1.本发明涉及铝材加工技术领域,具体为一种收集式铝型材切割工艺。
背景技术:
2.铝材由铝和其它合金元素制造的制品,通常是先加工成铸造品、锻造品以及箔、板、带、管、棒、型材等后,再经冷弯、锯切、钻孔、拼装、上色等工序而制成,主要金属元素是铝,在加上一些合金元素,提高铝材的性能,铝材制品分类:轧延材、铸造材、非热处理型合金、纯铝合金、铝铜合金、铝锰合金、铝硅合金、铝镁合金、铝镁硅合金、铝锌镁合金、铝与其他元素合金,铝材加工工艺分类:铸造材、热处理型合金、非热处理型合金,铝材加工制品分类:轧延制品:片材、板材、卷片材、带材,挤型制品:管材、实心棒材、型材,铸造制品:铸件,铝型材从诞生之初就备受市场欢迎,和传统型材相比:1.相同体积下铝型材重量轻,易于搬运,长距离运输更省运费,只是强度和刚度较传统型材稍差一点;2.传统型材需要焊接,而且需要技术好的焊工,焊接产生的内应力导致架体变形,而铝型材不需要有技术的焊工,只需要几种连接件,普通工人也能很快的组装,在使用过程中也不易变形;3.铝型材外观漂亮,本身自带防腐效果,不像传统型材需要喷漆做防腐处理。根据以上特点,工业自动化大量运用铝型材作为设备架体材料。而铝型材也和传统型材一样,标准出厂的铝型材比较长,在使用时需要进行切割。
3.目前的铝型材在进行切割过程中,需要对铝型材的切割渣料进行集中收集,一般是在工作台的切割工位下方安装废料斗,来接切割废料,然而这样的废料收集方式在连续切割工作过程中容易出现废料在漏斗口堵塞,从而影响废料收集的情况发生,不能实现通过在废料斗进行震荡设计,来确保废渣能够完全被震荡落入收集设备中,无法达到既快速又方便的进行废料收集集中收集的目的,同时现有的废料收集设备不能实现在收集过程中,直接对废料进行筛分处理,来收集出不同大小的废渣方便后期回收利用,从而无法达到节能环保的目的。
技术实现要素:
4.(一)解决的技术问题
5.针对现有技术的不足,本发明提供了一种收集式铝型材切割工艺,解决了现有的铝型材在进行切割过程中,需要对铝型材的切割渣料进行集中收集,一般是在工作台的切割工位下方安装废料斗,来接切割废料,然而这样的废料收集方式在连续切割工作过程中容易出现废料在漏斗口堵塞,从而影响废料收集的情况发生,不能实现通过在废料斗进行震荡设计,来确保废渣能够完全被震荡落入收集设备中,无法达到既快速又方便的进行废料收集集中收集的目的,同时现有的废料收集设备不能实现在收集过程中,直接对废料进行筛分处理,来收集出不同大小的废渣方便后期回收利用,从而无法达到节能环保目的的问题。
6.(二)技术方案
7.为实现以上目的,本发明通过以下技术方案予以实现:一种收集式铝型材切割工艺,具体包括以下步骤:
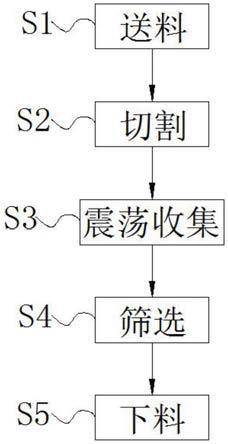
8.s1、送料:首先通过输送设备将待切割的铝型材输送至切割工位的工作台上,并通过工作台上的夹具将待切割的铝型材进行夹紧;
9.s2、切割:启动切割设备下刀,根据所需要切割要求对工作台上夹紧的铝型材进行切割;
10.s3、震荡收集:步骤s2切割产生的废渣会落入收集斗内,此时启动震荡机构对收集斗外顶,再配合缓冲复位组件,实现对收集斗的往复震荡处理;
11.s4、筛选:经过步骤s3的震荡,使废渣从收集斗中全部滑落至收集设备中,再通过收集设备中筛孔尺寸为50-100目的筛网进行筛选,然后将筛网上未筛选下来的废渣刮出,收集至另外一个收集箱内;
12.s5、下料:在对铝型材进行持续切割,并且进行持续收集废渣,当铝型材全部切割完成后,打开夹具,将切割完成后的铝型材通过输送设备输送至下一道加工工序进行加工。
13.优选的,所述步骤s3中的震荡机构包括震荡电机、震荡凸轮和与震荡凸轮相适配的弧形顶块,所述震荡电机通过固定件固定安装于切割设备的内部,且震荡电机的输出轴通过联轴器固定连接有传动轴,所述震荡凸轮固定安装于传动轴的外表面上,且弧形顶块固定安装于收集斗的一侧。
14.优选的,所述震荡电机的输出转速为60-70r/min。
15.优选的,所述震荡电机是采用型号为ml60-003-30dcb的伺服电机。
16.优选的,通过所述震荡电机带动震荡凸轮旋转,当所述震荡凸轮的长端旋转至收集斗位置时,震荡凸轮的长端会挤压弧形顶块,将收集斗外顶,而当所述震荡凸轮的长端远离收集斗时,则震荡凸轮的长端不与弧形顶块接触,此时弧形顶块会在缓冲复位组件的作用下复位。
