时吹散,从而便于观察焊接情况,有利于保证焊接的准确性。
12.在一种可选的方式中,焊接装置还包括检验部件,检验部件用于对测距部件进行检验校准。焊接装置还包括检验部件,通过检验部件对测距部件进行检验校准,以保证测距部件测距的精度,避免由于测距出现误差而导致焊接失败,进而造成焊接穿孔等情况,影响产品合格率。
13.在一种可选的方式中,检验部件上设置有台阶结构。通过在检验部件上设置台阶结构,实现对测距部件在正负两个方向的测距精度、重复精度、线性度及方向性的检验校准。
14.在一种可选的方式中,检验部件的端角处设置有定位通孔。通过在检验部件的端角处设置定位通孔,实现检验部件进行检验时的定位。
15.在一种可选的方式中,检验部件上还设置有盲孔。通过在检验部件上设置盲孔,实现焊接装置对待焊接物上焊接点定位时准确性的检验及校准。
16.在一种可选的方式中,检验部件呈矩形,定位通孔包括第一通孔、第二通孔、第三通孔和第四通孔;盲孔包括与第一通孔距离最近且为la的第一盲孔、与第二通孔距离最近且为lb的第二盲孔、第三通孔距离最近且为lc的第三盲孔和与第四通孔距离最近且为ld的第四盲孔;其中,la》lb=lc》ld。考虑到产品波动性以及待焊接物上定位孔与焊接点之间可能存在误差,因此将第一通孔与第一盲孔的间距la设置为大于lb,将第四通孔与第四盲孔的间距ld设置为小于lb,从而在检验过程中使检验部件具备实际产品可能存在的误差波动,使得检验结果更加准确有效。
17.根据本实用新型实施例的另一个方面,提供一种焊接设备,包括如上任一方式中所述的焊接装置。
18.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,而可依照说明书的内容予以实施,并且为了让本实用新型的上述和其它目的、特征和优点能够更明显易懂,以下特举本实用新型的具体实施方式。
附图说明
19.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本实用新型的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
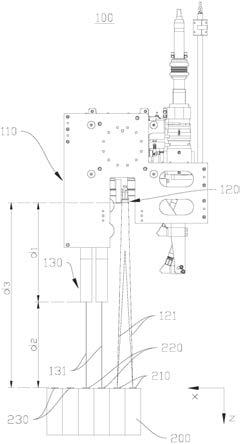
20.图1为本实用新型实施例提供的焊接装置的侧视结构示意图;
21.图2为本实用新型实施例提供的焊接装置的内部结构示意图;
22.图3为本实用新型实施例提供的焊接装置中测距部件的结构示意图;
23.图4为本实用新型实施例提供的焊接装置中吹风部件的结构示意图;
24.图5为本实用新型实施例提供的焊接装置中检验部件的结构示意图;
25.图6为本实用新型实施例提供的焊接装置中检验部件检验步骤的结构示意图;
26.图7为本实用新型实施例提供的焊接装置中检验部件的俯视结构示意图。
27.具体实施方式中的附图标号如下:
28.焊接装置100,主体部110,焊接部件120,激光束121,测距部件130,测距路径131,测距仪132,第一测距仪1321,第二测距仪1322,位置调节组件133,第一滑轨1331,第二滑轨1332,定位部件140,吹风部件150,进风口151,吹风口152,检验部件160,台阶结构161,定位通孔162,第一通孔1621,第二通孔1622,第三通孔1623,第四通孔1624,盲孔163,第一盲孔1631,第二盲孔1632,第三盲孔1633,第四盲孔1634;
29.电池外壳200,第一极柱210,第二极柱220,第三极柱230,正极极柱240,负极极柱250。
具体实施方式
30.下面将结合附图对本实用新型技术方案的实施例进行详细的描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,因此只作为示例,而不能以此来限制本实用新型的保护范围。
31.需要注意的是,除非另有说明,本实用新型实施例使用的技术术语或者科学术语应当为本实用新型实施例所属领域技术人员所理解的通常意义。
32.在本实用新型实施例的描述中,技术术语“中心”“纵向”“横向”“长度”“宽度”“厚度”“上”“下”“前”“后”“左”“右”“竖直”“水平”“顶”“底”“内”“外”“顺时针”“逆时针”“轴向”“径向”“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型实施例的限制。
33.此外,技术术语“第一”“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。在本实用新型实施例的描述中,“多个”的含义是两个以上,除非另有明确具体的限定。
