1.本实用新型涉及激光切割设备技术领域,特别涉及精密激光切割机的片材送料系统。
背景技术:
2.激光切割是利用高功率密度激光束照射被切割材料,使材料很快被加热至汽化温度,蒸发形成孔洞,随着光束对材料的移动,孔洞连续形成宽度很窄的切缝,完成对材料的切割。普通激光切割机包括激光切管机、激光切板机和激光切管切板一体机,而精密激光切割机则主要用于切割高精密产品,例如智能设备结构件、led芯片支架、医疗产品结构件、精密五金模片等等,应用非常广泛。
3.片材是精密激光切割机经常需要加工的一种工件,精密激光切割机在加工片材时,需要设置一套片材送料系统,以将片材送至精密激光切割机的加工区域。在现有技术中,精密激光切割机的片材送料系统主要是通过机械臂将片材料仓中的片材送至精密激光切割机的加工区域。但在现有技术中,精密激光切割机的片材送料系统还存在如下技术问题:片材料仓中的片材不能存储太多,否则会影响机械臂取料,这样导致需要工作人员频繁地往片材料仓中添加片材;机械臂只能从一个片材料仓中取片材,再送至设定的区域,这样导致片材送料系统的送料效率较低,导致精密激光切割机的切割效率较低。
技术实现要素:
4.本实用新型要解决的技术问题是根据上述现有技术的不足,提供一种片材存储量多、送料效率高的精密激光切割机的片材送料系统。
5.为解决上述技术问题,本实用新型的技术方案是:一种精密激光切割机的片材送料系统,包括:
6.第一片材供料装置,包括第一片材料仓和第一片材步进升降机构,所述第一片材料仓内用于叠放待加工的片材,第一片材料仓的上端开空;所述第一片材步进升降机构安装于第一片材料仓的下侧,用于带动第一片材料仓内的片材步进升降;
7.第二片材供料装置,包括第二片材料仓和第二片材步进升降机构,所述第二片材料仓内用于叠放待加工的片材,第二片材料仓的上端开空;所述第二片材步进升降机构安装于第二片材料仓的下侧,用于带动第二片材料仓内的片材步进升降;
8.及片材送料装置,安装于第一片材供料装置及第二片材供料装置之间,片材送料装置包括旋转机构、升降机构、第一送料臂、第二送料臂、第一吸附机构和第二吸附机构;所述升降机构安装于旋转机构之上,所述第一送料臂和第二送料臂设置于升降机构上,所述旋转机构用于驱动第一送料臂和第二送料臂正向或反向旋转一设定角度,所述升降机构用于驱动第一送料臂和第二送料臂升降;所述第一吸附机构安装于第一送料臂之上,第一吸附机构与第一片材料仓相对应,用于吸起第一片材料仓内的片材, 并在旋转机构和升降机构的配合下,将第一片材料仓中的片材逐一送至设定的区域;所述第二吸附装置安装于第
二送料臂之上,第二吸附机构与第二片材料仓相对应,用于吸起第二片材料仓内的片材,并在旋转机构和升降机构的配合下,将第一片材料仓中的片材逐一送至设定的区域。
9.优选地,所述第一片材料仓包括第一“u”型底板,第一“u”型底板的四角之上分别安装有第一限位围板,第一“u”型底板的一侧安装有第一料仓立板,所述第一料仓立板之上安装有用于感应是否吸起片材的第一感应器。进一步,所述第一片材步进升降机构包括第一机构安装板、第一步进电机、第一丝杆、第一丝杆螺母、第一滑槽、第一滑块、第一升降立板和第一升降推板;所述第一机构安装板竖向安装于第一“u”型底板的下侧,所述第一步进电机安装于第一机构安装板的下端,所述第一步进电机的动力输出端往上伸出并连接第一丝杆;所述第一滑槽竖向安装于第一机构安装板的一侧,所述第一丝杆螺母滑动安装于第一滑槽之中,并能沿着第一滑槽升降;所述第一丝杆活动穿过第一丝杆螺母,并与第一丝杆螺母相螺纹配合;所述第一滑块安装于第一丝杆螺母的一侧,所述第一升降立板的下端与第一滑块相连接,第一升降立板的上端与第一升降推板相连接,所述第一升降推板用于在第一步进电机的驱动下,推动第二片材料仓中的片材升降。