17.优选的,所述步骤s3中的缓冲复位组件包括缓冲盒和t形缓冲杆,所述缓冲盒固定安装于切割设备上,而t形缓冲杆固定安装于收集斗上。
18.优选的,所述t形缓冲杆远离收集斗的一端贯穿缓冲盒并延伸至缓冲盒的内部,且t形缓冲杆延伸至缓冲盒内部的一端通过缓冲弹簧与缓冲盒的内壁固定连接。
19.优选的,在挤压收集斗时,通过所述t形缓冲杆挤压缓冲弹簧,从而实现收集斗的缓冲复位。
20.(三)有益效果
21.本发明提供了一种收集式铝型材切割工艺。与现有技术相比具备以下有益效果:该收集式铝型材切割工艺,具体包括以下步骤:s1、送料:首先通过输送设备将待切割的铝型材输送至切割工位的工作台上,并通过工作台上的夹具将待切割的铝型材进行夹紧;s2、切割:启动切割设备下刀,根据所需要切割要求对工作台上夹紧的铝型材进行切割;s3、震荡收集:步骤s2切割产生的废渣会落入收集斗内,此时启动震荡机构对收集斗外顶,再配合缓冲复位组件,实现对收集斗的往复震荡处理;s4、筛选:经过步骤s3的震荡,使废渣从收集斗中全部滑落至收集设备中,再通过收集设备中筛孔尺寸为50-100目的筛网进行筛选,然后将筛网上未筛选下来的废渣刮出,收集至另外一个收集箱内;s5、下料:在对铝型材进行持续切割,并且进行持续收集废渣,当铝型材全部切割完成后,打开夹具,将切割完成后的
铝型材通过输送设备输送至下一道加工工序进行加工,可实现通过在废料斗进行震荡设计,来确保废渣能够完全被震荡落入收集设备中,很好的达到了既快速又方便的进行废料收集集中收集的目的,避免在连续切割工作过程中出现废料在漏斗口堵塞,影响废料收集的情况发生,同时能够实现在收集过程中,直接对废料进行筛分处理,来收集出不同大小的废渣方便后期回收利用,从而达到了节能环保的目的。
附图说明
22.图1为本发明的流程图。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.请参阅图1,本发明实施例提供三种技术方案:一种收集式铝型材切割工艺,具体包括以下实施例:
25.实施例1
26.s1、送料:首先通过输送设备将待切割的铝型材输送至切割工位的工作台上,并通过工作台上的夹具将待切割的铝型材进行夹紧;
27.s2、切割:启动切割设备下刀,根据所需要切割要求对工作台上夹紧的铝型材进行切割;
28.s3、震荡收集:步骤s2切割产生的废渣会落入收集斗内,此时启动震荡机构对收集斗外顶,再配合缓冲复位组件,实现对收集斗的往复震荡处理,震荡机构包括震荡电机、震荡凸轮和与震荡凸轮相适配的弧形顶块,震荡电机通过固定件固定安装于切割设备的内部,且震荡电机的输出轴通过联轴器固定连接有传动轴,震荡凸轮固定安装于传动轴的外表面上,且弧形顶块固定安装于收集斗的一侧,震荡电机的输出转速为65r/min,本发明实施例中震荡电机是采用型号为ml60-003-30dcb的伺服电机,通过震荡电机带动震荡凸轮旋转,当震荡凸轮的长端旋转至收集斗位置时,震荡凸轮的长端会挤压弧形顶块,将收集斗外顶,而当震荡凸轮的长端远离收集斗时,则震荡凸轮的长端不与弧形顶块接触,此时弧形顶块会在缓冲复位组件的作用下复位,缓冲复位组件包括缓冲盒和t形缓冲杆,缓冲盒固定安装于切割设备上,而t形缓冲杆固定安装于收集斗上,t形缓冲杆远离收集斗的一端贯穿缓冲盒并延伸至缓冲盒的内部,且t形缓冲杆延伸至缓冲盒内部的一端通过缓冲弹簧与缓冲盒的内壁固定连接,在挤压收集斗时,通过t形缓冲杆挤压缓冲弹簧,从而实现收集斗的缓冲复位;
29.s4、筛选:经过步骤s3的震荡,使废渣从收集斗中全部滑落至收集设备中,再通过收集设备中筛孔尺寸为70目的筛网进行筛选,然后将筛网上未筛选下来的废渣刮出,收集至另外一个收集箱内;
30.s5、下料:在对铝型材进行持续切割,并且进行持续收集废渣,当铝型材全部切割完成后,打开夹具,将切割完成后的铝型材通过输送设备输送至下一道加工工序进行加工。
31.实施例2
32.s1、送料:首先通过输送设备将待切割的铝型材输送至切割工位的工作台上,并通过工作台上的夹具将待切割的铝型材进行夹紧;
33.s2、切割:启动切割设备下刀,根据所需要切割要求对工作台上夹紧的铝型材进行切割;
