1.本实用新型涉及一种刀片及使用该刀片的刀具。
背景技术:
2.现有加工刀具领域中,加工高硬度材料的刀片都需要增加倒棱,倒棱是刀片上沿主切削刃加工出的类似倒角的一道棱面,该棱面的前角比主切削前角窄,倒棱的作用是增强切削刃,提高刀尖强度。倒棱具有倒棱宽度和倒棱角度两个参数,刀片在实际使用过程中,倒棱宽度增大会导致切削力增大,过宽的倒棱可能引起机床刚性不足。同时,倒棱宽度与进给量的比例是影响刀具断屑能力的一个指标,而断屑能力又是影响加工过程中安全性、工件质量和加工效率的关键指标。例如,当进给量为倒棱宽度的1/2时,加工过程中会形成细长缠绕型切屑,而这种切屑比较容易缠绕在刀具、工件或机床上,必须停机清理,不仅影响加工效率,而且安全性和加工出的工件表面质量都无法满足要求。当进给量为倒棱宽度的80%时,会形成细长的螺旋状切屑,只有当进给量达到或超过倒棱宽度时,此时产生的c形切屑才是领域中想要得到的切屑形状,断屑能力才是满足要求的。而倒棱角度的变化可以降低刀具应力,并能够控制切屑的流动方向。
3.受倒棱宽度与进给量之间的比例影响,目前的切削加工过程中,会根据精加工和粗加工切削深度的不同,进而来选择不同倒棱宽度的刀片,造成刀片适用范围小,通用性较差。
技术实现要素:
4.本实用新型的目的在于提供一种刀片,用以解决现有技术中刀片适用范围小,通用性较差的技术问题。本实用新型的目的还在于提供一种使用该刀片的刀具。
5.本实用新型采用如下技术方案:
6.一种刀片,具有至少一个刀尖圆角,刀片上在刀尖圆角的至少一侧具有前刀面、后刀面,所述刀片上在前刀面和后刀面的相接位置处通过倒棱形成有倒棱面,所述倒棱面为从刀尖圆角或刀尖圆角附近向远离刀尖圆角方向延伸的条形面,倒棱宽度沿远离刀尖圆角的方向逐渐增大。
7.本实用新型的有益效果是:倒棱面为从刀尖圆角或者刀尖圆角附近向远离刀尖圆角方向延伸的条形面,且倒棱宽度从刀尖圆角向远离刀尖圆角方向是逐渐增大的,使得倒棱宽度在刀尖圆角处最小,在实际切削加工过程中,在切削深度较小时,进给量也是较小的,此时只有刀片的靠近刀尖的部位会与工件之间接触进而对工件进行切削,按照倒棱宽度与进给量之间的关系,由于靠近刀尖位置的倒棱宽度是最小的,能够满足让倒棱宽度不大于进给量,进而保证加工过程中断屑能力满足要求。同时,当切削深度较大时,此时,相比切削深度较小时的情况,进给量也是较大的,刀片的远离刀尖的位置会与工件接触进而对工件进行切削,由于切削深度增加,刀片受到的冲击也随之增大,相应地由于远离刀尖位置的倒棱宽度相比靠近刀尖位置的倒棱宽度增大了,倒棱宽度增大能够提高刀片刃口的抗冲
击能力,同时仍满足让倒棱宽度不大于进给量,进而保证断屑能力满足要求。总的来说,由于本实用新型的倒棱宽度随着远离刀尖逐渐增大,能够适应不同加工深度和不同进给量,可适应粗加工工况和精加工工况,在保证加工符合要求的基础上,避免了频繁更换刀片,进而提高加工效率。同时,由于无需频繁更换刀片,相应地避免了更换刀具产生的加工尺寸误差,有效保证了尺寸精度。
8.进一步地,为了保证随着切削深度增大,降低刀片应力和控制切屑流动方向,本实用新型中倒棱角度沿远离刀尖圆角的方向逐渐增大。
9.进一步地,刀尖圆角的两侧对称设有所述倒棱面。
