1.本发明涉及导向套机加工技术领域,具体涉及一种导向套激光打标用自动上料装置。
背景技术:
2.导向套主要起支撑和保证同轴度的作用。导向套的机加工工序一般包括下料、粗车、热处理、精车、铣、钻、清洗、入库等,其中铣包括导向套的外圆周面、两端面等。在导向套机加工完成后,一般需要在导向套上进行打标。现有技术中一般采用激光打标技术进行标识,因为其具有持久性和防伪性。然,因为缺乏专门的上料机构,具体打标时,需要人工一个个将导向套搬运至激光打标工作台上(激光打标工作平台高一般大于80cm),打标完后再用手拿下来。这种方式费时费力,劳动强度大。
技术实现要素:
3.针对上述现有技术存在的不足,本实用新型的目的是提供一种结构设计合理、降低劳动强度的导向套激光打标用自动上料装置。
4.为实现上述目的,本实用新型采用的技术方案是:一种导向套激光打标用自动上料装置,包括激光打标机箱及固定在激光打标机箱顶部的工作平台,其特征在于,在所述工作平台上设有放置模座,所述放置模座顶部开设有一至多个放置弧形槽,所述放置弧形槽的外形与导向套外壁相匹配;在工作平台的后方设置有升降模座,升降模座底部由四个同步伸缩的多级伸缩气缸支撑,在升降模座顶部的前部分也开设有一至多个放置弧形槽,且放置模座上的放置弧形槽与升降模座上的放置弧形槽一一对应且相对应的两个放置弧形槽同轴设置;在升降模座顶部的后部分滑动配合有一推板,该推板的后侧固定连接有一推动气缸的伸缩杆端。
5.进一步,在升降模座的左侧设置有导向套暂存框,导向套暂存框与升降模座上的放置弧形槽左右并排设置;所述导向套暂存框包括由四块竖向设置的栅栏围成的框体、底板、支撑底座、滚轮,其中框体的底部固定连接在底板上,在靠近升降模座侧的那块栅栏底部与底板之间留有供导向套滚出的出料口,底板底部固定连接四根支柱且通过四根支柱支撑在支撑底座上,支撑底座底部且靠近四个角位置各固定连接有一滚轮,其中位于左侧的两个滚轮为带刹滚轮;在升降模座降至最低位置时其顶部位于导向套暂存框底板顶部的一侧下方。
6.与现有技术相比,本实用新型具备的有益效果是:
7.本实用新型通过升降模座、推板等设置,能够在相对较低的位置放置导向套,然后通过升降模座将导向套上升至激光打标机的工作平台位置处,再通过推板将升降模座上的导向套推入工作平台顶部的放置弧形槽内,完成上料,然后按常规方式进行激光打标;相比人工将导向套一个个搬至工作平台进行打标而言,降低了劳动强度,提高了工作效率。
附图说明
8.图1为本实用新型结构示意图;
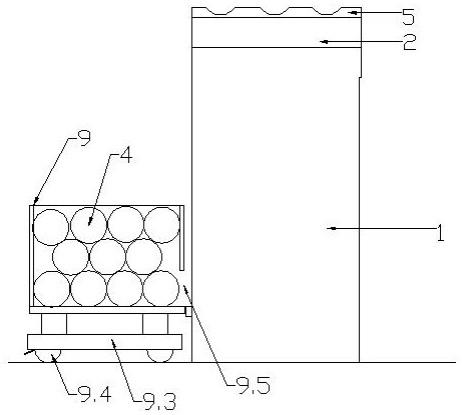
9.图2为本实用新型去掉激光打标机箱及工作平台后的结构示意图;
10.图3为本实用新型结构俯视示意图;
11.其中,1、激光打标机箱,2、工作平台,3、放置模座,3.1、放置弧形槽,4、导向套,5、升降模座,5.1、放置弧形槽,6、多级伸缩气缸,7、推板,8、推动气缸,9、导向套暂存框,9.1、框体,9.2、底板,9.3、支撑底座,9.4、滚轮,9.5、出料口。
具体实施方式
12.为了使本技术领域的人员更好地理解本申请方案,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分的实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
13.需要说明的是,在本申请中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本申请及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
14.并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本申请中的具体含义。
15.此外,下文未详述部分均参考现有技术及常规常识进行,如“固定连接”、“固定”等为常规的螺栓固定连接、焊接等。