10.优选地,所述第二片材料仓包括第二“u”型底板,第二“u”型底板的四角之上分别安装有第二限位围板,第二“u”型底板的一侧安装有第二料仓立板,所述第二料仓立板之上安装有用于感应是否吸起片材的第二感应器。进一步,所述第二片材步进升降机构包括第二机构安装板、第二步进电机、第二丝杆、第二丝杆螺母、第二滑槽、第二滑块、第二升降立板和第二升降推板;所述第二机构安装板竖向安装于第二“u”型底板的下侧,所述第二步进电机安装于第二机构安装板的下端,所述第二步进电机的动力输出端往上伸出并连接第二丝杆;所述第二滑槽竖向安装于第二机构安装板的一侧,所述第二丝杆螺母滑动安装于第二滑槽之中,并能沿着第二滑槽升降;所述第二丝杆活动穿过第二丝杆螺母,并与第二丝杆螺母相螺纹配合;所述第二滑块安装于第二丝杆螺母的一侧,所述第二升降立板的下端与第二滑块相连接,第二升降立板的上端与第二升降推板相连接,所述第二升降推板用于在第二步进电机的驱动下,推动第二片材料仓中的片材升降。
11.优选地,所述旋转机构包括定位座、旋转气缸及旋转盘,所述旋转气缸安装于定位座的下端,所述旋转盘活动安装于定位座的上端,所述旋转气缸的动力输出端连接旋转盘,所述旋转气缸能驱动旋转盘正向或反向旋转一设定角度。
12.优选地,所述升降机构包括一定位平板、一升降平板、四根导杆、四个导套、一升降气缸、一气缸固定架;所述定位平板安装于旋转盘之上,所述四根导杆的下端分别与定位平板的四角位置相固定,所述四个导套分别安装于升降平板的四角位置,所述四根导杆的上端分别滑动穿过相对应的导套;所述气缸固定架的下端与定位平板的一侧相固定,气缸固定架的上端与升降气缸相固定,升降气缸的气缸杆连接升降平板的中部。进一步,所述气缸固定架包括气缸固定立板和气缸固定横板,所述气缸固定立板的下端与定位平板的一侧相固定,气缸固定立板的上端与气缸固定横板的一端相固定,所述气缸固定横板的另一端下侧安装所述的升降气缸。
13.优选地,所述第一送料臂一体连接于升降平板的一侧,所述第二送料臂一体连接于升降平板的另一侧,第一送料臂与第二送料臂之间的夹角为90度,所述旋转气缸正向或反向旋转的角度为90度。
14.优选地,所述第一吸附机构包括一第一吸盘管固定架及若干根第一吸盘管,所述
若干根第一吸盘管分别安装于第一吸盘管固定架之上,若干根第一吸盘管的下端分别安装有第一吸盘,各个第一吸盘的高度相互平齐,所述第一吸盘管固定架的一侧还安装有用于感应片材的第三感应器;所述第二吸附机构包括一第二吸盘管固定架及若干根第二吸盘管,所述若干根第二吸盘管分别安装于第二吸盘管固定架之上,若干根第二吸盘管的下端分别安装有第二吸盘,各个第二吸盘的高度相互平齐,所述第二吸盘管固定架的一侧还安装有用于感应片材的第四感应器。
15.本实用新型的有益效果是:其一、由于第一片材料仓的下侧安装有第一片材步进升降机构,能够带动第一片材料仓内的片材步进升降,与此同时,由于第二片材料仓的下侧安装有第二片材步进升降机构,能够带动第二片材料仓内的片材步进升降,因此,第一片材料仓和第二片材料仓内能够叠放存储较多的片材,并且片材均能步进上升,不影响机械臂取料,无需频繁地往片材料仓中添加片材;其二、由于本实用新型设置有两套片材供料装置,且片材送料装置安装于第一片材供料装置及第二片材供料装置之间,能够同时将第一片材供料装置及第二片材供料装置中的片材送至设定的区域,这样使得本实用新型与传统机械臂相比,送料效率增加一倍,送料效率高;其三、本实用新型的片材送料装置包括旋转机构、升降机构、第一送料臂、第二送料臂、第一吸附机构和第二吸附机构;旋转机构能够驱动第一送料臂和第二送料臂正向或反向旋转一设定角度,升降机构能够驱动第一送料臂和第二送料臂升降,第一吸附机构或第二吸附机构能够吸起第一片材料仓或第二片材料仓内的片材, 并在旋转机构和升降机构的配合下,将第一片材料仓或第二片材料仓中的片材逐一送至设定的区域,其旋转、升降、吸附过程自动化程度高、速度快、准确性高。
附图说明
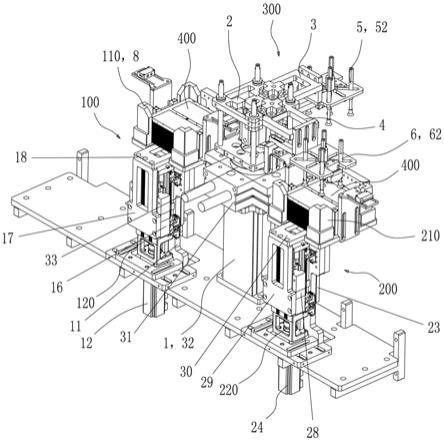
16.图1为本实用新型的整体结构示意图之一。
17.图2为本实用新型的整体结构示意图之二。
18.图3为本实用新型对第一片材步进升降机构和第二片材步进升降机构进行分散的结构示意图。
具体实施方式
19.下面结合附图对本实用新型的结构原理和工作原理作进一步详细说明。
