1.本实用新型涉及模具制造技术领域,具体为一种用于型材模具的锻件。
背景技术:
2.模具钢是通过钢件锻造成型,模具钢也称作锻件,锻件的结构和形状较为多样化,可以用来锻造、冲压和压铸,锻件用于制造冷冲模、热锻压铸模具等多种模具,但是锻件在使用和存放的时候还存在一些不足。
3.现阶段生产的锻件在存放和使用的时候,锻件外表面以及边角处受磨损较大,锻件外部的耐磨性较差从而导致锻件使用的寿命降低,或者是锻件在搬运的时候,由于表面较为光滑且整体体积较大不便于快速搬运等,因此我们需要设计一款提高耐磨效果的用于型材模具的锻件来解决此类问题。
技术实现要素:
4.本实用新型的目的在于提供一种用于型材模具的锻件,以解决上述背景技术中提出锻件长时间使用边角容易磨损的问题。
5.为实现上述目的,本实用新型提供如下技术方案:锻件主体顶板,所述锻件主体底板、锻件主体立管和锻件主体顶板组成整个锻件本体,所述锻件主体底板与锻件主体立管连接,所述锻件主体立管与锻件主体顶板连接,所述锻件主体立管的两侧开设有夹持槽,所述锻件主体底板底端和锻件主体顶板的顶端均固定焊接有加强环,所述加强环的两侧设置有两组耐磨块。
6.优选的,所述加强环的顶端设置有多组承载凸块,所述承载凸块之间形成多组圆弧凹槽。
7.优选的,所述夹持槽内部的两端设置有两组第一防滑条,所述夹持槽内部的一侧设置有第二防滑条。
8.优选的,所述夹持槽设置有两组,所述夹持槽关于锻件主体立管的垂直中心线呈对称分布。
9.优选的,所述锻件主体底板和锻件主体顶板的内部分别开设有多组通孔,所述多组通孔在锻件主体底板和锻件主体顶板的内部呈环形分布。
10.优选的,所述锻件主体立管的内部开设有通槽,所述通槽与锻件主体立管的内壁之间覆盖有加强层。
11.优选的,所述加强层采用耐磨材料和防锈材料混合而成,所述加强层喷涂在锻件主体立管的内壁上。
12.与现有技术相比,本实用新型的有益效果是:该一种用于型材模具的锻件不仅实现了提高锻件的耐磨性,实现了便于搬运,而且实现了提高锻件的强度;
13.(1)通过耐磨块、加强环、圆弧凹槽和承载凸块,锻件在模具内长期使用或者是长期存放时,都会造成边角和表面严重磨损,为了减少磨损,可以在锻件主体底板和锻件主体
顶板的外部焊接加强环,加强环与锻件主体融为一体,加强环增强了锻件整体的强度,同时加强环上方设置的多组承载凸块可以提高锻件装的耐磨性,承载凸块之间想成的圆弧凹槽增大了锻件与地面或者模具之间的接触面积,提高了锻件的耐磨性,从而提高了锻件的使用强度;
14.(2)通过夹持槽、第一防滑条和第二防滑条,锻件整体都是采用钢铁锻造而成的,锻件的表面较为光滑且形状较为规整,锻件的重量重,所以在使用和存放的时候,不便于对锻件进行搬运,利用在锻件的外部开设两组对称的夹持槽,夹持槽整体的深度较小,可以确保用于搬运的夹手插入即可,夹持槽的内部分别设置了两组第一防滑条和第二防滑条,第一防滑条和第二防滑条分布在夹持槽内部三面的内壁上,这样用于搬运的夹手在插入夹持槽内部进行搬运时,第一防滑条和第二防滑条可以增强夹持槽和夹手之间的摩擦力,该结构不仅实现了便于对锻件进行搬运转移,而且提高了搬运的稳定性;
15.(3)通过加强层和通槽,该锻件在使用的时候,为了防止锻件内部通槽的内壁出现磨损和生锈,通槽内壁喷涂了一层加强层,加强层主要是由耐磨材料和防生锈材料混合合成,两种材料覆盖在锻件通槽的内壁上,可以减少锻件内壁生锈和磨损,同时加强层可以增强锻件内壁的强度,提高锻件的使用寿命。
附图说明
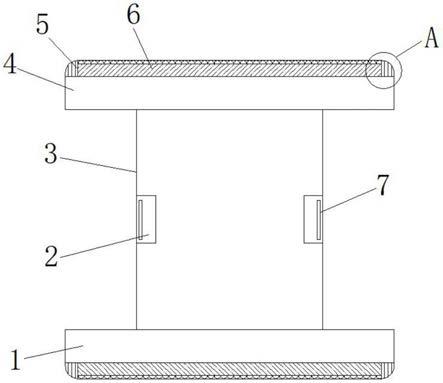
16.图1为本实用新型的正视剖面结构示意图;
17.图2为本实用新型的正视结构示意图;
18.图3为本实用新型的俯视剖面结构示意图;
19.图4为本实用新型的图1中a处局部剖面放大结构示意图。
