1.本实用新型涉及冲压模具技术领域,尤其涉及一种管件连续冲压模具。
背景技术:
2.冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。有一种管件需要依次经过多次缩口处理最后还需要经过扩口处理。据现有技术,管件的每次缩口和扩口都需要在不同的模具下加工,效率低,成本高。
技术实现要素:
3.本实用新型所要解决的技术问题是:克服以上现有技术的缺陷,提供一种效率高且成本低的管件连续冲压模具。
4.为了实现上述目的,本实用新型的技术方案是:一种管件连续冲压模具,包括底座,它还包括:
5.分度转盘,设在底座上,所述的分度转盘沿分度转盘外圆周方向均匀分布有多个可容置管件的容置槽;
6.间歇分割器,用于驱动分度转盘分度间歇旋转,所述的间歇分割器输出端与分度转盘连接;
7.多个缩口头,用于对管件进行多次缩口,所述的缩口头沿分度转盘外圆周均匀分布且缩口头位于分度转盘的上方;
8.扩口头,用于对管件进行扩口,所述的扩口头位于分度转盘的上方;
9.当其中一个缩口头对准容置槽时其余的缩口头和扩口头均分别对准容置槽。
10.采用以上结构后,本实用新型与现有技术相比具有以下优点:把管件放在分度转盘的容置槽内同时多个缩口头和扩口头均设在冲床上,分度转盘通过间歇分割器转动分度,每分度一次,冲床做功一次,多个缩口头和扩口头动作一次,可以对多个管件同时加工,最终达到做功一次出一个产品,多次缩口工序和扩口工序在同一个模具上完成,效率高,成本低。
11.作为优选,所述的底座上还设有支架,所述的支架上分别设有退料板和退料针,所述的退料针下端与缩口头连接,所述的退料针上端与退料板底表面连接,所述的扩口头也设在退料板底表面,结构简单,利用退料板同时带动多个缩口头和扩口头一起动作。
12.作为优选,所述的分度转盘外侧面设有缺口,所述的缺口与容置槽连通且缺口与容置槽一一对应,便于把管件通过缺口放入到容置槽内。
13.作为优选,所述的容置槽为通孔槽,所述的底座上设有用于对管件进行导向的导料座,所述的导料座对准分度转盘,当缺口对准导料座时管件由导料座经缺口进入容置槽内,利用导料座把管件导入缺口进入容置槽,具体是通过振动盘把管件输送到导料座上,继
而输送到容置槽内。
14.作为优选,所述的导料座上设有导料通道,所述的导料通道底表面与底座上表面在同一水平面内,便于管件进入容置槽内。
15.作为优选,所述的底座上还设有挡板,所述的挡板近分度转盘的侧面设有弧形面,所述的弧形面与分度转盘外侧面贴合,所述的缩口头和扩口头均与挡板在分度转盘同一侧,设置挡板,确保管件在加工的时候不会从缺口掉出来。
16.作为优选,所述的挡板一端位于近导料座的位置,可靠性高。
17.作为优选,所述的底座上还设有对加工后的管件进行卸料的卸料架,所述的挡板另一端位于近卸料架的位置,便于加工好的管件掉落进行收集。
18.作为优选,所述的挡板上表面与分度转盘上表面平齐,不占空间。
附图说明
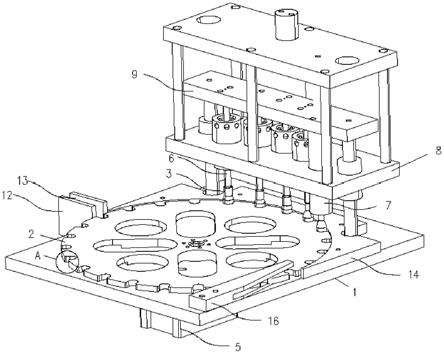
19.图1是本实用新型管件连续冲压模具的立体图。
20.图2是图1中a的放大示意图。
21.图3是本实用新型管件连续冲压模具去掉支架的立体图。
22.图4是本实用新型管件连续冲压模具的主视图。
23.其中,1、底座,2、分度转盘,3、管件,4、容置槽,5、间歇分割器,6、缩口头,7、扩口头,8、支架,9、退料板,10、退料针,11、缺口,12、导料座,13、导料通道,14、挡板,15、弧形面,16、卸料架。
具体实施方式
24.下面结合附图和具体实施方式对本实用新型作进一步说明。
25.如图1和2所示,本实用新型提供管件连续冲压模具,包括底座1,在底座1上设分度转盘2和间歇分割器5,间歇分割器5输出端与分度转盘2连接,同时在分度转盘2上设多个容置槽4,容置槽4沿分度转盘2外圆周方向均匀分布,容置槽4用于放置管件3,利用冲床对容置槽4内的管件3进行加工,冲床上设多个缩口头6和一个扩口头7,缩口头6和扩口头7同步运动,且缩口头6和扩口头7均能同时对准不同的容置槽4,利用间歇分割器5驱动分度转盘2转动,每分度一次,冲床做功一次,多个缩口头6和扩口头7动作一次,可以对多个管件3同时加工,最终达到做功一次出一个产品,多次缩口工序和扩口工序在同一个模具上完成,效率高,成本低。具体地,缩口头6中心、扩口头7中心和容置槽4中心在水平面的投影均位于同一圆内。图1中冲床未画出。
