1.本实用新型涉及汽车零部件生产设备技术领域,尤其涉及一种铝合金饰条侧立筋冲切工装。
背景技术:
2.汽车饰条中有一种截面为倒扣形状的铝合金饰条,根据安装结构需要,需要将其侧立筋的一部分去除。现有技术中,上述去除工序多采用铣削工艺,该方式存在以下缺陷:首先,需要机器人、电主轴及配套的冷却装置等,以保证铣刀正常工作,成本较高;其次,铣削加工易产生毛刺且金属碎屑会附着到饰条上,需要打磨清理,增加了一道处理工序,加工工序繁琐;最后,铣削加工的生产周期相对较长,生产效率较低,在自动化生产中容易成为瓶颈工序。
技术实现要素:
3.本实用新型旨在解决现有技术的不足,而提供一种铝合金饰条侧立筋冲切工装。
4.本实用新型为实现上述目的,采用以下技术方案:
5.一种铝合金饰条侧立筋冲切工装,包括:
6.支撑结构,支撑结构包括支撑板,支撑板上固设有支撑块;
7.压料结构,压料结构包括用于支撑饰条的多个撑料块,撑料块与支撑板或支撑块固定连接,撑料块上方设有压料块,压料块由伸缩驱动装置一驱动升降;
8.冲切执行结构,冲切执行结构包括伸缩驱动装置二,伸缩驱动装置二的一端与支撑结构固定连接且另一端连有滑板,滑板与支撑板滑动连接,滑板顶部设有凸模,凸模位于饰条冲切位置的下方。
9.进一步的,支撑板倾斜设置。
10.进一步的,撑料块包括两个用于从斜下方承托饰条侧立筋的凹模,两个凹模与支撑板和/或支撑块固定连接且分别位于凸模的两侧,饰条冲切位置的下方还设有凸撑料块,凸撑料块顶面与饰条内表面仿形设置,凸撑料块与支撑板固定连接,凸撑料块分为两段且两段分别位于凸模的两侧。
11.进一步的,伸缩驱动装置一和伸缩驱动装置二为气缸、电缸、液压缸中的一种或两种。
12.进一步的,压料块两侧各设有一组导向板,导向板与支撑板固定连接。
13.进一步的,压料块底部与饰条顶面形状仿形设置。
14.进一步的,伸缩驱动装置二的活塞杆与支撑块固定连接,伸缩驱动装置二的的缸体通过限位筋与滑板相连。
15.进一步的,凸模顶面与饰条内表面仿形设置。
16.进一步的,支撑板上设有便于切下的废料滑落的落料口,落料口位于凸模与支撑块之间。
17.本实用新型的有益效果是:本实用新型结构简单,仅需一个油缸提供冲切力,成本较低;冲切质量较好,不会产生毛刺和金属碎屑,减少了打磨清理环节,简化了工序;加工时间较短,仅需2到3秒即可完成,提高了生产效率,降低了设备整体的加工生产循环时间。
附图说明
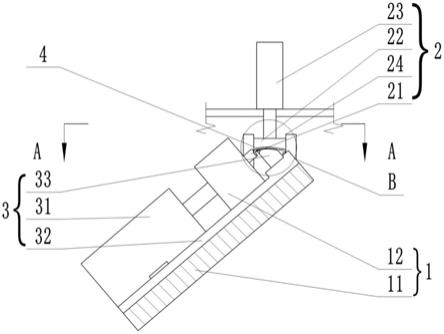
18.图1为本实用新型的主视示意图;
19.图2为图1中a-a处的剖视图;
20.图3为图1中b处的放大图;
21.图中:1-支撑结构;11-支撑板;12-支撑块;2-压料结构;21-撑料块;211-凹模;212-凸撑料块;22-压料块;23-伸缩驱动装置一;24-导向板;3-冲切执行结构;31-伸缩驱动装置二;32-滑板;33-凸模;4-饰条;
22.以下将结合本实用新型的实施例参照附图进行详细叙述。
具体实施方式
23.下面结合附图和实施例对本实用新型作进一步说明:
24.如图所示,本实施例包括:
25.支撑结构1,支撑结构1包括倾斜设置的支撑板11,支撑板11上固设有支撑块12;
26.压料结构2,压料结构2包括用于支撑饰条4的多个撑料块21,撑料块21包括两个用于从斜下方承托饰条4侧立筋的凹模211,两个凹模211与支撑板11和/或支撑块12固定连接且分别位于凸模33的两侧,同时,还可将两个凹模211合并为一体,但需在其中部设置便于凸模33活动的凹槽;饰条4冲切位置的下方还设有凸撑料块212,凸撑料块212顶面与饰条4内表面仿形设置,凸撑料块212与支撑板11固定连接;撑料块21上方设有压料块22,压料块22底部与饰条4顶面形状仿形设置,压料块22由伸缩驱动装置一23驱动升降,伸缩驱动装置一23为气缸,气缸的缸体固定在上方固定支撑结构上,气缸的活塞杆与压料块22相连;压料块22两侧各设有一组导向板24,导向板24与支撑板11固定连接;
27.冲切执行结构3,冲切执行结构3包括伸缩驱动装置二31,伸缩驱动装置二31为油缸,油缸的活塞杆与支撑块12固定连接,伸缩驱动装置二31的的缸体通过限位筋连有滑板32,滑板32与支撑板11滑动连接,滑板32顶部设有凸模33,凸模33位于饰条4冲切位置的下方,凸模33顶面与饰条4内表面仿形设置,凸撑料块212分为两段且两段分别位于凸模33的两侧;支撑板11上设有便于切下的废料滑落的落料口,落料口位于凸模33与支撑块12之间;位于支撑块12上的凹模211分为两段且两段分别位于凸模33两侧,以便凸模33动作时不会与凹模211发生干涉(两个凹模211一体设置时,凹槽可避免凸模33与凹模211发生干涉)。