10.进一步地,所述刀片为具有三个刀尖圆角的三角刀片,相邻两刀尖圆角之间的两倒棱面对称布置。
11.进一步地,所述刀片包括基体和固定在基体上的刀头,基体上于对应刀尖圆角的位置处设有用于安装刀头的刀槽,所述倒棱面仅设置在刀头上,或者所述倒棱面从刀头上延伸至基体上。通过设置刀头,将刀头作为切削部位,降低刀片成本。
12.进一步地,所述刀头为cbn刀头。
13.进一步地,刀尖圆角与前刀面相交形成圆弧线,所述倒棱面从圆弧线的一端开始延伸。由于刀尖部位并未设置倒棱,且倒棱在刀尖圆角边缘为最小值,进而保证刀尖锋利。
14.进一步地,倒棱宽度的范围为0.05mm~0.55mm。
15.进一步地,倒棱角度的范围为10
°
~35
°
。
16.一种刀具,包括刀座和安装在刀座上的刀片,所述刀片具有至少一个刀尖圆角,刀片上在刀尖圆角的至少一侧具有前刀面、后刀面,所述刀片上在前刀面和后刀面的相接位置处通过倒棱形成有倒棱面,所述倒棱面为从刀尖圆角或刀尖圆角附近向远离刀尖圆角方向延伸的条形面,倒棱宽度沿远离刀尖圆角的方向逐渐增大。
17.本实用新型的有益效果是:刀片上设置的倒棱面为从刀尖圆角或者刀尖圆角附近向远离刀尖圆角方向延伸的条形面,且倒棱宽度从刀尖圆角向远离刀尖圆角方向是逐渐增大的,使得倒棱宽度在刀尖圆角处最小,在实际切削加工过程中,在切削深度较小时,进给量也是较小的,此时只有刀片的靠近刀尖的部位会与工件之间接触进而对工件进行切削,按照倒棱宽度与进给量之间的关系,由于靠近刀尖位置的倒棱宽度是最小的,能够满足让倒棱宽度不大于进给量,进而保证加工过程中断屑能力满足要求。同时,当切削深度较大时,此时,相比切削深度较小时的情况,进给量也是较大的,刀片的远离刀尖的位置会与工件接触进而对工件进行切削,由于切削深度增加,刀片受到的冲击也随之增大,相应地由于远离刀尖位置的倒棱宽度相比靠近刀尖位置的倒棱宽度增大了,倒棱宽度增大能够提高刀片刃口的抗冲击能力,同时仍满足让倒棱宽度不大于进给量,进而保证断屑能力满足要求。总的来说,由于本实用新型的倒棱宽度随着远离刀尖逐渐增大,能够适应不同加工深度和不同进给量,可适应粗加工工况和精加工工况,在保证加工符合要求的基础上,避免了频繁更换刀片,进而提高加工效率。同时,由于无需频繁更换刀片,相应地避免了更换刀具产生的加工尺寸误差,有效保证了尺寸精度。
18.进一步地,为了保证随着切削深度增大,降低刀片应力和控制切屑流动方向,本实用新型中倒棱角度沿远离刀尖圆角的方向逐渐增大。
19.进一步地,刀尖圆角的两侧对称设有所述倒棱面。
20.进一步地,所述刀片为具有三个刀尖圆角的三角刀片,相邻两刀尖圆角之间的两倒棱面对称布置。
21.进一步地,所述刀片包括基体和固定在基体上的刀头,基体上于对应刀尖圆角的位置处设有用于安装刀头的刀槽,所述倒棱面仅设置在刀头上,或者所述倒棱面从刀头上延伸至基体上。通过设置刀头,将刀头作为切削部位,降低刀片成本。
22.进一步地,所述刀头为cbn刀头。
23.进一步地,刀尖圆角与前刀面相交形成圆弧线,所述倒棱面从圆弧线的一端开始延伸。由于刀尖圆角部位并未设置倒棱,且倒棱在刀尖圆角边缘为最小值,进而保证刀尖锋利。
24.进一步地,倒棱宽度的范围为0.05mm~0.55mm。
25.进一步地,倒棱角度的范围为10
°
~35
°
。
附图说明