34.在本实用新型实施例的描述中,除非另有明确的规定和限定,技术术语“安装”“相连”“连接”“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;也可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型实施例中的具体含义。
35.在本实用新型实施例的描述中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
36.目前,从市场形势的发展来看,动力电池的应用越加广泛。动力电池不仅被应用于水力、火力、风力和太阳能电站等储能电源系统,而且还被广泛应用于电动自行车、电动摩托车、电动汽车等电动交通工具,以及军事装备和航空航天等多个领域。随着动力电池应用领域的不断扩大,其市场的需求量也在不断地扩增。
37.在电池生产过程中,为了保证电池上电路连接结构的稳定性,需要在电池外壳上焊接极柱,通过极柱与外部装置连接,以形成稳定的电流回路。
38.本技术发明人注意到,极柱焊接费时费力,并且为了保证产品的焊接效果及合格率,在焊接之间,需要先对极柱进行测距,以确定极柱焊接时的离焦量。对极柱的测距会耗费大量的时间,测距后再进行焊接同样造成时间成本的消耗,严重影响电池生产的效率。
39.基于上述问题,本技术提出一种焊接装置,焊接装置包括均设置在主体部上的焊接部件和测距部件,实现焊接部件对待焊接物上已经完成测距的焊接点进行焊接的同时,测距部件直接对后面的焊接点进行测距,焊接部件和测距部件同时工作,相互协调,充分提升焊接的效率,进而提高电池产能,满足市场需求。
40.根据本技术实施例的一个方面,提供一种焊接设备,包括如上所述的焊接装置。
41.具体地,焊接设备还包括抓取装置,例如机械手,抓取装置与焊接装置连接,用于带动焊接装置移动,从而实现焊接装置与多个待焊接物分别对准进行焊接。
42.根据本技术实施例的另一个方面,提供一种焊接装置,具体请参阅图1,图中示出了本技术一实施例提供的焊接装置100的结构。焊接装置100包括:主体部110、焊接部件120和测距部件130。焊接部件120设置于主体部110,用于在待焊接物上的焊接点进行焊接。测距部件130设置于主体部110上且位于所述焊接部件120的一侧,用于测量待焊接物上各焊接点至焊接部件120的离焦量。焊接部件120和测距部件130同时对准不同的焊接点,以使焊接部件120和测距部件130分别对不同的焊接点同时进行焊接和测距。
43.主体部110为焊接装置100的主体架构,用于安装和固定焊接部件120、测距部件130以及其他部件。
44.焊接部件120可以为激光焊接机,激光焊接是利用高能量密度的激光束作为热源的一种高效精密焊接方法。激光焊接是激光材料加工技术应用的重要方面之一。激光焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其独特的优点,已成功应用于微、小型零件的精密焊接中。
45.焊接部件120可以包括焊接主机和振镜,焊接主机产生用于焊接的激光束,振镜设置在激光束的光路中,由光学扫描头,电子驱动放大器和光学反射镜片组成,电脑控制器提供的信号通过驱动放大电路驱动光学扫描头,从而控制激光束的偏转。
46.测距部件130为测量长度或距离的工具,具体可以是激光测距仪、超声波测距仪或者红外测距仪。
47.离焦量是激光焦点离作用物质间的距离。在焊接过程中,离焦量对焊接质量的影响很大。激光焊接通常需要一定的离焦量,因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。
48.具体地,请继续参阅图1,图中还示出了焊接部件120的激光束121和测距部件130的测距路径131,需要说明的是,图中激光束121和测距路径131仅为了说明,在具体的实际
产品中,激光束121和测距路径131可能无法看到。如图中所示,测距部件130设置于焊接部件120沿x轴方向的一侧,对待焊接物的焊接以在电池外壳200上焊接极柱为例,极柱即为待焊接物上的焊接点,焊接部件120在对已经完成测距的第一极柱210进行焊接时,测距部件130同时对第一极柱210沿x轴方向一侧的第二极柱220进行测距。第一极柱210的焊接及第二极柱220的测距均完成后,焊接装置100整体向x轴方向移动或电池外壳200整体向x轴方向的反方向移动,焊接部件120对第二极柱220进行焊接,测距部件130对第三极柱230进行测距。
