1.本实用新型涉及钢结构焊接技术领域,尤其涉及大型特种钢结构焊接预热装置。
背景技术:
2.特种钢是在碳素钢里适量地加入一种或几种合金元素,使钢的组织结构发生变化,从而使钢具有各种不同的特殊性能。在对一些大型特种钢结构进行焊接时,为了避免焊接裂纹等缺陷的产生,通常需要用到预热装置也就是人工通过手持喷火器对大型特种钢结构的局部进行热传导或热辐射式预热过程。
3.但是现有的预热装置存在以下不足:一方面,现有的预热装置工作效率低,并且预热不均匀,降低了预热装置的预热效果,从而影响后续焊接的质量;另一方面,现有的预热装置在喷火加热的过程中容易产生烟雾并且烟雾中有可能会出现大量有毒气体,这样不仅会对工作环境造成严重的污染,而且更为重要的是还会严重危害工人的身体健康。因此,我们提出了一种大型特种钢结构焊接预热装置。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的大型特种钢结构焊接预热装置。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.大型特种钢结构焊接预热装置,包括底部外壁安装有四个带刹万向轮的龙门架和操作箱,所述操作箱内依次设有预热机构和过滤机构,所述预热机构包括通过螺栓固定在操作箱一侧内壁的伺服电机、通过联轴器与伺服电机输出轴连接的丝杠、螺接在丝杠上的滑块、通过螺栓固定在滑块底部外壁的喷火器和开设在操作箱底部内壁的滑道,所述滑块的外壁与滑道的内壁滑动连接,且丝杠的一端通过轴承与操作箱的一侧内壁连接,所述过滤机构包括通过螺栓固定在操作箱内壁的活性炭滤网和固定连通在操作箱顶部外壁的排气扇。
7.优选的,所述龙门架上设有升降机构,且升降机构包括通过螺栓固定在龙门架顶部外壁的推杆电机、固定在推杆电机输出端外壁的u型连接架、依次焊接在u型连接架两侧外壁的两个定位杆和依次开设在龙门架两侧内壁的两个定位槽。
8.优选的,所述u型连接架的底端外壁焊接在操作箱的顶部外壁,且两个定位杆的外壁分别与两个定位槽的内壁滑动连接。
9.优选的,所述龙门架的下部设有对称设置的两个夹持机构,且两个夹持机构均包括插设在龙门架下部的t型拉杆、焊接在t型拉杆一端外壁的夹持板和套设在t型拉杆上的弹簧。
10.优选的,所述弹簧的两端外壁分别焊接在夹持板的侧壁和龙门架的侧壁,且操作箱的正面铰接有密封箱门。
11.优选的,所述伺服电机通过导线连接有倒顺开关,且倒顺开关连接有电源线。
12.本实用新型的有益效果为:
13.1、设置有预热机构,通过伺服电机驱动丝杠转动,在滑道的限位下,螺接在丝杠上的滑块会在伺服电机的驱动下在水平方向上做往复运动,进而最终喷火器进行往复运动,这样能够提高预热装置的工作效率,能够使得预热更加均匀,能够提高预热装置的预热效果,从而提高后续焊接的质量;
14.2、设置有过滤机构,通过排气扇能够将预热过程中产生的烟雾以及有毒气体从滑道处吸至操作箱内,在活性炭滤网的超强吸附过滤下,烟雾中的颗粒物以及有毒气体会被充分过滤掉,这样不仅降低了烟雾对工作环境造成的污染,而且更为重要的是有利于工人的身体健康。
附图说明
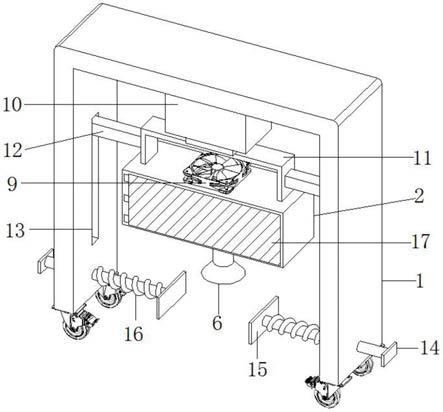
15.图1为本实用新型提出的大型特种钢结构焊接预热装置的整体立体结构示意图;
16.图2为本实用新型提出的大型特种钢结构焊接预热装置中操作箱的内部立体结构示意图;
17.图3为本实用新型提出的大型特种钢结构焊接预热装置中过滤机构的爆炸示意图。
18.图中:1龙门架、2操作箱、3伺服电机、4丝杠、5滑块、6喷火器、7滑道、8活性炭滤网、9排气扇、10推杆电机、11u型连接架、12定位杆、13定位槽、14t型拉杆、15夹持板、16弹簧、17密封箱门。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