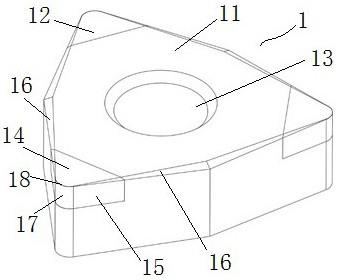
26.图1是本实用新型中一种刀片的实施例1的立体结构示意图;
27.图2是本实用新型中一种刀片的实施例1的主视图;
28.图3是图2中a-a截面图;
29.图4是图2中b-b截面图;
30.图5是本实用新型中一种刀片的实施例1中刀片与工件的加工示意图;
31.图中:1、刀片;11、基体;12、刀头;13、安装孔;14、前刀面;15、后刀面;16、倒棱面;17、刀尖圆角;18、圆弧线;2、工件。
具体实施方式
32.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型,即所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
33.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.需要说明的是,术语“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
35.以下结合实施例对本实用新型的特征和性能作进一步的详细描述。
36.本实用新型一种刀片的具体实施例1:如图1-5所示,本实施例1中的刀片1为cbn刀片,刀片1为具有三个刀尖圆角17的三角刀片,刀尖圆角17的半径为r,刀片1的中心开设有安装孔13,用于将刀片1安装到刀座上对工件2进行加工。本实施例中,刀片1包括基体11和固定在基体11三个尖角位置上的刀头12,基体11上于对应三个刀尖圆角17的位置处分别设有用于安装刀头的刀槽,刀头12固定安装在刀槽内。本实施例中,基体11为硬质合金,材料型号为yg8;刀头12为cbn烧结体,cbn颗粒度大小在0.002mm-0.005mm,实际使用时,主要利用刀头部位对待加工工具进行切削。
37.刀片1具有前刀面14、后刀面15和刀尖圆角17,刀片1上通过倒棱形成有倒棱面16,所述倒棱面16位于所述前刀面14和后刀面15的相接位置处并同时与前刀面14和后刀面15相交,倒棱面16分别与前刀面和后刀面相交形成一条直线。本实施例中,每一个刀尖圆角17的两侧对称具有所述倒棱面16,相邻两刀尖圆角17之间的倒棱面16对称布置。倒棱面16为条形面,条形面从刀尖圆角开始延伸并延伸至基体侧边的中间位置,具体地,刀尖圆角17与前刀面14相交位形成一条圆弧线18,倒棱面16是从圆弧线18的一端开始延伸的,倒棱宽度沿远离刀尖圆角的方向逐渐增大,倒棱角度沿远离刀尖圆角的方向逐渐增大。倒棱宽度和倒棱角度在圆弧线的端点处(即图2中r所处位置)为最小值,随着倒棱宽度逐渐变大,刀片刃口抗冲击性增强,同时提高刀片刃口强度,减少刃口崩刃概率,有效提升刀具使用寿命,可适应由精加工到粗加工工况的转变,本实用新型的刀片能够同时适用于切深小的精加工和切深大的粗加工。随着倒棱宽度逐渐变大,切屑流出方向改变,保护工件已加工表面,提高产品合格率。
38.这里需要解释说明的是:倒棱宽度和倒棱角度为倒棱的参数,本实施例中的倒棱宽度是指:按照图2中a-a或者平行a-a的任意位置取刀片的截面,在任意一截面中,倒棱面与前刀面投影的交点到后刀面投影的垂直距离,定义图2的a-a截面中所示倒棱宽度为a。本实施例中的倒棱角度是指:按照图2的a-a或者平行a-a的任意位置取刀片的截面,在任意一截面中,倒棱面与前刀面投影所呈夹角,定义图2的a-a截面中所示倒棱角度为α。
