1.本实用新型属于油管生产技术领域,具体涉及一种用于油管生产的定长切割装置。
背景技术:
2.随着科技的发展与进步,人们对事物的要求也从能用就好的老旧思维,变得相当细腻,唯有不断进步或创新的构想,产生新的形态以提高产品的附加价值,才能在市场竞争激烈的考验下生存。油管是在钻探完成后将原油和天然气从油气层运输到地表的管道,它用以承受开采过程中产生的压力。
3.在油管生产过程中会对油管进行切割以适配不同的安装需求,但是现有技术中切割装置的切割方式多为人工装夹上料,然后人力下压切割装置来达到切割目的,在需大批量的进行相同长度的油管的切割时,效率低下;切割后的长度难以保持一致;而且为适应使用,人力切割使用的切割装置多直接摆放在地上,这就导致没有很好的对切屑进行处理的方式,影响工作环境和使用者的健康。
技术实现要素:
4.针对上述背景技术所提出的问题,本实用新型的目的是:旨在提供一种用于油管生产的定长切割装置。
5.为实现上述技术目的,本实用新型采用的技术方案如下:
6.一种用于油管生产的定长切割装置,包括工作台,所述工作台底部连接有四根支撑脚,其中两根所述支撑脚之间连接有横支撑杆,所述横支撑杆设有滑槽,所述滑槽滑动连接有支架,所述横支撑杆连接有接渣斗,所述接渣斗连接于所述工作台,所述工作台安装有控制台,所述工作台安装有两个夹紧气缸,两个所述夹紧气缸输出端连接有夹块,所述工作台开设有位于两个所述夹紧气缸之间的切口槽,所述接渣斗的输入端正对所述切口槽下侧,所述工作台安装有位置对应所述夹块的第一挡板,所述工作台安装有位置调节气缸,所述位置调节气缸输出端连接有伸缩气缸,所述伸缩气缸输出端连接有l型挡块,所述伸缩气缸底部安装有安装板,所述安装板安装有位置对应所述l型挡块的第二挡板,所述第二挡板安装有接近开关,所述安装板安装有导料板,所述支架安装有电动伸缩杆,所述电动伸缩杆输出端铰接连接有切割装置,所述支架安装有安装台,所述安装台与所述切割装置铰接。
7.进一步限定,所述滑槽为t型滑槽,这样的设计,与所述支架的滑动更稳定,所述支架的滑动不会发生偏移。
8.进一步限定,所述工作台刻画有刻度线,所述刻度线位于所述位置调节气缸侧边,这样的设计,便于快速的确定伸缩气缸的行程极限位置,找位快速。
9.进一步限定,所述夹块为v型夹块,这样的设计,适用于油管这类管状物品的稳定夹持。
10.进一步限定,所述工作台设有与所述夹块和所述安装板滑动匹配的导轨,这样的
设计,所述夹块和所述安装板的滑动稳定。
11.采用本实用新型的有益效果:
12.本实用新型实现了对油管的自动切割,相对于人工切割犯错率低,切割质量一致性强,节省了人力成本;
13.在本实用新型前端增添自动上料设备,能实现对油管的全自动的定长切割,效率高,适应于流水化生产;
14.本实用新型切槽口和接渣斗的相互配合,能对切屑起到收集作用,从而保护工作环境和使用者的健康。
附图说明
15.本实用新型可以通过附图给出的非限定性实施例进一步说明;
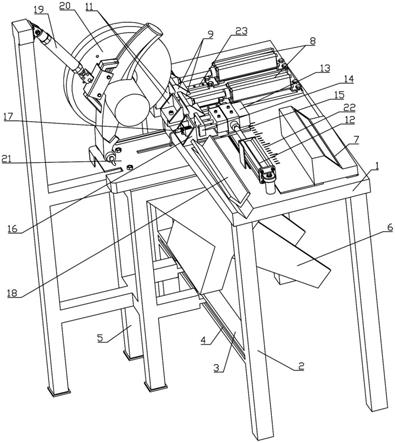
16.图1为本实用新型一种用于油管生产的定长切割装置实施例的结构示意图;
17.图2为本实用新型一种用于油管生产的定长切割装置实施例的结构示意图;
18.主要元件符号说明如下:
19.工作台1、支撑脚2、横支撑杆3、滑槽4、支架5、接渣斗6、控制台7、夹紧气缸8、夹块9、切口槽10、第一挡板11、位置调节气缸12、伸缩气缸13、l型挡块14、安装板15、第二挡板16、接近开关17、导料板18、电动伸缩杆19、切割装置20、安装台21、刻度线22、导轨23、