34.s3、震荡收集:步骤s2切割产生的废渣会落入收集斗内,此时启动震荡机构对收集斗外顶,再配合缓冲复位组件,实现对收集斗的往复震荡处理,震荡机构包括震荡电机、震荡凸轮和与震荡凸轮相适配的弧形顶块,震荡电机通过固定件固定安装于切割设备的内部,且震荡电机的输出轴通过联轴器固定连接有传动轴,震荡凸轮固定安装于传动轴的外表面上,且弧形顶块固定安装于收集斗的一侧,震荡电机的输出转速为60r/min,本发明实施例中震荡电机是采用型号为ml60-003-30dcb的伺服电机,通过震荡电机带动震荡凸轮旋转,当震荡凸轮的长端旋转至收集斗位置时,震荡凸轮的长端会挤压弧形顶块,将收集斗外顶,而当震荡凸轮的长端远离收集斗时,则震荡凸轮的长端不与弧形顶块接触,此时弧形顶块会在缓冲复位组件的作用下复位,缓冲复位组件包括缓冲盒和t形缓冲杆,缓冲盒固定安装于切割设备上,而t形缓冲杆固定安装于收集斗上,t形缓冲杆远离收集斗的一端贯穿缓冲盒并延伸至缓冲盒的内部,且t形缓冲杆延伸至缓冲盒内部的一端通过缓冲弹簧与缓冲盒的内壁固定连接,在挤压收集斗时,通过t形缓冲杆挤压缓冲弹簧,从而实现收集斗的缓冲复位;
35.s4、筛选:经过步骤s3的震荡,使废渣从收集斗中全部滑落至收集设备中,再通过收集设备中筛孔尺寸为50目的筛网进行筛选,然后将筛网上未筛选下来的废渣刮出,收集至另外一个收集箱内;
36.s5、下料:在对铝型材进行持续切割,并且进行持续收集废渣,当铝型材全部切割完成后,打开夹具,将切割完成后的铝型材通过输送设备输送至下一道加工工序进行加工。
37.实施例3
38.s1、送料:首先通过输送设备将待切割的铝型材输送至切割工位的工作台上,并通过工作台上的夹具将待切割的铝型材进行夹紧;
39.s2、切割:启动切割设备下刀,根据所需要切割要求对工作台上夹紧的铝型材进行切割;
40.s3、震荡收集:步骤s2切割产生的废渣会落入收集斗内,此时启动震荡机构对收集斗外顶,再配合缓冲复位组件,实现对收集斗的往复震荡处理,震荡机构包括震荡电机、震荡凸轮和与震荡凸轮相适配的弧形顶块,震荡电机通过固定件固定安装于切割设备的内部,且震荡电机的输出轴通过联轴器固定连接有传动轴,震荡凸轮固定安装于传动轴的外表面上,且弧形顶块固定安装于收集斗的一侧,震荡电机的输出转速为70r/min,本发明实施例中震荡电机是采用型号为ml60-003-30dcb的伺服电机,通过震荡电机带动震荡凸轮旋转,当震荡凸轮的长端旋转至收集斗位置时,震荡凸轮的长端会挤压弧形顶块,将收集斗外顶,而当震荡凸轮的长端远离收集斗时,则震荡凸轮的长端不与弧形顶块接触,此时弧形顶块会在缓冲复位组件的作用下复位,缓冲复位组件包括缓冲盒和t形缓冲杆,缓冲盒固定安装于切割设备上,而t形缓冲杆固定安装于收集斗上,t形缓冲杆远离收集斗的一端贯穿缓冲盒并延伸至缓冲盒的内部,且t形缓冲杆延伸至缓冲盒内部的一端通过缓冲弹簧与缓冲
盒的内壁固定连接,在挤压收集斗时,通过t形缓冲杆挤压缓冲弹簧,从而实现收集斗的缓冲复位;
41.s4、筛选:经过步骤s3的震荡,使废渣从收集斗中全部滑落至收集设备中,再通过收集设备中筛孔尺寸为100目的筛网进行筛选,然后将筛网上未筛选下来的废渣刮出,收集至另外一个收集箱内;
42.s5、下料:在对铝型材进行持续切割,并且进行持续收集废渣,当铝型材全部切割完成后,打开夹具,将切割完成后的铝型材通过输送设备输送至下一道加工工序进行加工。
43.综上,本发明可实现通过在废料斗进行震荡设计,来确保废渣能够完全被震荡落入收集设备中,很好的达到了既快速又方便的进行废料收集集中收集的目的,避免在连续切割工作过程中出现废料在漏斗口堵塞,影响废料收集的情况发生,同时能够实现在收集过程中,直接对废料进行筛分处理,来收集出不同大小的废渣方便后期回收利用,从而达到了节能环保的目的。
44.同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
45.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
46.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。