39.图2中a-a截面中的倒棱宽度a的范围为0.05mm~0.2mm,倒棱角度α的范围为10~20
°
;图2中b-b截面中的倒棱宽度a’的范围为0.25mm~0.55mm,倒棱角度α’的范围为25~35
°
。倒棱面的表面光洁度为ra0.1-ra0.5。倒棱宽度的范围为0.05mm~0.55mm,倒棱角度的范围为10
°
~35
°
。
40.本实用新型刀片的具体制作过程包括以下步骤:
41.(1)利用激光切割设备对刀头进行粗切,得到刀头毛坯料;
42.(2)将所述刀头毛坯料组装到基体的刀槽上,采用真空焊接,温度控制在800℃左右,将刀头毛坯料焊接到基体上;
43.(3)用平面磨床,将刀片厚度磨至要求尺寸,并控制上下面平面度小于0.01mm;
44.(4)用数控周边磨设备,将刀片周边尺寸磨至要求尺寸;
45.(5)在工具磨床上设置有专用夹具,将刀片贴紧夹具,对刀片进行倒棱,即磨削加工形成倒棱面。
46.本实用新型的刀片在使用时,如图5所示,以对工件2的车削加工为例,粗加工的切削深度ap要大于精加工切削深度ap。精加工时切削力小,使用刀头倒棱宽度与倒棱角度小的部位进行切削,此处刃口较为锋利,可以使切削更加轻快。粗加工时,切削阻力大,更容易
使刀片刃口出现崩缺,而随着粗加工切削深度的增加,刀片倒棱宽度与倒棱角度也随之增大,从而提高刀片刃口的抗冲击能力,使刀片的刃口得到加强,刃口不易崩缺,从而提高刀片的寿命。随着切削深度ap的逐渐加大,倒棱宽度和倒棱角度也逐渐增加,有效提高刀片的抗冲击能力,尽可能地避免刀片刃口因切削深度大、切削阻力大而造成刃口崩碎的问题。本实用新型特殊的倒棱设计能有效提高刀片的通用性,并减小cbn刀片在加工中的阻力,提高刀具进给速度,进而提高加工效率。
47.作为本实用新型的另一种实施例,与实施例1不同在于:刀片为一体结构,即刀片为整体结构,刀片整体材质可以为硬质合金、cbn或者pcbn中的一种,此时,刀片上不再额外焊接刀头部分。
48.作为本实用新型的另一种实施例,与实施例1不同在于:刀头还可以为pcd、pcbn烧结体、陶瓷或者金属陶瓷中的一种。
49.作为本实用新型的另一种实施例,与实施例1不同在于:刀片的形状还可以为菱形、正三角形或者矩形,此时刀尖圆角的数量可以为两个、三个或者四个。
50.作为本实用新型的另一种实施例,与实施例1不同在于:仅在刀尖圆角的一侧设置倒棱面。
51.作为本实用新型的另一种实施例,与实施例1不同在于:倒棱面仅在刀头上延伸,而未延伸至基体上。
52.作为本实用新型的另一种实施例,与实施例1不同在于:倒棱面从刀尖圆角附近开始延伸,而并非从刀尖圆角开始,此时倒棱面也是从刀尖圆角附近开始延伸。
53.本实用新型一种刀具的具体实施例,刀具包括刀座和安装在刀座上的刀片,刀片的具体结构与上述刀片的各实施例中的结构相同,在此不再赘述。
54.以上所述,仅为本实用新型的较佳实施例,并不用以限制本实用新型,本实用新型的专利保护范围以权利要求书为准,凡是运用本实用新型的说明书及附图内容所作的等同结构变化,同理均应包含在本实用新型的保护范围内。