20.如图1-图3所示,一种精密激光切割机的片材送料系统,包括:
21.第一片材供料装置100,包括第一片材料仓110和第一片材步进升降机构120,所述第一片材料仓110内用于叠放待加工的片材400,第一片材料仓110的上端开空;所述第一片材步进升降机构120安装于第一片材料仓110的下侧,用于带动第一片材料仓110内的片材400步进升降;
22.第二片材供料装置200,包括第二片材料仓210和第二片材步进升降机构220,所述第二片材料仓210内用于叠放待加工的片材400,第二片材料仓210的上端开空;所述第二片材步进升降机构220安装于第二片材料仓210的下侧,用于带动第二片材料仓210内的片材400步进升降;
23.及片材送料装置300,安装于第一片材供料装置100及第二片材供料装置200之间,片材送料装置300包括旋转机构1、升降机构2、第一送料臂3、第二送料臂4、第一吸附机构5
和第二吸附机构6;所述升降机构2安装于旋转机构1之上,所述第一送料臂3和第二送料臂4设置于升降机构2上,所述旋转机构1用于驱动第一送料臂3和第二送料臂4正向或反向旋转一设定角度,所述升降机构2用于驱动第一送料臂3和第二送料臂4升降;所述第一吸附机构5安装于第一送料臂3之上,第一吸附机构5与第一片材料仓110相对应,用于吸起第一片材料仓110内的片材400,并在旋转机构1和升降机构2的配合下,将第一片材料仓110中的片材400逐一送至设定的区域;所述第二吸附装置6安装于第二送料臂4之上,第二吸附机构6与第二片材料仓210相对应,用于吸起第二片材料仓210内的片材400,并在旋转机构1和升降机构2的配合下,将第二片材料仓210中的片材400逐一送至设定的区域。图1中第一吸附机构所处的位置为设定的区域。
24.如图1-图3所示,所述第一片材料仓110包括第一“u”型底板7,第一“u”型底板7的四角之上分别安装有第一限位围板8,第一“u”型底板7的一侧安装有第一料仓立板9,所述第一料仓立板9之上安装有用于感应是否吸起片材400的第一感应器10。所述第一片材步进升降机构110包括第一机构安装板11、第一步进电机12、第一丝杆13、第一丝杆螺母14、第一滑槽15、第一滑块16、第一升降立板17和第一升降推板18;所述第一机构安装板11竖向安装于第一“u”型底板7的下侧,所述第一步进电机12安装于第一机构安装板11的下端,所述第一步进电机12的动力输出端往上伸出并连接第一丝杆13;所述第一滑槽15竖向安装于第一机构安装板11的一侧,所述第一丝杆螺母14滑动安装于第一滑槽15之中,并能沿着第一滑槽15升降;所述第一丝杆13活动穿过第一丝杆螺母14,并与第一丝杆螺母15相螺纹配合;所述第一滑块16安装于第一丝杆螺母15的一侧,所述第一升降立板17的下端与第一滑块16相连接,第一升降立板17的上端与第一升降推板18相连接,所述第一升降推板18用于在第一步进电机12的驱动下,推动第一片材料仓110中的片材400升降。第一升降推板18在升降时,会通过第一“u”型底板7的中部。
25.如图1-图3所示,所述第二片材料仓220包括第二“u”型底板19,第二“u”型底板19的四角之上分别安装有第二限位围板20,第二“u”型底板19的一侧安装有第二料仓立板21,所述第二料仓立板21之上安装有用于感应是否吸起片材400的第二感应器22。所述第二片材步进升降机构210包括第二机构安装板23、第二步进电机24、第二丝杆25、第二丝杆螺母26、第二滑槽27、第二滑块28、第二升降立板29和第二升降推板30;所述第二机构安装板23竖向安装于第二“u”型底板19的下侧,所述第二步进电机24安装于第二机构安装板23的下端,所述第二步进电机24的动力输出端往上伸出并连接第二丝杆25;所述第二滑槽27竖向安装于第二机构安装板23的一侧,所述第二丝杆螺母26滑动安装于第二滑槽27之中,并能沿着第二滑槽27升降;所述第二丝杆25活动穿过第二丝杆螺母26,并与第二丝杆螺母26相螺纹配合;所述第二滑块28安装于第二丝杆螺母26的一侧,所述第二升降立板29的下端与第二滑块28相连接,第二升降立板29的上端与第二升降推板30相连接,所述第二升降推板30用于在第二步进电机24的驱动下,推动第二片材料仓210中的片材400升降。第二升降推板30在升降时,会通过第一“u”型底板19的中部。