49.请继续参阅图1,测距与焊接之间的工作原理为:首先设定测距部件130至焊接部件120之间沿z轴方向的距离为d1,通过测距部件130测得待焊接物上的焊接点至测距部件130之间沿z轴方向的距离d2,获得焊接部件120至焊接点之间的离焦量d3=d1+d2,进而根据获得的实际离焦量d3与所需离焦量进行比较,对焊接部件120的高度进行调整,具体可以是在主体部110上设置用于调整焊接部件120高度的调节机构,例如导轨、气缸等,也可以通过外部机构对焊接装置100整体的高度进行调整,外部机构例如可以是机械手等,以达到调整焊接部件120高度的目的。
50.通过在焊接装置100的主体部110上同时设置焊接部件120和测距部件130,且测距部件130设置于焊接部件120的一侧,通过焊接部件120和测距部件130同时对准不同的焊接点,以使焊接部件120和测距部件130分别对不同的焊接点同时进行焊接和测距,具体地,待焊接物上经测距部件130测距后的焊接点由焊接部件120进行焊接,并且在焊接部件120进行焊接时,测距部件130对待焊接物上的下一焊接点进行测距,从而使测距与焊接的时间重合,有效提升电池生产过程中焊接步骤的效率,提高电池产能,满足市场需求。
51.请继续参阅图1,并进一步结合图2,图2中示出了本技术一实施例提供的焊接装置100的内部结构。根据本技术的一些实施例,测距部件130包括多个测距仪132,多个测距仪132用于同时对待焊接物上的多个焊接点进行测距,焊接部件120用于对经多个测距仪132测距后的多个焊接点进行焊接。
52.具体地,如图2中所示,待焊接物同样以电池外壳200为例,一个电池外壳200上包括沿y轴方向设置的正极极柱240和负极极柱250两个极柱。为了适配电池极柱焊接的特性,实现对电池极柱的快速测距和焊接,相应地,测距仪132的数量设置为四个,包括两个第一测距仪1321和两个第二测距仪1322,第一测距仪1321与第二测距仪1322之间沿y轴方向设置,第一测距仪1321用于对正极极柱240进行测距,第二测距仪1322用于对负极极柱250进行测距。其中,两个第一测距仪1321之间沿x轴方向设置,两个第二测距仪1322之间也沿x轴方向设置,两个第一测距仪1321用于对相邻的两个电池外壳200上的正极极柱240进行测距,两个第二测距仪1322用于对相邻的两个电池外壳200上的负极极柱250进行测距。因此,测距仪132可以同时对相邻的两个电池外壳200上的极柱进行测距,进一步提升测距效率。
53.为了与多个测距仪132协调配合,焊接部件120上可以设置激光振镜或分束器,以达到激光束偏角的控制和光束数量的调整,从而实现焊接部件120可以对多个经测距仪132测距后的多个极柱进行焊接。
54.可以理解,上述实施例仅为根据电池极柱焊接特性设计的优选实施例,在其他实施例中,测距仪数量、位置关系等也可以根据相应待焊接物的特性进行适应性调整,在此不做限定。
55.测距部件130包括多个测距仪132,多个测距仪132用于同时对待焊接物上的多个焊接点进行测距,增加可同时进行测距的焊接点的数量,并且焊接部件120用于对经多个测距仪132测距后的多个焊接点进行焊接,实现多个测距后的焊接点的焊接,从而进一步提高焊接效率,提升产能。
56.请继续参阅图2,根据本技术的一些实施例,测距部件130还包括位置调节组件133,多个测距仪132均设置于位置调节组件133上。
57.位置调节组件133为用于调整测距仪132整体的位置或者多个测距仪132之间相对位置的机构,例如可以是导轨、气缸等驱动调节机构。
58.测距部件130还包括位置调节组件133,通过将多个测距仪132均设置于位置调节组件133上,可以实现测距仪132在主体部110上整体位置的调节以及多个测距仪132之间相对位置的调节,从而根据不同的待焊接物以及焊接点之间不同的距离,可以相应对测距仪132的位置以及各测距仪132之间的距离进行调整,以适配不同的待焊接物,提升焊接装置100的兼容性,满足不同的应用场景。
59.请参阅图3,图3中示出了本技术一实施例提供的焊接装置100中测距部件130的结构。根据本技术的一些实施例,位置调节组件133包括相互垂直设置的第一滑轨1331和第二滑轨1332,第一滑轨1331固定于主体部110,第二滑轨1332滑动设置于第一滑轨1331上,测距仪132滑动设置于第二滑轨1332上。