28.初始状态下,伸缩驱动装置一23和伸缩驱动装置二31为均为缩回状态,使用时,首先将待加工的饰条4置于内侧支撑上,饰条4的侧立筋搭在凹模211上,饰条4底面与凸撑料块212顶面贴合,伸缩驱动装置一23顶出带动压料块22沿导向板24下降,与撑料块21配合将饰条4夹紧,夹紧后伸缩驱动装置二31顶出,通过滑板32带动凸模33向斜下方移动,凸模33与凹模211配合从而实现对饰条4侧立筋的冲切,切下的废料通过落料口落至支撑板11的下方,之后伸缩驱动装置一23和伸缩驱动装置二31复位,一个工作循环完毕。
29.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受
上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进直接应用于其它场合的,均在本实用新型的保护范围之内。
技术特征:
1.一种铝合金饰条侧立筋冲切工装,其特征在于,包括:支撑结构(1),支撑结构(1)包括支撑板(11),支撑板(11)上固设有支撑块(12);压料结构(2),压料结构(2)包括用于支撑饰条(4)的多个撑料块(21),撑料块(21)与支撑板(11)或支撑块(12)固定连接,撑料块(21)上方设有压料块(22),压料块(22)由伸缩驱动装置一(23)驱动升降;冲切执行结构(3),冲切执行结构(3)包括伸缩驱动装置二(31),伸缩驱动装置二(31)的一端与支撑结构(1)固定连接且另一端连有滑板(32),滑板(32)与支撑板(11)滑动连接,滑板(32)顶部设有凸模(33),凸模(33)位于饰条(4)冲切位置的下方。2.根据权利要求1所述的铝合金饰条侧立筋冲切工装,其特征在于,支撑板(11)倾斜设置。3.根据权利要求1所述的铝合金饰条侧立筋冲切工装,其特征在于,撑料块(21)包括两个用于从斜下方承托饰条(4)侧立筋的凹模(211),两个凹模(211)与支撑板(11)和/或支撑块(12)固定连接且分别位于凸模(33)的两侧,饰条(4)冲切位置的下方还设有凸撑料块(212),凸撑料块(212)顶面与饰条(4)内表面仿形设置,凸撑料块(212)与支撑板(11)固定连接,凸撑料块(212)分为两段且两段分别位于凸模(33)的两侧。4.根据权利要求1所述的铝合金饰条侧立筋冲切工装,其特征在于,伸缩驱动装置一(23)和伸缩驱动装置二(31)为气缸、电缸、液压缸中的一种或两种。5.根据权利要求1所述的铝合金饰条侧立筋冲切工装,其特征在于,压料块(22)两侧各设有一组导向板(24),导向板(24)与支撑板(11)固定连接。6.根据权利要求1所述的铝合金饰条侧立筋冲切工装,其特征在于,压料块(22)底部与饰条(4)顶面形状仿形设置。7.根据权利要求1所述的铝合金饰条侧立筋冲切工装,其特征在于,伸缩驱动装置二(31)的活塞杆与支撑块(12)固定连接,伸缩驱动装置二(31)的缸体通过限位筋与滑板(32)相连。8.根据权利要求1所述的铝合金饰条侧立筋冲切工装,其特征在于,凸模(33)顶面与饰条(4)内表面仿形设置。9.根据权利要求1所述的铝合金饰条侧立筋冲切工装,其特征在于,支撑板(11)上设有便于切下的废料滑落的落料口,落料口位于凸模(33)与支撑块(12)之间。10.根据权利要求1所述的铝合金饰条侧立筋冲切工装,其特征在于,撑料块(21)包括用于从斜下方承托饰条(4)侧立筋的凹模(211),凹模(211)与支撑板(11)和/或支撑块(12)固定连接且中部与凸模(33)配合设有凹槽,饰条(4)冲切位置的下方还设有凸撑料块(212),凸撑料块(212)顶面与饰条(4)内表面仿形设置,凸撑料块(212)与支撑板(11)固定连接,凸撑料块(212)分为两段且两段分别位于凸模(33)的两侧。
技术总结
本实用新型是一种铝合金饰条侧立筋冲切工装,包括:支撑结构,支撑结构包括支撑板,支撑板上固设有支撑块;压料块结构,压料块结构包括用于支撑饰条的多个撑料块,撑料块与支撑板或支撑块固定连接,撑料块上方设有压料块,压料块由伸缩驱动装置一驱动升降;冲切执行结构,冲切执行结构包括伸缩驱动装置二,伸缩驱动装置二的一端与支撑结构固定连接且另一端连有滑板,滑板顶部设有凸模。本实用新型结构简单,仅需一个油缸提供冲切力,成本较低;冲切质量较好,不会产生毛刺和金属碎屑,减少了打磨清理环节,简化了工序;加工时间较短,仅需2到3秒即可完成,提高了生产效率,降低了设备整体的加工生产循环时间。体的加工生产循环时间。体的加工生产循环时间。
技术研发人员:ꢀ(74)专利代理机构
受保护的技术使用者:秦皇岛方华埃西姆机械有限公司
技术研发日:2021.08.30
技术公布日:2022/2/11