1.本发明涉及石油工程设备领域,具体涉及一种往复泵高精度机架加工的专用装备结构。
背景技术:
2.现在石油工程设备领域出现了两种结构非常相似的往复泵,即钻井泵和压裂泵。这两种往复泵都有一个大的机架,体积大,重量重,比如说钻井泵的机架,长2700mm-2800mm,宽2000-2200mm左右,高1790mm-2000mm,重量6500kg-8000kg。这两种往复泵的机架上要安装驱动往复泵的主电机,安装曲轴部件、连杆部件、十字头部件、阀箱部件、润滑系统部件、喷淋系统部件,几乎往复泵的所有关键部件都是通过机架连接在一起,各个部件之间的相对位置关系都靠机架来保证,往复泵摩擦副(包括连杆部件的滑动轴承摩擦副、曲轴的滚动轴承摩擦副、电机的滚动轴承摩擦副、齿轮摩擦副、动力端的十字头和滑道摩擦副、拉杆与密封摩擦副,液力端的缸套与活塞摩擦副等)要寿命长,必须提高机架的精度,可以说往复泵机架的精度高低是代表往复泵设计和制造的综合水平。现在高精度往复泵设计和制造企业,对用户提出承诺,提出了质量目标是免费10年包修(现在的往复泵免费1年包修),提出这样的目标保证措施之一是往复泵制造精度高,比如机架上安装曲轴孔轴线和安装滑道孔轴线垂直度要求是0~0.05mm,安装曲轴定位孔轴线和安装电机孔轴线的位置精度0~0.03mm,安装滑道孔轴线和安装阀箱孔轴线精度为0~0.05mm等等。
3.这样高的精度通过实践证明,用高精度大型数控镗铣床一次加工保证是非常困难的,就是用高精度大型数控镗铣床配合高精度大型三坐标测量机也出现了问题,所谓配合是高精度大型数控镗铣床最后精密加工机架时,不能一次加工到成品尺寸,把机架不容易控制精度的孔或平面留很少的加工余量,将留余量的机架送高精度大型三坐标测量机检查误差的数值,根据这个测量数值,再次将机架返回高精度大型数控镗铣床,根据误差值进行修正加工到最后的尺寸。但再送高精度大型三坐标测量机检查还是出现多数不合格的情况。然后高精度大型数控镗铣床和高精度大型三坐标测量机互相埋怨,都说是对方的错误,这种加工方法虽然有时可以满足,但实践证明有如下两个方面的缺陷是:a、根据高精度大型三坐标测量机测量的数字重新返回高精度大型数控镗铣床修正加工时,对操作人员的技术水平要求很高,还出现很多修正后的尺寸还是不合格,最后只好放宽机架的标准,采用修配的方法满足总装的要求,无法保证互换性,有时还出现就是用修配方法也满足不了总装要求,最后只好降低总装精度要求;b、高精度大型数控镗铣床和高精度大型三坐标测量机成本太高,造成机架的生产成本高,对于产品的价格竞争性减弱。还有些企业便牺牲往复泵摩擦副长寿命的功能,降低机架的设计精度。因此需要研究制造方法,既能保证机架的高精度,又能克服两个方面的缺陷的一种往复泵高精度机架加工的专用装备结构成了亟待解决的问题。
技术实现要素:
4.本发明的目的是提供一种往复泵高精度机架加工的专用装备结构。
5.本发明的技术方案如下:本发明实施以2200hp以上的五缸钻井泵为例。