16.如图1-3所示,本实用新型提供的一种导向套激光打标用自动上料装置,包括激光打标机箱1及固定在激光打标机箱1顶部的工作平台2,本实用新型的激光打标机为常规的且激光头可相对工作平台2作沿工作平台2长度方向的平移动作的激光打标机。在工作平台2上放置有如实心不锈钢等材质制作的具有一定重量的放置模座3,放置模座3顶部开设有一至多个表面光滑的放置弧形槽3.1,所述放置弧形槽3.1的外形与导向套4外壁相匹配;在工作平台2的后方设置有升降模座5,升降模座5底部固定连接在四个同步伸缩的多级伸缩气缸6的伸缩杆端且由四根伸缩杆端共同支撑在地面上,多级伸缩气缸6通过螺栓连接在地面上;在升降模座5顶部的前部分也开设有一至多个表面光滑的放置弧形槽5.1,且放置模座3上的放置弧形槽3.1与升降模座5上的放置弧形槽5.1一一对应且在升降模座5上升至最大位置时,相对应的两个放置弧形槽3.1和5.1同轴设置;在升降模座5顶部的后部分滑动配合有一推板7,该推板7的后侧固定连接有一推动气缸8的伸缩杆端,该推动气缸8固定连接在升降模座5顶部的后部分上且推动气缸8的伸缩杆向前方伸展。
17.本实用新型还在升降模座5的左侧设置有导向套暂存框9,导向套暂存框9与升降模座5上的放置弧形槽5.1左、右并排设置;所述导向套暂存框9包括由四块竖向设置的栅栏围成的框体9.1、底板9.2、支撑底座9.3、滚轮9.4,其中框体9.1的底部固定连接在底板9.2上,在靠近升降模座5侧的那块栅栏底部与底板9.2之间留有供导向套滚出的出料口9.5且
出料口9.5在不使用时是用挡板挡住的,挡板两侧通过螺栓固定在框体9.1上的,底板9.2底部固定连接四根支柱的顶部且通过四根支柱固定连接在支撑底座9.3上,支撑底座9.3底部且靠近四个角位置均按常规方式连接有一滚轮9.4,其中位于左侧的两个滚轮9.4为常规的带刹滚轮;在升降模座5降至最低位置时其顶部位于导向套暂存框9底板9.2顶部的一侧下方。
18.使用时,升降模座5在同步动作的多级伸缩气缸6的作用下下降至最低,由上游转运过来且事先装入导向套暂存框9内的多个导向套在导向套暂存框9的作用下被推送至靠近升降模座5位置处,此时,导向套暂存框9的底板9.2的顶部位于升降模座5的顶部一侧上方的,拆掉出料口处的挡板,轻轻拨动导向套,将其带至升降模座5的放置弧形槽5.1内进行限位,然后升降模座5上升,将其上面的导向套带至与工作平台2上的放置模座3平齐,此时升降模座5上的放置弧形槽5.1与放置模座3上对应的放置弧形槽5.1同轴;推动气缸8动作,推板7将导向套4从升降模座5上的放置弧形槽5.1中推送至放置模座3上对应的放置弧形槽5.1中,最后按常规方式进行激光打标。
技术特征:
1.一种导向套激光打标用自动上料装置,包括激光打标机箱及固定在激光打标机箱顶部的工作平台,其特征在于,在所述工作平台上设有放置模座,所述放置模座顶部开设有一至多个放置弧形槽,所述放置弧形槽的外形与导向套外壁相匹配;在工作平台的后方设置有升降模座,升降模座底部由四个同步伸缩的多级伸缩气缸支撑,在升降模座顶部的前部分也开设有一至多个放置弧形槽,且放置模座上的放置弧形槽与升降模座上的放置弧形槽一一对应且相对应的两个放置弧形槽同轴设置;在升降模座顶部的后部分滑动配合有一推板,该推板的后侧固定连接有一推动气缸的伸缩杆端。2.根据权利要求1所述的导向套激光打标用自动上料装置,其特征在于,在升降模座的左侧设置有导向套暂存框,导向套暂存框与升降模座上的放置弧形槽左右并排设置;所述导向套暂存框包括由四块竖向设置的栅栏围成的框体、底板、支撑底座、滚轮,其中框体的底部固定连接在底板上,在靠近升降模座侧的那块栅栏底部与底板之间留有供导向套滚出的出料口,底板底部固定连接四根支柱且通过四根支柱支撑在支撑底座上,支撑底座底部且靠近四个角位置各固定连接有一滚轮,其中位于左侧的两个滚轮为带刹滚轮;在升降模座降至最低位置时其顶部位于导向套暂存框底板顶部的一侧下方。
技术总结
本实用新型公开了一种导向套激光打标用自动上料装置,包括激光打标机箱及固定在激光打标机箱顶部的工作平台,在工作平台上设有放置模座,在工作平台的后方设置有升降模座,在升降模座顶部的后部分滑动配合有一推板,该推板的后侧固定连接有一推动气缸的伸缩杆端。本实用新型能够在相对较低的位置放置导向套,然后通过升降模座将导向套上升至激光打标机的工作平台位置处,再通过推板将升降模座上的导向套推入工作平台顶部的放置弧形槽内,完成上料;相比人工将导向套一个个搬至工作平台进行打标而言,降低了劳动强度,提高了工作效率。提高了工作效率。提高了工作效率。
技术研发人员:毛雷
受保护的技术使用者:常德市格佳机械有限公司
技术研发日:2021.07.30
技术公布日:2022/2/11