20.参照图1-3,大型特种钢结构焊接预热装置,包括龙门架1、操作箱2、预热机构、过滤机构、升降机构和两个对称设置的夹持机构,所述龙门架1的底部安装有四个带刹万向轮,且操作箱2的正面铰接有密封箱门17,所述预热机构和过滤机构设置在操作箱2上,且过滤机构和升降机构设置在龙门架1上,所述预热机构由伺服电机3、丝杠4、滑块5、喷火器6和滑道7构成,所述伺服电机3通过螺栓固定在操作箱2的一侧内壁,且丝杠4通过联轴器与伺服电机3的输出轴同轴连接,所述伺服电机3通过导线连接有倒顺开关,且倒顺开关连接有电源线,所述滑块5螺接在丝杠4上,且喷火器6通过螺栓固定在滑块5的底部外壁,所述滑道7开设在操作箱2的底部内壁,且滑块5的外壁与滑道7的内壁滑动连接,所述丝杠4的一端通过轴承与操作箱2的一侧内壁连接,通过伺服电机3驱动丝杠4转动,在滑道7的限位下,螺接在丝杠4上的滑块5会在伺服电机3的驱动下在水平方向上做往复运动,进而最终喷火器6进行往复运动,这样能够提高预热装置的工作效率,能够使得预热更加均匀,能够提高预热装置的预热效果,从而提高后续焊接的质量;
21.所述过滤机构由活性炭滤网8和排气扇9构成,所述活性炭滤网8通过螺栓固定在操作箱2的内壁,且排气扇9固定连通在操作箱2的顶部外壁,通过排气扇9能够将预热过程中产生的烟雾以及有毒气体从滑道7处吸至操作箱2内,在活性炭滤网8的超强吸附过滤下,
烟雾中的颗粒物以及有毒气体会被充分过滤掉,这样不仅降低了烟雾对工作环境造成的污染,而且更为重要的是有利于工人的身体健康;
22.所述升降机构由推杆电机10、u型连接架11、两个定位杆12和两个定位槽13构成,所述推杆电机10通过螺栓固定在龙门架1的顶部外壁,且u型连接架11固定在推杆电机10的输出端外壁,两个所述定位杆12依次焊接在u型连接架11的两侧外壁,两个所述定位槽13依次开设在龙门架1的两侧内壁,u型连接架11的底端外壁焊接在操作箱2的顶部外壁,且两个定位杆12的外壁分别与两个定位槽13的内壁滑动连接,通过推杆电机10的输出轴带动u型连接架11在竖直方向上进行上下移动,并且两个定位杆12在两个定位槽13内滑动,这样能够根据大型特种钢材的放置高度对喷火器6的高度进行合理的调节;
23.两个所述夹持机构均由t型拉杆14、夹持板15和弹簧16构成,所述t型拉杆14插设在龙门架1的下部,且夹持板15焊接在t型拉杆14的一端外壁,所述弹簧16套设在t型拉杆14上,且弹簧16的两端外壁分别焊接在夹持板15的侧壁和龙门架1的侧壁,通过拉动两个t型拉杆14使得两个弹簧16发生弹性形变并且两个夹持板15相互远离,拉动到合适的距离后,松开两个t型拉杆14,在两个弹簧16弹力的作用下能够将不同宽度的大型特种钢材进行夹持固定,方便在预热完成后的焊接操作。
24.工作原理:首先通过四个带刹万向轮将整个装置移动到指定的位置进行固定,然后通过拉动两个t型拉杆14使得两个弹簧16发生弹性形变并且两个夹持板15相互远离,拉动到合适的距离后,松开两个t型拉杆14,在两个弹簧16弹力的作用下将不同宽度的大型特种钢材进行夹持固定,再然后通过推杆电机10的输出轴带动u型连接架11在竖直方向上进行上下移动,并且两个定位杆12在两个定位槽13内滑动将操作箱2下部的喷火器6调整合适的高度,接下来开始进行预热操作,通过伺服电机3驱动丝杠4转动,在滑道7的限位下,螺接在丝杠4上的滑块5会在伺服电机3的驱动下在水平方向上做往复运动,进而最终喷火器6进行往复运动进行均匀预热处理,在预热的过程中,通过排气扇9将预热过程中产生的烟雾以及有毒气体从滑道7处吸至操作箱2内,在活性炭滤网8的超强吸附过滤下,烟雾中的颗粒物以及有毒气体会被充分过滤掉,预热结束后即可进行焊接工作。
25.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
26.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
27.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。