20.图中:1、锻件主体底板;2、夹持槽;3、锻件主体立管;4、锻件主体顶板;5、耐磨块;6、加强环;7、第一防滑条;8、第二防滑条;9、通孔;10、加强层;11、通槽;12、圆弧凹槽;13、承载凸块。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.实施例1:请参阅图1-4,一种用于型材模具的锻件,包括锻件主体底板1、锻件主体立管3和锻件主体顶板4,锻件主体底板1、锻件主体立管3和锻件主体顶板4组成整个锻件本体,锻件主体底板1与锻件主体立管3连接,锻件主体立管3与锻件主体顶板4连接,锻件主体立管3的两侧开设有夹持槽2,锻件主体底板1底端和锻件主体顶板4的顶端均固定焊接有加强环6,加强环6的两侧设置有两组耐磨块5,锻件主体底板1和锻件主体顶板4的内部分别开设有多组通孔9,多组通孔9在锻件主体底板1和锻件主体顶板4的内部呈环形分布;
23.加强环6的顶端设置有多组承载凸块13,承载凸块13之间形成多组圆弧凹槽12;
24.具体地,如图1和图2所示,锻件在模具内长期使用或者是长期存放时,都会造成边角和表面严重磨损,为了减少磨损,可以在锻件主体底板1和锻件主体顶板4的外部焊接加
强环6,加强环6与锻件主体融为一体,加强环6增强了锻件整体的强度,同时加强环6上方设置的多组承载凸块13可以提高锻件装的耐磨性,承载凸块13之间想成的圆弧凹槽12增大了锻件与地面或者模具之间的接触面积,提高了锻件的耐磨性,从而提高了锻件的使用强度。
25.实施例2:夹持槽2内部的两端设置有两组第一防滑条7,夹持槽2内部的一侧设置有第二防滑条8,夹持槽2设置有两组,夹持槽2关于锻件主体立管3的垂直中心线呈对称分布;
26.具体地,如图1和图3所示,锻件整体都是采用钢铁锻造而成的,锻件的表面较为光滑且形状较为规整,锻件的重量重,所以在使用和存放的时候,不便于对锻件进行搬运,利用在锻件的外部开设两组对称的夹持槽2,夹持槽2整体的深度较小,可以确保用于搬运的夹手插入即可,夹持槽2的内部分别设置了两组第一防滑条7和第二防滑条8,第一防滑条7和第二防滑条8分布在夹持槽2内部三面的内壁上,这样用于搬运的夹手在插入夹持槽2内部进行搬运时,第一防滑条7和第二防滑条8可以增强夹持槽2和夹手之间的摩擦力,该结构不仅实现了便于对锻件进行搬运转移,而且提高了搬运的稳定性。
27.实施例3:锻件主体立管3的内部开设有通槽11,通槽11与锻件主体立管3的内壁之间覆盖有加强层10,加强层10采用耐磨材料和防锈材料混合而成,加强层10喷涂在锻件主体立管3的内壁上;
28.具体地,如图1和图4所示,该锻件在使用的时候,为了防止锻件内部通槽11的内壁出现磨损和生锈,通槽11内壁喷涂了一层加强层10,加强层10主要是由耐磨材料和防生锈材料混合合成,两种材料覆盖在锻件通槽11的内壁上,可以减少锻件内壁生锈和磨损,同时加强层10可以增强锻件内壁的强度,提高锻件的使用寿命。
29.工作原理:本实用新型在使用时,锻件在模具内长期使用或者是长期存放时,都会造成边角和表面严重磨损,为了减少磨损,可以在锻件主体底板1和锻件主体顶板4的外部焊接加强环6,加强环6与锻件主体融为一体,加强环6增强了锻件整体的强度,同时加强环6上方设置的多组承载凸块13可以提高锻件装的耐磨性,承载凸块13之间想成的圆弧凹槽12增大了锻件与地面或者模具之间的接触面积,提高了锻件的耐磨性,为了防止锻件内部通槽11的内壁出现磨损和生锈,通槽11内壁喷涂了一层加强层10,加强层10主要是由耐磨材料和防生锈材料混合合成,两种材料覆盖在锻件通槽11的内壁上,可以减少锻件内壁生锈和磨损,同时加强层10可以增强锻件内壁的强度,锻件的表面较为光滑且形状较为规整,不便于对锻件进行搬运,利用在锻件的外部开设两组对称的夹持槽2,夹持槽2整体的深度较小,可以确保用于搬运的夹手插入即可,夹持槽2的内部分别设置了两组第一防滑条7和第二防滑条8,第一防滑条7和第二防滑条8分布在夹持槽2内部三面的内壁上,这样用于搬运的夹手在插入夹持槽2内部进行搬运时,第一防滑条7和第二防滑条8可以增强夹持槽2和夹手之间的摩擦力,该结构不仅实现了便于对锻件进行搬运转移,而且提高了搬运的稳定性。
30.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。