6.设计有第1滑道系列孔加工基准孔,第2滑道系列孔加工基准孔,第3滑道系列孔加工基准孔,第4滑道系列孔加工基准孔,第5滑道系列孔加工基准孔,以第1滑道系列孔加工基准孔为例,在加工4个滑道安装孔、1个挡泥盘安装孔,1个缸套安装孔时,用2个第1滑道系列孔加工基准孔上安装镗杆,镗杆上安装刀具加工,便可以保证4个滑道安装孔、1个挡泥盘安装孔,1个缸套安装孔的同轴度精度要求。机架要加工的4个滑道安装孔、1个挡泥盘安装孔,1个缸套安装孔和2个第1滑道系列孔加工基准孔都在同一环境中,他们都是同一金属材料,他们的相对位置在相同的环境温度下作相同的变化,因此他们之间的相互位置没有变化,可以避免环境温度对机架的加工精度的影响。
7.在加工1个曲轴轴向轴承座孔、5个曲轴径向轴承座孔时,用2个曲轴座孔加工基准孔上安装镗杆,镗杆上安装刀具加工,便可以保证1个曲轴轴向轴承座孔、5个曲轴径向轴承座孔同轴度精度。在加工2个电机轴承座孔时,用2个电机轴承座孔加工基准孔上安装镗杆,镗杆上安装刀具加工。
8.滑道系列孔的轴线和曲轴系列孔的轴线垂直度精度0.05mm的保证依靠2个曲轴座孔加工基准孔轴线和2个第1滑道系列孔加工基准孔(以第1滑道孔系为例,其它滑道系列孔加工基准孔同理,下同)轴线的垂直度来保证。2个电机轴承座孔公共轴线,与1个曲轴轴向轴承座孔,5个曲轴径向轴承座孔的公共轴线的平行度0.03mm的保证依靠2个曲轴座孔加工基准孔轴线与个电机轴承座孔加工基准孔轴线的平行度精度来保证。
9.2个曲轴座孔加工基准孔轴线和2个第1滑道系列孔加工基准孔轴线的垂直度可以通过试加工-检测-试加工-检测....多次反复,垂直度精度可以达到机架垂直精度的1/3;同理,2个曲轴座孔加工基准孔轴线与2个电机轴承座孔加工基准孔轴线的平行度也可以通过试加工-检测-试加工-检测....多次反复,平行度精度可以达到机架平行精度的1/3。
10.加工机架滑道系列孔用滑台、加工滑道系列孔用镗头、联轴器的功能是驱动加工第一滑道孔系的镗杆作旋转运动和直线运动,当加工完毕第1滑道孔系的各孔后,加工机架滑道系列孔用滑台、加工滑道系列孔用镗头、联轴器便通过选择加工滑道系列孔位置滑台移动到所需要的滑道孔系位置,加工每个滑道孔系所需要的基准孔压盖需要更换,即每个滑道孔系的基准孔压盖是对应的。
11.加工机架曲轴座孔用滑台、加工曲轴座孔用镗头、联轴器的功能是驱动加工曲轴座孔的镗杆作旋转运动和直线运动。支撑滑台座、加工电机轴承座孔用滑台、加工电机座孔用镗头、联轴器的功能是加工电机座孔的镗杆作旋转运动和直线运动。
12.因为精加工的余量非常小,所需的切削功率很小,镗杆的重量分别由电机轴承座孔加工基准孔、曲轴座孔加工基准孔、各滑道系列孔加工基准孔承担,加工曲轴座孔用镗头、加工电机座孔用镗头、加工滑道系列孔用镗头只需要满足很小的切削功率,满足镗杆在基准孔的旋转摩擦消耗的功率,因此各个镗头的功率小,镗头的体积小,重量轻,支撑镗头移动的各种滑台消耗的功率也小,体积也小,重量也轻,都可以用普通的标准镗头和标准的滑台组合便可以。
13.在水泥地基作一个坑,在坑内安装20个~30个可调垫铁,在可调垫铁上安装夹具体,各种加工基准孔便安装在夹具体上,在夹具体和水泥地基之间安装脚踏板,这样操作既方便又安全。
14.采用本发明的结构,不仅能完全满足往复泵机架的高精度要求,还结构简单,降低加工成本,与用昂贵的大型数控设备在普通环境温度下加工既保证不了加工精度,还成本很高对比,具有极大的优势。
附图说明
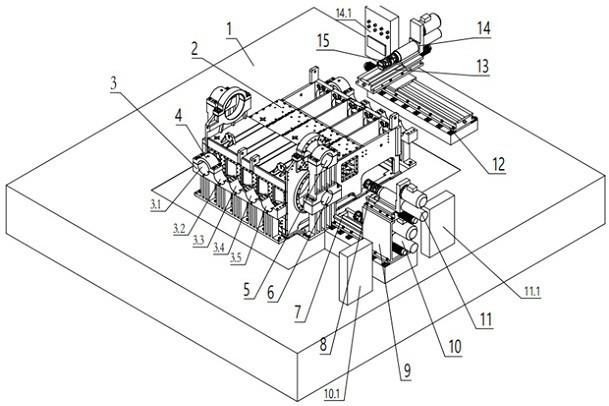