60.具体地,如图3中所示,第一滑轨1331可以通过两端固定于主体部110,第一滑轨1331的延伸方向可以沿y轴方向设置,第二滑轨1332的数量可以为两个,且均滑动设置于第一滑轨1331上,第二滑轨1332的延伸方向沿x轴方向设置,两个第一测距仪1321滑动设置于其中一个第二滑轨1332上,两个第二测距仪1322滑动设置于另一个第二滑轨1332上。通过上述设置,可以实现两个第一测距仪1321之间在x轴方向上的距离调整,两个第二测距仪1322之间在x轴方向上的距离调整,以及第一测距仪1321与第二测距仪1322之间在y轴方向上的距离调整,从而当对不同的待焊接物进行焊接时,各测距仪132之间的距离及位置可随不同的待焊接物上的焊接点进行相应调整,充分提升焊接装置100的兼容性,以适配不同的产品。
61.可以理解,图中所示仅为示例,在其他实施例中,滑轨的数量、测距仪与滑轨的连接关系等可以根据实际需求以及待焊接物的自身特性进行相应的设置,在此不做限定。
62.位置调节组件133包括相互垂直设置的第一滑轨1331和第二滑轨1332,通过将第一滑轨1331固定于主体部110,实现位置调节组件133及测距仪132在主体部110上的固定,第二滑轨1332滑动设置于第一滑轨1331上,测距仪132滑动设置于第二滑轨1332上,实现各测距仪132之间相对位置的调整,进而使测距仪132可以根据不同待焊接物上焊接点进行相应的位置调节,提升焊接装置100的兼容性。
63.请再次参阅图2,根据本技术的一些实施例,主体部110上设置有定位部件140。
64.具体地,定位部件140可以是图像采集装置,例如可以是如图2中所示的ccd相机。ccd是电荷耦合器件(charge coupled device)的简称,它能够将光线变为电荷并将电荷存储及转移,也可将存储之电荷取出使电压发生变化,因此是理想的ccd相机元件,以其构成的ccd相机具有体积小、重量轻、不受磁场影响、具有抗震动和撞击之特性而被广泛应用。
65.定位部件140通过对待焊接物进行图像采集成像确定焊接点的位置,进而实现对
待焊接物上焊接点的定位。
66.通过在主体部110上设置定位部件140,实现对待焊接物上焊接点的定位,从而提升焊接装置100焊接的准确性及精度。
67.请继续参阅图2,并进一步结合图4,图4中示出了本技术一实施例提供的焊接装置100中吹风部件150的结构。根据本技术的一些实施例,主体部110上设置有吹风部件150。
68.吹风部件150用于外接吹风管道,吹风管道内的空气通过吹风部件150吹向焊接处,从而将焊接产生的烟尘及时吹散,以便于观察焊接情况。
69.具体地,如图4中所示,吹风部件150可以是风刀,风刀采用涡流风机或高压离心风机驱动(代替高能耗的压缩空气),它使用不同的风机与风刀配合,可及时把物体表面的尘屑及水分吹干。压缩空气进入风刀后,以一面厚度仅为0.05毫米的气流薄片高速吹出。通过科恩达效应原理及风刀特殊的几何形状,此薄片风幕最大可30~40倍的环境空气,而形成一面薄薄的高强度、大气流的冲击风幕。风刀从工作模式上分为标准风刀和超级风刀两类,标准风刀的风幕偏转90度后吹出,超级风刀的风幕水平吹出。
70.吹风部件150具有进风口151和吹风口152,进风口151用于与吹风管道连接,将吹风管道内的空气引入吹风部件150中,进入吹风部件150内的空间经过压缩后从吹风口152吹出,实现对焊接烟尘的吹散。
71.通过在主体部110上设置吹风部件150,实现对焊接产生的烟尘的及时吹散,从而便于观察焊接情况,有利于保证焊接的准确性。
72.请参阅图5,图中示出了本技术一实施例提供的焊接装置100中检验部件160的结构。根据本技术的一些实施例,焊接装置100还包括检验部件160,检验部件160用于对测距部件130进行检验校准。
73.检验部件160为用于对测距部件130进行检验校准的结构,具体地,可以在检验部件160上设置具有固定高度差的结构,通过将测距部件130测出的高度差与设定的实际高度差进行比较,得出测距部件130的精确度。
74.焊接装置100还包括检验部件160,通过检验部件160对测距部件130进行检验校准,以保证测距部件130测距的精度,避免由于测距出现误差而导致焊接失败,进而造成焊接穿孔等情况,影响产品合格率。
75.请继续参阅图5,根据本技术的一些实施例,检验部件160上设置有台阶结构161。