具体实施方式
20.为了使本领域的技术人员可以更好地理解本实用新型,下面结合附图和实施例对本实用新型技术方案进一步说明。
21.如图1、图2所示,本实用新型的一种用于油管生产的定长切割装置,包括工作台1,工作台1底部连接有四根支撑脚2,其中两根支撑脚2之间连接有横支撑杆3,横支撑杆3设有滑槽4,滑槽4滑动连接有支架5,横支撑杆3连接有接渣斗6,接渣斗6连接于工作台1,工作台1安装有控制台7,工作台1安装有两个夹紧气缸8,两个夹紧气缸8输出端连接有夹块9,工作台1开设有位于两个夹紧气缸8之间的切口槽10,接渣斗6的输入端正对切口槽10下侧,工作台1安装有位置对应夹块9的第一挡板11,工作台1安装有位置调节气缸12,位置调节气缸12输出端连接有伸缩气缸13,伸缩气缸13输出端连接有l型挡块14,伸缩气缸13底部安装有安装板15,安装板15安装有位置对应l型挡块14的第二挡板16,第二挡板16安装有接近开关17,安装板15安装有导料板18,支架5安装有电动伸缩杆19,电动伸缩杆19输出端铰接连接有切割装置20,支架5安装有安装台21,安装台21与切割装置20铰接。
22.本实施案例中,在使用一种用于油管生产的定长切割装置的时候,根据油管需切割的长度调节位置调节气缸12的行程,使l型挡板14与切割装置20输出端之间的长度距离为油管切割后的长度尺寸;位置调节完毕后,人工或选择自动上料设备将油管从工作台1侧边送入夹块9与第一挡板11之间,直至与l型挡块14接触,然后启动夹紧气缸8夹紧,并启动切割装置20进行切割即可,反复操作,只要l型挡块14位置不变,切割长度不变,达到定长切割的目的;优选使用自动上料设备实现全自动化的切割,具体步骤为:自动上料设备将油管从工作台1侧边送入夹块9与第一挡板11之间,直至接近开关17感应到油管时,控制台7控制夹紧气缸8运行,配合第一挡板11对油管进行夹紧,切割装置20启动,此处需说明的是,切割
装置20的启动必在伸缩气缸13处于伸出的状态下,然后控制电动伸缩杆19运行,使铰接于安装台21的切割装置20对油管完成切割,切割完毕后,电动伸缩杆19返回,伸缩气缸13收回l型挡块14,自动上料设备运行,将下一段需切割的油管送入到接近开关17感应位置,则上一段被切割的油管会被顶在导料板18上,流入下一工序,伸缩气缸13伸出l型挡块14,自动上料设备再运行一小段时间,保证油管与l型挡块14接触,即保证切割长度的准确性,夹紧气缸8运行夹紧,再启动切割装置20,配合控制电动伸缩杆19实现切割;支架5与横支撑杆3滑动匹配的安装方式,便于对切割装置20的位置进行调节,加强适用性。
23.优选滑槽4为t型滑槽,这样的设计,与支架5的滑动更稳定,支架5的滑动不会发生偏移,实际上,也可根据具体情况考虑滑槽4的形状。
24.优选工作台1刻画有刻度线22,刻度线22位于位置调节气缸12侧边,这样的设计,便于快速的确定伸缩气缸13的行程极限位置,找位快速,实际上,也可根据具体情况考虑找位快速的方法。
25.优选夹块9为v型夹块,这样的设计,适用于油管这类管状物品的稳定夹持,实际上,也可根据具体情况考虑夹块9的选取。
26.优选工作台1设有与夹块9和安装板15滑动匹配的导轨23,这样的设计,夹块9和安装板15的滑动稳定,实际上,也可根据具体情况考虑夹块9和安装板15的滑动稳定的措施。
27.上述实施例仅示例性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。