15.图1-一种往复泵高精度机架加工的专用装备结构立体图;图2-一种往复泵高精度机架加工的专用装备结构俯视图;图3-图2的a-a剖视图;图4-图2的b-b剖视图。
16.附图标记如下1-水泥地基、2-机架、3-基准座、4-基准孔压盖、5-电机轴承座孔加工基准孔、6-曲轴座孔加工基准孔、7-加工机架曲轴座孔用滑台、8
‑‑
加工电机轴承座孔用滑台、9-支撑滑台座、10-加工曲轴座孔用镗头、11-加工电机座孔用镗头、12-选择加工滑道系列孔位置滑台、13-加工机架滑道系列孔用滑台、14-加工滑道系列孔用镗头、15-联轴器、16-夹具体、17-可调垫铁、18-脚踏板、2.1-机架滑道安装孔、2.2-机架挡泥盘安装孔、2.3-机架缸套安装孔、2.4-机架曲轴轴向轴承座孔、2.5-机架曲轴径向轴承座孔、2.6-电机轴承座孔、3.1-第1滑道系列孔加工基准孔、3.2-第2滑道系列孔加工基准孔、3.3-第3滑道系列孔加工基准孔、3.4-第4滑道系列孔加工基准孔、3.5-第5滑道系列孔加工基准孔、10.1-操作柜、11.1-操作柜、14.1-操作柜。
具体实施方式
17.下面结合附图和具体实施方式对本发明做进一步的说明。
18.本发明的实施方式不限于以下实施例,在不脱离本发明宗旨的前提下做出的各种变化均属于本发明的保护范围之内。
19.本发明实施以2200hp以上的五缸往复泵为例。
20.请参阅图1~图4,本实施例一种往复泵高精度机架加工的专用装备结构,包括水泥地基1,机架2,基准座3,基准孔压盖4,电机轴承座孔加工基准孔5,曲轴座孔加工基准孔6,加工机架曲轴座孔用滑台7,加工电机轴承座孔用滑台8,支撑滑台座9,加工曲轴座孔用镗头10,加工电机座孔用镗头11,选择加工滑道系列孔位置滑台12,加工机架滑道系列孔用滑台13,加工滑道系列孔用镗头14,联轴器15,夹具体16,可调垫铁17,脚踏板18,机架滑道安装孔2.1,机架挡泥盘安装孔2.2,机架缸套安装孔2.3,机架曲轴轴向轴承座孔2.4,机架曲轴径向轴承座孔2.5,电机轴承座孔2.6,第1滑道系列孔加工基准孔3.1,第2滑道系列孔加工基准孔3.2,第3滑道系列孔加工基准孔3.3,第4滑道系列孔加工基准孔3.4,第5滑道系列孔加工基准孔3.5,操作柜10.1,操作柜11.1,操作柜14.1。
21.请参阅图2、图4,为满足摩擦副长寿命的功能要求,机架2的1个曲轴轴向轴承座孔2.4,5个曲轴径向轴承座孔2.5的轴线同轴度精度要求为0.05mm,长度范围在2000mm~
3150mm之间,根据国家标准,在这个长度范围内同轴度的5级精度为0.04mm,6级精度为0.06mm,要求为0.05mm,属于5级精度与6级精度之间的精度。
22.请参阅图4,机架2的两个电机轴承座孔2.6有一根公共轴线,机架2的1个曲轴轴向轴承座孔2.4,5个曲轴径向轴承座孔2.5有一根公共轴线,为满足摩擦副长寿命的功能要求,要求这两根共同轴线的平行度为0.03mm,长度范围在2000mm~2500mm,根据国家标准,在这个长度范围内平行度的3级精度为0.025mm,4级精度为0.05mm,要求为0.03mm,属于3级精度与4级精度之间的精度。
