1.本实用新型涉及汽车电机安装座焊接技术领域,尤其涉及一种汽车电机安装座自动焊接装置。
背景技术:
2.汽车电机在生产时需要将汽车电机机壳安装座焊接于汽车电机机壳安装座上,保证其位置度、平面度,焊接后变形量及脱离力需符合图纸要求,原来传统焊接方式主要是将安装座手工氩弧焊焊接于电机机壳之上,但此种方案将会造成焊接后位置度、平面度、变形量无法控制,而且效率低下。
3.为解决上述问题,本技术中提出一种汽车电机安装座自动焊接装置,实现汽车电机机壳在安装座上的自动焊接,提高焊接质量和效率。
技术实现要素:
4.(一)实用新型目的
5.为解决背景技术中存在的技术问题,本实用新型提出一种汽车电机安装座自动焊接装置,具有替代手工点焊、提高电机机壳和安装座焊接质量和效率的特点。
6.(二)技术方案
7.为解决上述问题,本实用新型提供了一种汽车电机安装座自动焊接装置,包括焊接台,所述焊接台上固定贯穿设置有负电极焊接机构,所述负电极焊接机构包括有固定在焊接台上的安装定位座,所述安装定位座为中空结构,且安装定位座上设置有负电极内涨机构,所述负电极内涨机构包括有水平贯穿安装定位座的限位杆,所述限位杆的两端分别固定连接有负电极和锲形块,且负电极和安装定位座的外壁之间固定连接有拉伸弹簧,所述锲形块位于安装定位座内,所述安装定位座底部固定设置有竖直的顶升气缸,且顶升气缸的伸缩端向上固定连接有锥形顶块用以向上配合锲形块使锲形块水平移动;
8.所述焊接台上固定设置有多组正电极焊接机构用以配合负电极焊接机构对电机安装座焊接,所述负电极焊接机构包括有水平的安装架,所述安装架上固定连接有第一气缸,且第一气缸的伸缩端固定连接有正电极。
9.优选的,所述焊接台上固定设置有竖架,且竖架上固定连接有竖直的第二气缸,所述第二气缸的伸缩端竖直向下固定连接有压紧盘,且压紧盘位于安装定位座的正上方设置。
10.优选的,所述正电极焊接机构外包覆设置有冷却机构,所述冷却机构包括冷却风箱,所述冷却风箱内设置有风机用以对正电极焊接机构散热。
11.优选的,所述顶升气缸外壁上环绕设置有冷却循环水管。
12.优选的,所述正电极焊接机构共设置有三组且均匀环绕安装定位座设置。
13.优选的,所述焊接台的底部四角均设置有减震垫。
14.本实用新型的上述技术方案具有如下有益的技术效果:
15.本实用新型中,通过负电极焊接机构的多个负电极向外张开,配合正电极焊接结构实现对电机机壳和电机机壳安装座的自动焊接,减少了人工手动焊接容易出现位置度、平面度、变形量无法控制的情况,且自动焊接也大大提高了生产效率,降低了劳动强度,保证产品质量的同时提高了产能,本实用新型结构简单,设计巧妙,易于推广。
附图说明
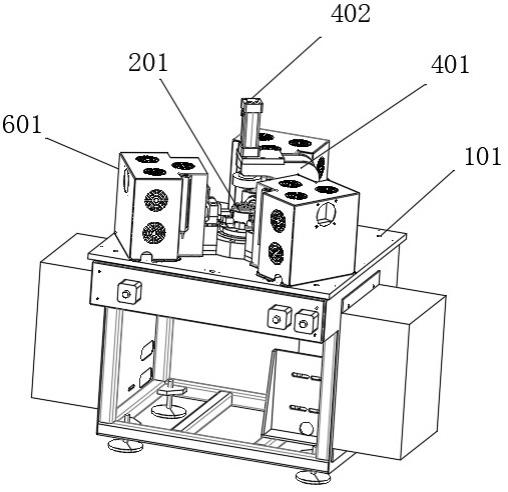
16.图1为本实用新型的结构示意图;
17.图2为本实用新型中焊接台顶面的结构示意图;
18.图3为本实用新型中正电极焊接机构和负电极焊接机构的结构示意图;
19.图4为本实用新型中负电极焊接机构的结构示意图;
20.图5为本实用新型中限位杆和锲形块的结构示意图;
21.其中:101、焊接台;201、安装定位座;202、限位杆;203、负电极;204、拉伸弹簧;205、锲形块;206、顶升气缸;207、锥形顶块;301、安装架;302、第一气缸;303、正电极;401、竖架;402、第二气缸;403、压紧盘;501、冷却循环水管;601、冷却风箱。
具体实施方式
22.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
23.如图1-5所示,本实用新型提出的一种汽车电机安装座自动焊接装置,包括焊接台101,焊接台101的底部四角均设置有减震垫可提高装置的稳定性,焊接台101上固定贯穿设置有负电极焊接机构,其中负电极焊接机构包括有固定在焊接台101上的安装定位座201,安装定位座201为中空设计,且安装定位座201上设置有负电极内涨机构,负电极内涨机构包括有水平贯穿安装定位座201的限位杆202,限位杆202的两端分别固定连接有负电极203和锲形块205,且负电极203和安装定位座201的外壁之间固定连接有拉伸弹簧204,锲形块205位于安装定位座201内,安装定位座201底部固定设置有竖直的顶升气缸206,且顶升气缸206的伸缩端向上固定连接有锥形顶块207用以向上配合锲形块205使锲形块205水平移动,顶升气缸206带动锥形顶块207上升,可以推动锲形块205向外水平移动,此时限位杆202和负电极203均水平向外涨开,以接触抵住电机机壳的内壁,在顶升气缸206外壁上环绕设置有冷却循环水管501可以对顶升气缸206散热;
24.本实施例中,焊接台101上固定设置有三组正电极焊接机构用以配合负电极焊接机构对电机安装座焊接,负电极焊接机构包括有水平的安装架301,安装架301上固定连接有第一气缸302,且第一气缸302的伸缩端固定连接有正电极303,第一气缸302带动正电极303向内移动,抵在电机安装座的外壁上,电极焊接机构外包覆设置有冷却机构,冷却机构包括冷却风箱601,冷却风箱601内设置有风机用以对正电极焊接机构散热;
25.本实施例中,焊接台101上固定设置有竖架401,且竖架401上固定连接有竖直的第二气缸402,第二气缸402的伸缩端竖直向下固定连接有压紧盘403,且压紧盘403位于安装定位座201的正上方设置,利用第二气缸402带动压紧盘403下降压紧待焊接的电机机壳安
装座。
26.工作过程:本实用新型在使用时,先将电机机壳放置于安装定位座201上,再将电机机壳安装座套设放置到电机机壳外,开启第二气缸402带动压紧盘403向下将电机机壳按压到位,开启顶升气缸206带动锥形顶块207上升,使锲形块205带动限位杆和负电极203向外水平移动,接触到电机机壳的内壁,此时可导通电,此时再开启第一气缸302带动正电极303向内水平移动接触到汽车机壳安装座并压紧,此时释放大电流,使汽车机壳安装座和汽车机壳熔固一体,完成过程后第一气缸302带动正电极303返回原位,顶升气缸206带动锥形顶块207下降返回原位,第二气缸402带动压紧盘403上升返回原位,取出成品即可,重复以上过程即可高效率对电机机壳和电机机壳安装座进行自动焊接,保证产品质量的同时还提升了生产效率。
27.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。