1.本实用新型涉及加工领域,尤其涉及一种标准节框板自动冲压生产线。
背景技术:
2.目前,冲压是靠第一压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法。冲压和锻造同属塑性加工,合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。全世界的钢材中,有60~70%是板材,其中大部分经过冲压制成成品。汽车的车身、底盘、油箱、散热器片,锅炉的汽包,容器的壳体,电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。
3.现有的标准节框板的加工工艺存在以下缺陷:
4.原标准节框板的生产加工工艺是:先冲孔再进行落料切断后,换工位以孔定位来冲压成型,再换工位冲圆孔。这样工作效率不够高、耗费人力物力,成本比较大。
技术实现要素:
5.为了克服现有技术的不足,本实用新型的目的之一在于提供一种标准节框板自动冲压生产线,其能解决效率低、成本高的问题。
6.本实用新型的目的之一采用如下技术方案实现:
7.一种标准节框板自动冲压生产线,用于制作标准节框板,包括压料托料装置、伺服整平送料机、第一压力机、成型机、精准定位平台、第二压力机,所述压料托料装置包括压料臂、托料臂、料架、支撑件,所述料架安装于所述支撑件的端部,所述伺服整平送料机设置有折料臂;所述第一压力机设置有工作台、落料定位装置;所述成型机的侧部设置有翻转平台、与的配合运作的第一机械手;所述伺服整平送料机位于所述压料托料装置和所述第一压力机之间,所述伺服整平送料机的输入端与所述料架衔接,所述伺服整平送料机的输出端与所述第一压力机的输入端衔接,所述落料定位装置与所述第一机械手衔接,所述成型机设置于所述翻转平台和所述精准定位平台之间,所述精准定位平台设置于所述第二压力机和所述成型机之间。
8.进一步地,所述落料定位装置设置于所述第一压力机和所述翻转平台之间。
9.进一步地,所述翻转平台和所述精准定位平台处于同一高度。
10.进一步地,所述精准定位平台设置有第二机械手。
11.进一步地,所述第一机械手位于所述翻转平台的下侧。
12.进一步地,所述支撑件位于所述压料臂和所述托料臂之间。
13.进一步地,所述托料臂呈圆弧状。
14.进一步地,所述伺服整平送料机的输出端设置有若干个滚轮。
15.进一步地,所述料架呈圆柱状。
16.相比现有技术,本实用新型的有益效果在于:
17.所述料架安装于所述支撑件的端部,所述伺服整平送料机设置有折料臂;所述第一压力机设置有工作台、落料定位装置;所述成型机的侧部设置有翻转平台、与的配合运作的第一机械手;所述伺服整平送料机位于所述压料托料装置和所述第一压力机之间,所述伺服整平送料机的输入端与所述料架衔接,所述伺服整平送料机的输出端与所述第一压力机的输入端衔接,所述落料定位装置与所述第一机械手衔接,所述成型机设置于所述翻转平台和所述精准定位平台之间,所述精准定位平台设置于所述第二压力机和所述成型机之间。采用压料托料装置、伺服整平送料机、第一压力机、成型机、精准定位平台、第二压力机的配合进行加工,一次冲压成型生产线实现了一次成型,使框板的尺寸精度更加精准,提高了生产效率,具有稳定的产品质量以及规模,同样的生产条件下降低的单件生产成本。
18.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,而可依照说明书的内容予以实施,并且为了让本实用新型的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
附图说明
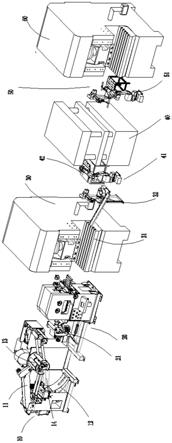
19.图1为本实用新型标准节框板自动冲压生产线中一较佳实施例的立体图;
20.图2为标准节框板的侧视图。
21.图中:10、压料托料装置;11、压料臂;12、托料臂;13、料架;14、支撑件;20、伺服整平送料机;21、折料臂;30、第一压力机;31、工作台;32、落料定位装置;40、成型机;41、翻转平台;42、第一机械手;50、精准定位平台;51、第二机械手;60、第二压力机;200、标准节框板。
