1.本发明涉及一种塔筒纵缝焊接装置,属于大型圆筒纵缝焊接设备技术领域。
背景技术:
2.风电塔通常由径向长达3-7米、单段轴向长达20-30米的锥管式钢塔筒组成,长达20-30米的塔筒是通过至少长达2-4米的最小塔筒单元轴向拼接而成,具有直径大,长度长的特点。
3.现有技术在制造塔筒的最小单元时,通常都是先将直钢板进行切割,然后将切割后的钢板多次进行弧形弯折,再对弯折后的钢板首尾边沿进行初步焊接,形成圆筒,然后将初步焊接而成的圆筒移到专用电焊机上对其纵缝和环缝分别进行焊接。由于此时的钢板并未增设加强结构,此时的圆筒若横着放置,其侧壁会因重力而下坠,形成类似椭圆形的圆筒。若在此情况下依然采用传统的焊接装置对其直接进行焊接,其焊缝两侧的钢板则难以实现理想连接,会出现焊缝两侧钢板弯折角度过大,导致塔筒焊缝处回圆困难,甚至是难以回圆,直接造成瑕疵品的情况。
4.另外,现有技术通常都是先在底部对塔筒纵缝内侧进行焊接,再将塔筒纵缝旋转至顶部进行焊接,这种焊接方式虽然能轻松实现对纵缝内侧的焊接,但当焊缝旋转到顶部后,由于此时塔筒本身的结构稳定性较差,塔筒侧壁依然会下坠形成椭圆形圆筒,同时仍然会不停发生晃动,存在焊缝焊接处两钢板的弯折角度过大以及难以快速自动实现定位的目的。目前针对该情况,通常只能采用人工手动定位,但人工手动定位操作困难,费时费力。
5.还就是,现有技术在焊接塔筒纵缝内侧时,通常是人工将焊机小车推送至焊接塔筒内,人工对中后进行焊接的,也存在焊接操作过程繁琐的缺陷。
技术实现要素:
6.本发明的目的是针对现有技术的上述缺陷,提供一种塔筒纵缝焊接装置,该塔筒纵缝焊接装置采用结构稳定性好、承重大的龙门式焊架、带塔筒端部支撑装置和焊接小车自动推送机构的塔筒托架的组合,可实现纵缝自动定位、塔筒内外侧支撑以及自动焊接等工序,该焊接装置具有焊接操作方便,塔筒圆度高,回圆操作少,甚至省去回圆操作步骤等优点,可极大程度提高塔筒焊接质量和焊接效率。
7.本发明的上述技术目的是通过以下技术方案得以实现的:
8.塔筒纵缝焊接装置,包括龙门焊架和塔筒托架,龙门焊架包括焊架主体、焊架轴向驱动装置、带焊机的升降板架以及板架升降装置;塔筒托架包括底座以及安置在底座上的塔筒托座和塔筒端部支撑装置,塔筒端部支撑装置和龙门焊架分别位于塔筒轴向的两端,龙门焊架与塔筒端部支撑装置上配设有关于塔筒纵缝的定位装置,定位装置为激光定位装置或红外线定位装置;塔筒托座的顶部设置有塔筒托辊,塔筒托辊的旋转由电控动力装置进行驱动;塔筒端部支撑装置包括支撑件轴向移动装置以及支撑件,支撑件上设置有与塔筒端部相对应的环形支撑定型槽;当定位装置检测到塔筒的纵缝在塔筒托辊的带动下旋转
到顶部位置时,塔筒端部支撑装置向塔筒的方向移动,直至塔筒端部支撑装置上的环形支撑定型槽与塔筒的端部嵌合,对塔筒的端部进行支撑。当支撑件完成对塔筒的限位后,龙门焊架轴向移动到塔筒的位置,板架升降装置将焊机下移到塔筒纵缝的位置,实现对塔筒纵缝外侧的焊接。
9.通过采用上述技术方案,提供了一种塔筒纵缝焊接装置,该塔筒纵缝焊接装置采用稳定性好、承重大的龙门式焊架及带塔筒端部支撑装置的塔筒托架的组合,可实现纵缝在顶部的自动定位、塔筒内外侧支撑以及塔筒纵缝外侧自动焊接等工序,该焊接装置具有焊接操作方便、塔筒焊接质量高、焊接质量高的优点。