26.如图1-图3所示,所述旋转机构1包括定位座31、旋转气缸32及旋转盘33,所述旋转气缸32安装于定位座31的下端,所述旋转盘33活动安装于定位座31的上端,所述旋转气缸32的动力输出端连接旋转盘33,所述旋转气缸32能驱动旋转盘33正向或反向旋转一设定角度。
27.如图1-图3所示,所述升降机构2包括一定位平板34、一升降平板35、四根导杆36、四个导套37、一升降气缸38、一气缸固定架39;所述定位平板34安装于旋转盘33之上,所述四根导杆36的下端分别与定位平板34的四角位置相固定,所述四个导套37分别安装于升降平板35的四角位置,所述四根导杆36的上端分别滑动穿过相对应的导套37;所述气缸固定架39的下端与定位平板34的一侧相固定,气缸固定架39的上端与升降气缸38相固定,升降气缸38的气缸杆连接升降平板34的中部。所述气缸固定架39包括气缸固定立板391和气缸固定横板392,所述气缸固定立板391的下端与定位平板34的一侧相固定,气缸固定立板391的上端与气缸固定横板392的一端相固定,所述气缸固定横板392的另一端下侧安装所述的升降气缸38。
28.如图1-图3所示,所述第一送料臂3一体连接于升降平板25的一侧,所述第二送料臂4一体连接于升降平板25的另一侧,第一送料臂3与第二送料臂4之间的夹角为90度,所述旋转气缸32正向或反向旋转的角度为90度。所述第一吸附机构5包括一第一吸盘管固定架51及若干根第一吸盘管52,所述若干根第一吸盘管52分别安装于第一吸盘管固定架51之上,若干根第一吸盘管52的下端分别安装有第一吸盘53,各个第一吸盘53的高度相互平齐,所述第一吸盘管固定架51的一侧还安装有用于感应片材400的第三感应器54;所述第二吸附机构6包括一第二吸盘管固定架61及若干根第二吸盘管62,所述若干根第二吸盘管62分别安装于第二吸盘管固定架61之上,若干根第二吸盘管62的下端分别安装有第二吸盘63,各个第二吸盘63的高度相互平齐,所述第二吸盘管固定架61的一侧还安装有用于感应片材400的第四感应器64。
29.本实用新型在工作时,首先将第一片材供料装置和第二片材供料装置复位,并装满叠放的片材;然后,片材送料装置的升降机构带动第一送料臂和第二送料臂上升,旋转机构带动第一送料臂和第二送料臂正向旋转一设定角度,优选为90度,即逆时针旋转一设定角度,此时,与第一送料臂连接的第一吸附机构到达第一片材供料装置的上方,与第二送料臂连接的第二吸附机构到达设定的区域上方;接着,片材送料装置的升降机构带动第一送料臂和第二送料臂下降,第一吸附机构吸起一片片材;再接着,片材送料装置的升降机构带动第一送料臂和第二送料臂上升,旋转机构带动第一送料臂和第二送料臂反向旋转一设定角度,优选为90度,即顺时针旋转一设定角度,此时,与第一送料臂连接的第一吸附机构到达设定的区域上方,与第二送料臂连接的第二吸附机构到达第二片材供料装置的上方;再接着,片材送料装置的升降机构带动第一送料臂和第二送料臂下降,第一吸附机构松开对片材的吸附,第二吸附机构吸起一片片材;再接着,片材送料装置的升降机构带动第一送料臂和第二送料臂上升,旋转机构带动第一送料臂和第二送料臂正向旋转一设定角度,优选为90度,即逆时针旋转一设定角度,此时,与第一送料臂连接的第一吸附机构到达第一片材供料装置的上方,与第二送料臂连接的第二吸附机构到达设定的区域上方;最后,片材送料装置的升降机构带动第一送料臂和第二送料臂下降,第一吸附机构再次吸起一片片材,第二吸附机构松开对片材的吸附;如此重复,完成对各片片材的送料。在送料过程中,第一片材步进升降机构和第二片材步进升降机构带动片材步进上升,直至片材全部送完。
30.以上所述,仅是本实用新型较佳实施方式,凡是依据本实用新型的技术方案对以上的实施方式所作的任何细微修改、等同变化与修饰,均属于本实用新型技术方案的范围内。