具体实施方式
22.下面,结合附图以及具体实施方式,对本实用新型做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
23.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
24.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
25.请参阅图1-2,一种标准节框板自动冲压生产线,用于制作标准节框板200,包括压料托料装置10、伺服整平送料机20、第一压力机30、成型机40、精准定位平台50、第二压力机60,所述压料托料装置10包括压料臂11、托料臂12、料架13、支撑件14,所述料架13安装于所述支撑件14的端部,所述伺服整平送料机20设置有折料臂21;所述第一压力机30设置有工作台31、落料定位装置32;所述成型机40的侧部设置有翻转平台41、与的配合运作的第一机
械手42;所述伺服整平送料机20位于所述压料托料装置10和所述第一压力机30之间,所述伺服整平送料机20的输入端与所述料架13衔接,所述伺服整平送料机20的输出端与所述第一压力机30的输入端衔接,所述落料定位装置32与所述第一机械手42衔接,所述成型机40设置于所述翻转平台41和所述精准定位平台50之间,所述精准定位平台50设置于所述第二压力机60和所述成型机40之间。采用压料托料装置10、伺服整平送料机20、第一压力机30、成型机40、精准定位平台50、第二压力机60的配合进行加工,一次冲压成型生产线实现了一次成型,使框板的尺寸精度更加精准,提高了生产效率,具有稳定的产品质量以及规模,同样的生产条件下降低的单件生产成本。
26.具体的,原材料放置在料架13上,转动料架13使卷料通过托料臂12进入伺服整平送料机20,再送入第一压力机30工作台面,通过第一压力机30上的模具进行冲2-φ29圆孔、φ13圆孔、2-13x4长孔并按照图纸的尺寸要求冲出相应的的长度尺寸,当切断后的框板落入落料定位装置32时,落料定位装置21会将框板推到边上,靠边进行一次粗定位,再由第一机械手42吸起框板通过孔定位将其放入翻转平台41,翻转平台41再翻转180
°
避开因冲孔产生的毛刺,再由第一机械手42吸起放置到成型机40上,并通过孔定位进行冲压成型,再由第二机械手51夹起放置到精准定位平台50上,另一端的第二机械手51再夹起放置到冲孔压力机上进行冲2-φ26圆孔,最后再由第二机械手51吸起放入料架13中。标准节框板自动化冲压生产线采用伺服系统,自动按照提前设定好的数值确定每次的进给长度。
27.优选的,所述落料定位装置32设置于所述第一压力机30和所述翻转平台41之间。所述翻转平台41和所述精准定位平台50处于同一高度。所述精准定位平台50设置有第二机械手51。所述第一机械手42位于所述翻转平台41的下侧。
28.具体的,将原材料放置在料架13上,放下压料臂11使压料轮压紧材料外圈,转动料架使材料缓慢进给,托料臂12上升托住材料,使材料送往伺服整平送料机20,利用伺服整平送料机20的折料臂21把料头折弯,让料头可以顺利进入伺服整平送料机20将材料调至平整,再送入第一压力机30工作台面,通过第一压力机30在同一工位实现多步工序一次完成,根据图纸要求一步冲出落料缺口并同时剪断出尺寸,最后冲压成型。自动冲压生产线采用伺服系统自动按照提前设定好的数值确定每次的进给长度。
29.优选的,所述支撑件14位于所述压料臂11和所述托料臂12之间。所述托料臂12呈圆弧状。所述伺服整平送料机20的输出端设置有若干个滚轮。所述料架13呈圆柱状。整个装置结构紧凑,结构新颖,设计巧妙,适用性强,便于推广。
30.上述实施方式仅为本实用新型的优选实施方式,不能以此来限定本实用新型保护的范围,本领域的技术人员在本实用新型的基础上所做的任何非实质性的变化及替换均属于本实用新型所要求保护的范围。