10.本发明的进一步设置为:支撑件为横向固定在支撑件轴向移动装置上的圆筒,环形支撑定型槽设置在支撑件靠近塔筒的端面上,支撑件内孔的下侧面设置有轴向通道,支撑件轴向通道的外侧设置有塔筒纵缝内侧焊接小车,焊接小车安置在与第一推送板上,支撑件轴向移动装置上为焊接小车配设有轴向推送机构,第一推送板可在轴向推送机构的作用下轴向顺畅进出轴向通道,第一推送板的上表面为与塔筒的半径相等的弧形曲面,第一推送板的上表面与塔筒内孔的下表面等高。当塔筒纵缝的外侧焊接完毕后,支撑件回退与塔筒分开,塔筒托辊将塔筒翻转180
°
,使纵缝达到最低位置,此时,轴向推送机构将第一推送板推送至塔筒的端部,第一推送板上的焊接小车径直轴向移动,完成对塔筒纵缝内侧的焊接。
11.通过采用上述技术方案,提供了一种既可对焊接时的塔筒内外侧进行支撑,又方便焊接小车自动完成对塔筒纵缝的内侧进行焊接的方案,该方案既能保证塔筒的焊接质量,又能极大程度加快塔筒纵缝内侧的焊接操作。
12.本发明的进一步设置为:轴向推送机构包括第二推送板以及本体固定在支撑件轴向移动装置上的电动推杆,第二推送板固定在电动推杆的伸缩杆上,第一推送板固定在第二推送板上。
13.通过采用上述技术方案,提供了一种关于轴向推送机构的具体方案。
14.本发明的进一步设置为:塔筒的另一端也配设有一个塔筒端部支撑装置,当定位装置检测到塔筒的纵缝到达顶部位置时,两塔筒端部支撑装置相向而行,分别与塔筒的两端进行嵌合,分别对塔筒的两端进行支撑。
15.通过采用上述技术方案,在塔筒的另一端也增设了塔筒端部支撑装置,该装置可有效保证塔筒在焊接过程中始终保持较高的圆度,可有效提高塔筒焊接质量。
16.本发明的进一步设置为:环形支撑定型槽为开口宽、槽底窄的凹槽,环形支撑定型槽内侧口沿的直径小于塔筒的内径,环形支撑定型槽外侧口沿的直径大于塔筒的外径。
17.通过采用上述技术方案,对环形支撑定型槽的具体结构做了进一步限定,该结构的环形支撑定型槽具有与塔筒嵌合方便的优点。
18.本发明的进一步设置为:支撑件的顶部设置有与塔筒纵缝对应的轴向条形开口。
19.通过采用上述技术方案,在支撑件顶部设置了与塔筒纵缝性对应的轴向条形开口,可在保证对塔筒支撑效果的同时,尽量实现对塔筒纵缝轴向方向上的完整焊接。
20.本发明主要的有益效果是:
21.1、本发明塔筒纵缝焊接装置采用稳定性好、承重大的龙门式焊架及带塔筒端部支撑装置的塔筒托架的组合,可实现纵缝在顶部的自动定位、塔筒内外侧支撑以及塔筒纵缝
外侧自动焊接等工序,该焊接装置具有焊接操作方便、塔筒焊接质量高、焊接质量高的优点;
22.2、本发明提供了一种即可对焊接时的塔筒内外侧进行支撑,又方便焊接小车自动完成对塔筒纵缝的内侧进行焊接的方案,该方案既能保证塔筒的焊接质量,又能极大程度加快塔筒纵缝内侧的焊接操作;
23.3、本发明在塔筒的两端均配设塔筒端部支撑装置,通过对塔筒两端均进行支撑,可有效保证焊接质量;
24.4、本发明中的环形支撑定型槽为开口宽、槽底窄的凹槽,环形支撑定型槽内侧口沿的直径小于塔筒的内径,环形支撑定型槽外侧口沿的直径大于塔筒的外径,该结构的环形支撑定型槽具有与塔筒嵌合方便的优点,同时,该结构的环形支撑定型槽还可实现对更多规格塔筒的支撑定型,具有良好的通用性;
25.5、本发明在支撑件顶部设置了与塔筒纵缝性对应的轴向条形开口,可在保证对塔筒支撑效果的同时,尽量实现对塔筒纵缝轴向方向上的完整焊接。
附图说明
26.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
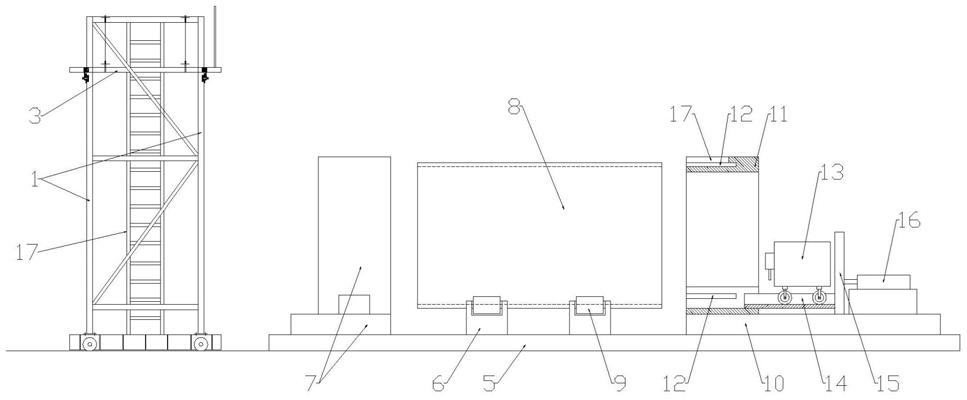
27.图1是本发明的结构示意图;
28.图2是即将焊接塔筒纵缝外侧时侧向的结构示意图;