26.作为一种实施例,如图4,在底座1上设支架8,支架8为冲床的一部分,在支架8上设退料板9,缩口头6通过退料针10固定在退料板9底表面,扩口头7也固定在退料板9底表面,利用气缸驱动退料板9上下运动,从而实现缩口头6和扩口头7同步运动。
27.作为一种实施例,为了便于自动把管件3放入容置槽4内,在分度转盘2外侧面设缺口11,缺口11与容置槽4连通,且缺口11与容置槽4一一对应,同时设振动盘,利用振动盘把管件3通过缺口11输送到容置槽4内,具体地,在底座1上还设有导料座12,导料座12上设导料通道13,导料通道13一端与振动盘连通,导料通道13另一端可与缺口11连通(当分度转盘2的缺口转到与导料通道13连通时),利用导料座12把振动盘的管件输送到容置槽4内。具体
地,为了便于加工,容置槽4为通孔槽,导料通道13底表面与底座1上表面平齐。具体地,分度转盘2底表面与底座1上表面之间有间距,这样对管件3进行冲压时,管件3更加稳定。图1中振动盘未画出。
28.作为一种实施例,如图3,为了防止在分度转盘2转动过程中以及管件3冲压过程中管件3脱离分度转盘2,底座1上设挡板14,挡板14侧面设弧形面15,利用弧形面15与分度转盘2外侧面贴合实现对管件3的限位。挡板14与缩口头6、扩口头7均在管件3的加工区域,具体地,为了节省空间,挡板14上表面与分度转盘2上表面平齐。具体地,挡板14一端位于近导料座12的位置。为了把加工完成后的管件3取下来,在底座1上设卸料架16,卸料架16设在近挡板14另一端的位置,当分度转盘2转动时,一个容置槽4脱离挡板14,容置槽4内的管件3碰到卸料架16,管件3从缺口11掉下底座1,便于收集。具体地,挡板14横截面的形状为“匚”字形,挡板14插在分度转盘2上,使得挡板14上端的顶表面与分度转盘2上表面贴合,挡板14下端内的底表面与分度转盘2下表面贴合,便于卸料。
29.具体来说,本实用新型的原理是把管件3放在分度转盘2的容置槽4内同时多个缩口头6和扩口头7均设在冲床上,分度转盘2通过间歇分割器5转动分度,每分度一次,冲床做功一次,多个缩口头6和扩口头7动作一次,可以对多个管件3同时加工,最终达到做功一次出一个产品,多次缩口工序和扩口工序在同一个模具上完成,效率高,成本低。
30.具体地,缩口头6的数量为四个,扩口头7的数量为一个,也就是说对管件3进行四次缩口一次扩口,管件3在加工前为直管,加工完成后为图4中最右边的那个,如图1,分度转盘2顺时针转动。动作过程:一、利用间歇分割器5驱动分度转盘2转动;二、当缺口11对准导料通道13时,启动振动盘,振动盘把管件3依次通过导料通道13、缺口11输送到容置槽4内,此时管件3一直在挡板14的作用下稳定位于容置槽4内;三、分度转盘2继续转动,当第一个管件3转动到第一个缩口头6正下方时,退料板9往下运动,对第一个管件3进行第一次缩口,第一个管件3是图4中最左边的那个;四、分度转盘2继续转动,当第二个管件3转动到第一个缩口头6正下方时,此时第一个管件3转动到第二个缩口头6正下方,退料板9往下运动,对第一个管件3进行第二次缩口,对第二个管件3进行第一次缩口;五、分度转盘2继续转动,当第三个管件3转动到第一个缩口头6正下方时,此时第二个管件3转动到第二个缩口头6正下方,第一个管件3转动到第三个缩口头6正下方,退料板9往下运动,对第一个管件3进行第三次缩口,对第二个管件3进行第二次缩口,对第三个管件3进行第一次缩口;六、依次类推,直到第一个管件3完成扩口后,分度转盘2继续转动,第一个管件3运动到卸料架16的位置时第一个管件3掉落进行收集,后面每转动一下都有一个管件3加工完成且有一个管件3被收集起来。
31.在上述方案的基础上,如果对本实用新型的各种改动或变形不脱离本实用新型的精神和范围,倘若这些改动和变形属于本实用新型的权利要求和等同技术范围之内,则本实用新型也意图包含这些改动和变形。