1.本实用新型涉及高速磁悬浮成型系统领域,具体为一种高速磁悬浮成型系统配套用旋压旋模头。
背景技术:
2.目前制冷行业所用空调等制冷设备用由内螺纹铜管、铝薄片所制成的蒸发器、冷凝器进行换热,以极大限度地提高空调的制冷效率,而内螺纹铜管成型普遍采用超高速行星旋压钢球旋压工艺,并在成型机上配置相应的拉拔设备,其工作原理为:高速电机带动旋压环内的钢球围绕铜管外表面高速行星转动,铜管在拉拔力的带动下直线运动,带动管内固定在旋压变形区位置上的内螺纹芯头转动,并在铜管内壁上加工出与螺纹芯头齿型相同的沟槽。由于旋压环的高速转动由电机支配,随着电机行业发展迅速,已经出现了超高速磁悬浮电机,为了实现高速磁悬浮电机与旋压环之间顺利传递动力,则需要在高速电机输出轴与旋压环之间增设一个旋模头。
3.然而现在的旋模头具有一些缺点,第一:无法有效的排出冷却油与铜泥,增加了磁悬浮成型系统维护与保养的负担,削弱了磁悬浮成型系统的生产效率;第二:未经过优化的结构设计在高速运转过程中存在颤动,导致设备运行不稳定;第三:高速运转,会带来明显的较大应力集中,如果不进行有效的结构设计将会降低旋模头的使用寿命;整体都能影响成型质量,使得设备的稳定性下降。
技术实现要素:
4.本实用新型的目的在于提供一种高速磁悬浮成型系统配套用旋压旋模头,以解决上述背景技术中提出的现有的旋模头不具备高速稳定性,无法有效排出冷却油与铜泥,影响了铜管成型的质量,不适用于高速运转导致使用寿命较短的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种高速磁悬浮成型系统配套用旋压旋模头,包括旋模头,所述旋模头顶部的中心开设有第一套孔,所述第一套孔的内部固定设置有旋压环,所述旋模头的底部固定连接有电机主轴,所述旋模头顶部的端面开设有第一螺纹孔,所述旋模头的表面开设有葫芦形孔和第二螺纹孔,所述旋模头内部底端的中心开设有第二套孔,所述旋模头内部的上端面开设有第三螺纹孔,所述旋模头内部的中心开设有传输孔,所述传输孔的侧壁开设有排出键槽形孔。
6.作为本实用新型的一种优选技术方案,所述第一螺纹孔设置有五个。
7.作为本实用新型的一种优选技术方案,所述葫芦形孔设置有四个,且相邻两个所述葫芦形孔之间设置有两个第二螺纹孔。
8.作为本实用新型的一种优选技术方案,所述第三螺纹孔设置有六个,且六个所述第三螺纹孔呈环状分布。
9.作为本实用新型的一种优选技术方案,所述排出键槽形孔设置有四个,且四个所述排出键槽形孔沿旋模头中心轴线呈四次对称轴分布。
10.与现有技术相比,本实用新型的有益效果是:
11.1、优化了旋模头的结构设计,使旋模头质心位于中轴线中心,使旋模头上的排油泥孔洞(即排出键槽形孔和葫芦形孔)结构本身具备对称性,并沿着中轴线具备四次对称性,中轴线为其四次对称轴,从而极大限度地解决了高速运转过程中的颤动问题;
12.2、有效的排油排泥孔(即排出键槽形孔和葫芦形孔)设计保证了油与泥的顺利排出,使得铜泥不沉积在旋模头内壁,避免了影响铜管成型质量;
13.3、相比其他设计方案在最大程度上降低了应力集中程度,保证了旋模头的结构强度,使其具备很高的使用寿命与服役过程中的稳定性能。
附图说明
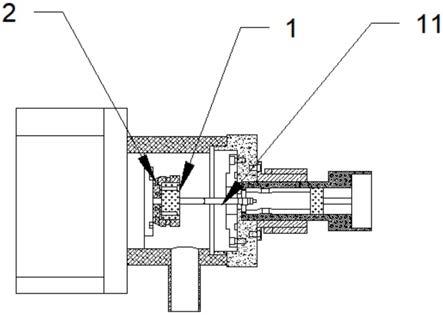
14.图1为本实用新型的连接结构示意图;
15.图2为本实用新型的旋模头结构示意图;
16.图3为本实用新型的旋模头剖视结构示意图。