29.图3是支撑件与焊接小车侧向的结构示意图。
30.图中,1、焊架主体;2、焊架轴向驱动装置;3、升降板架;4、焊机;5、底座;6、塔筒托座;7、塔筒端部支撑装置;8、塔筒;9、塔筒托辊;10、支撑件轴向移动装置;11、支撑件;12、环形支撑定型槽;13、焊接小车;14、第一支撑板;15、第二推送板;16、电动推杆;17、轴向条形开口;18、爬梯。
具体实施方式
31.下面将结合具体实施例对本发明的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.实施例一:
33.如图1图2所示,塔筒纵缝焊接装置,包括龙门焊架和塔筒托架,龙门焊架包括焊架主体1、焊架轴向驱动装置2、带焊机4的升降板架3以及板架升降装置;塔筒托架包括底座5以及安置在底座5上的塔筒托座6和塔筒端部支撑装置7,塔筒端部支撑装置7和龙门焊架分别位于塔筒8轴向的两端,龙门焊架与塔筒端部支撑装置7上配设有关于塔筒8纵缝的定位装置,定位装置为激光定位装置或红外线定位装置;塔筒托座6的顶部设置有塔筒托辊9,塔筒托辊9的旋转由电控动力装置进行驱动;塔筒端部支撑装置7包括支撑件轴向移动装置10
以及支撑件11,支撑件11上设置有与塔筒8端部相对应的环形支撑定型槽12。环形支撑定型槽12为开口宽、槽底窄的凹槽,环形支撑定型槽12内侧口沿的直径小于塔筒8的内径,环形支撑定型槽12外侧口沿的直径大于塔筒8的外径。支撑件11的顶部设置有与塔筒纵缝对应的轴向条形开口17。
34.使用时,当定位装置检测到塔筒8的纵缝在塔筒托辊9的带动下旋转到顶部位置时,塔筒端部支撑装置向塔筒8的方向移动,直至塔筒端部支撑装置7上的环形支撑定型槽12与塔筒8的端部嵌合,对塔筒8的端部进行支撑。当塔筒纵缝的外侧焊接完毕后,支撑件回退与塔筒分开,塔筒托辊将塔筒翻转180
°
,使纵缝达到最低位置,此时,轴向推送机构将第一推送板推送至塔筒的端部,第一推送板上的焊接小车径直轴向移动,完成对塔筒纵缝内侧的焊接。
35.实施例二:
36.如图1和图3所示,实施例二与实施例一的区别是,支撑件11为横向固定在支撑件轴向移动装置10上的圆筒,环形支撑定型槽12设置在支撑件11靠近塔筒8的端面上,支撑件11内孔的下侧面设置有轴向通道,支撑件11轴向通道的外侧设置有塔筒纵缝内侧焊接小车13,焊接小车13安置在与第一推送板14上,支撑件轴向移动装置10上为焊接小车13配设有轴向推送机构,第一推送板14可在轴向推送机构的作用下轴向顺畅进出轴向通道,第一推送板14的上表面为与塔筒8的半径相等的弧形曲面,第一推送板14的上表面与塔筒8内孔的下表面等高。具体的,轴向推送机构包括第二推送板15以及本体固定在支撑件轴向移动装置10上的电动推杆16,第二推送板15固定在电动推杆16的伸缩杆上,第一推送板14固定在第二推送板15上。
37.使用时,当塔筒纵缝的外侧焊接完毕后,支撑件回退与塔筒分开,塔筒托辊将塔筒翻转180
°
,使纵缝达到最低位置,此时,轴向推送机构将第一推送板推送至塔筒的端部,第一推送板上的焊接小车径直轴向移动,完成对塔筒纵缝内侧的焊接。
38.实施例三:
39.如图1和图3所示,实施例三与实施例一和实施例二的区别是,塔筒8的另一端也配设有一个塔筒端部支撑装置7,当定位装置检测到塔筒8的纵缝到达顶部位置时,两塔筒端部支撑装置7相向而行,分别与塔筒8的两端进行嵌合,分别对塔筒8的两端进行支撑。此时,塔筒8另一端的塔筒端部支撑装置7可以与实施例一中的一样,也可与实施例二中的一样。