76.台阶结构161用于对测距部件130的准确性进行检验校准,具体请参阅图6,检验步骤为:首先将测距部件130与台阶结构161上的其中一个台阶对齐,以检测测距部件130至该台阶的距离l1;然后移动测距部件130并使其与相邻的另一个台阶对准,用于检测测距部件130至相邻的另一个台阶的距离l2,通过将测得的l2与l1的差值与相邻台阶之间实际的高度差进行比较,从而得出测距部件130的测距是准确性及误差值。为了避免单次检测存在其他因素的影响,可以将测距部件130向两侧分别进行移动,以对相邻两侧的台阶分别进行测距比较,通过多组对比进而保证检验的准确性。
77.为了使台阶结构161的高度兼容待焊接物中焊接点所产生的最大高度差,对于电池极柱的焊接,台阶结构161中相邻台阶的高度差da可以设置为0.5-4mm,以适配电池极柱所产生的的高度差范围,da优选为2mm,由于超过2mm设备需要报警防呆,因此da设置为2mm较为合适。
78.此外,台阶结构161中台阶的数量可以设置为五个,设置有五个台阶的台阶结构161在体积较小的同时,可以在保证对测距部件130在正负两个方向的测距精度、重复精度、线性度及方向性进行检验校准。
79.值得注意的是,台阶结构161的宽度要保证大于测距部件130形成的光斑的大小,从而使测距部件130的光斑完全落在台阶结构161的表面,避免由于测距部件130产生的光斑长度大于台阶结构161的宽度,造成检验部件160表面形成的光斑高度不一,影响测距的准确性。
80.通过在检验部件160上设置台阶结构161,实现对测距部件130在正负两个方向的测距精度、重复精度、线性度及方向性的检验校准。
81.请再次参阅图5,根据本技术的一些实施例,检验部件160的端角处设置有定位通孔162。
82.需要说明的是,在对于电池外壳的焊接中,电池外壳的顶部设置有端板,端板通过其端角处的定位孔进行定位及固定。检验部件160上端角处的定位通孔162用于与端板上的定位孔对齐,实现检验部件160安装进行检验时的定位。
83.通过在检验部件160的端角处设置定位通孔162,实现检验部件160进行检验时的定位。
84.请继续参阅图5,根据本技术的一些实施例,检验部件160上还设置有盲孔163。
85.盲孔163为设置于检验部件160表面且不贯通检验部件160的孔洞。
86.在检验过程中,盲孔163作为焊接点的位置,定位部件140对检验部件160进行成像,通过将成像中盲孔163的坐标值与检验部件160上盲孔163的实际坐标值进行比较,实现对定位部件140准确性及误差值的检验,根据检验结果对定位部件140进行校准。
87.通过在检验部件160上设置盲孔163,实现焊接装置100对待焊接物上焊接点定位时准确性的检验及校准。
88.请参阅图7,图中示出了本技术一实施例提供的焊接装置100中检验部件160的俯视结构。根据本技术的一些实施例,检验部件160呈矩形,定位通孔162包括第一通孔1621、第二通孔1622、第三通孔1623和第四通孔1624。盲孔163包括与第一通孔1621距离最近且为la的第一盲孔1631、与第二通孔1622距离最近且为lb的第二盲孔1632,与第三通孔1623距离最近且为lc的第三盲孔1633和与第四通孔1624距离最近且为ld的第四盲孔1634,其中,la》lb=lc》ld。
89.对于待焊接物为电池外壳时,将第二通孔1622与第二盲孔1632的间距lb及第三通孔1623与第三盲孔1633的间距lc设置为实际产品中电池端板中定位孔与极柱之间的理论距离,同时考虑到产品波动性以及电池端板中定位孔与极柱间可能存在误差,因此将第一通孔1621与第一盲孔1631的间距la设置为大于lb,将第四通孔1624与第四盲孔1634的间距ld设置为小于lb,从而在检验过程中使检验部件160具备实际产品可能存在的误差波动,使得检验结果更加准确有效。
90.根据实际生产过程中的误差范围,优选地,0《l
a-lb《2mm,0《l
b-ld《2mm,使得检验部件160适配产品的误差范围。
91.同理,当检验部件160上设置有多个盲孔163时,各盲孔163之间的距离也可以根据待焊接物上焊接点间的理论距离及误差范围进行相应设置。
92.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参阅前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围,其均应涵盖在本实用新型的权利要求和说明书的范围当中。尤其是,只要不存在结构冲突,各个实施例中所提到的各项技术特征均可以任意方式组合起来。本实用新型并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。