17.图中:1、旋压环;2、旋模头;3、第一套孔;4、第一螺纹孔;5、第二套孔;6、第三螺纹孔;7、传输孔;8、排出键槽形孔;9、葫芦形孔;10、第二螺纹孔;11、电机主轴。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅图1-3,本实用新型提供了一种高速磁悬浮成型系统配套用旋压旋模头,包括旋模头2,旋模头2顶部的中心开设有第一套孔3,第一套孔3的内部固定设置有旋压环1,旋模头2的底部固定连接有电机主轴11,旋模头2顶部的端面开设有第一螺纹孔4,旋模头2的表面开设有葫芦形孔9和第二螺纹孔10,旋模头2内部底端的中心开设有第二套孔5,旋模头2内部的上端面开设有第三螺纹孔6,旋模头2内部的中心开设有传输孔7,传输孔7的侧壁开设有排出键槽形孔8。
20.优选的,第一螺纹孔4设置有五个,方便安装封闭片。
21.优选的,葫芦形孔9设置有四个,且相邻两个葫芦形孔9之间设置有两个第二螺纹孔10,葫芦形孔9用于排出旋压成型过程中,润换冷却油与油泥。
22.优选的,第三螺纹孔6设置有六个,且六个第三螺纹孔6呈环状分布,方便将旋模头2安装至电机输出端。
23.优选的,排出键槽形孔8设置有四个,且四个排出键槽形孔8沿旋模头2中心轴线呈四次对称轴分布,一方面辅助排除冷却润滑油,更为重要的作用是排除底部的铜泥。
24.具体使用时,本实用新型一种高速磁悬浮成型系统配套用旋压旋模头,通过设置排出键槽形孔8,一方面起到辅助排除冷却润滑油的作用,其次更为重要的作用是排除底部的铜泥,避免铜泥集中于旋模头2的底部,结块无法排除,将其设计成键槽形一方面便于加工,在保证强度的基础上尽可能地增加了排泥孔的面积,使排泥效果更加优越,同时排出键槽形孔8沿着旋压环1中轴线呈四次对称轴分布,极大限度避免了设计和加工精度所带来的
质心偏离旋模头2中轴线引起的转动过程中的颤动,从而有效地保证了旋模头2运转的平稳性能,保证了铜管成型的质量,通过设置葫芦形孔9,采用了优化结构设计,以极大限度地降低运转过程中带来的应力集中,关于应力的集中程度主要是跟位移参数挂钩,在优化过程中发现,位移参数越大,应力集中越明显,位移参数越小,则应力集中程度越低,同时为了兼顾孔槽底部排油与排铜粉效果,经过选取应力集中程度最小的方形与葫芦形,进行排油与排铜泥实验验证,最终得出最优结构设计为葫芦形时,具备近乎最低的应力集中程度与最好的排油和排铜泥的效果,葫芦形设计下小上大,简单理解为下部尺寸小,保证了结构强度前提下,尽可能地排出冷却润滑油与铜泥,上部结构面积大,能够保证冷却润滑油及铜泥的有效排出,葫芦形设计降低了应力集中程度,同时葫芦形设计本身采用了二次对称轴设计,确保孔型加工过程简单并且加工精度能够得到保证的前提下,避免了旋模头2质心偏离中轴线位置,以及葫芦形孔9排布在旋模头2上沿中轴线呈四次对称轴分布,避免了因质心偏离中轴线所带来的高速运转过程中的颤动,同时葫芦形设计综合考虑了加工精度和加工难易程度所带来的质心偏离,从而保证了高速运转过程中,不会出现颤动,保证了铜管成型质量,葫芦形设计采用铣削加工便能方便成型,因此降低了加工难度,节省了加工费用。
25.表1旋压旋模头排油孔的结构设计与仿真及排油排泥效果
26.编号排油孔形状设计位移参数(mm)排油排泥效果1葫芦形0.0338好2倒葫芦形0.0351一般3键槽型0.0398不好4t型0.0437不好
27.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。