23.请参阅图2、图3,为满足摩擦副长寿命的功能要求,机架2的5个滑道系列孔中每个滑道系列孔中,4个滑道安装孔2.1,一个机架挡泥盘安装孔2.2,1个缸套安装孔2.3,他们之间的同轴度精度要求0.05mm,长度在1700mm~2000mm之间,根据国家标准,在这个长度范围内同轴度的6级精度为0.06mm。
24.请参阅图2、图3、图4,为满足摩擦副长寿命的功能要求,图3的滑道系列孔系的轴线和图4的曲轴系列孔的轴线垂直度精度为0.05mm,最大距离为1600mm~2500mm之间,根据国家标准,在这个长度范围内垂直精度为4级精度。
25.分析以上几个方面具体数据,从满足往复泵摩擦副(包括连杆部件的滑动轴承摩擦副、曲轴的滚动轴承摩擦副、电机的滚动轴承摩擦副、齿轮摩擦副、动力端的十字头和滑道摩擦副、拉杆与密封摩擦副,液力端的缸套与活塞摩擦副等)的长寿命功能要求设计,但从加工性有难度,表现是机架的外形尺寸大,环境空间要求大,机架内部的孔距大,又是轴线对轴线的形位精度,很多高精度的数控设备也不能保证,比如,数控设备如果不是在恒温环境,而是在的普通环境温度情况下,昼夜的环境温度变化便会造成往复泵机架位置变化超过总的精度要求值,因此需要专用装备来保证,具体实施如下。
26.请参阅图2、图3,设计有第1滑道系列孔加工基准孔3.1,第2滑道系列孔加工基准孔3.2,第3滑道系列孔加工基准孔3.3,第4滑道系列孔加工基准孔3.4,第5滑道系列孔加工基准孔3.5,以第1滑道系列孔加工基准孔3.1为例,在加工4个滑道安装孔2.1、1个挡泥盘安装孔2.2,1个缸套安装孔2.3时,用2个第1滑道系列孔加工基准孔3.1上安装镗杆,镗杆上安装刀具加工,便可以保证4个滑道安装孔2.1、1个挡泥盘安装孔2.2,1个缸套安装孔2.3的同轴度精度要求。机架2要加工的4个滑道安装孔2.1、1个挡泥盘安装孔2.2,1个缸套安装孔2.3和2个第1滑道系列孔加工基准孔3.1都在同一环境中,他们都是同一金属材料,他们的相对位置在相同的环境温度下作相同的变化,因此他们之间的相互位置没有变化,可以避免环境温度对机架2的加工精度的影响。
27.请参阅图2、图4,在加工1个曲轴轴向轴承座孔2.4、5个曲轴径向轴承座孔2.5时,用2个曲轴座孔加工基准孔6上安装镗杆,镗杆上安装刀具加工,便可以保证1个曲轴轴向轴承座孔2.4、5个曲轴径向轴承座孔2.5同轴度精度。在加工2个电机轴承座孔2.6时,用2个电机轴承座孔加工基准孔5上安装镗杆,镗杆上安装刀具加工。
28.图3的滑道系列孔的轴线和图4的曲轴系列孔的轴线垂直度精度0.05mm的保证依靠2个曲轴座孔加工基准孔6轴线和2个第1滑道系列孔加工基准孔3.1(以第1滑道孔系为例,其它滑道系列孔加工基准孔同理,下同)轴线的垂直度来保证。图4的2个电机轴承座孔2.6公共轴线,与1个曲轴轴向轴承座孔2.4,5个曲轴径向轴承座孔2.5 的公共轴线的平行度0.03mm的保证依靠2个曲轴座孔加工基准孔6轴线与2个电机轴承座孔加工基准孔5轴线
的平行度精度来保证。
29.2个曲轴座孔加工基准孔6轴线和2个第1滑道系列孔加工基准孔3.1轴线的垂直度可以通过试加工-检测-试加工-检测....多次反复,垂直度精度可以达到机架垂直精度的1/3;同理,2个曲轴座孔加工基准孔6轴线与2个电机轴承座孔加工基准孔5轴线的平行度也可以通过试加工-检测-试加工-检测....多次反复,平行度精度可以达到机架平行精度的1/3。
30.请参阅图1、图2、图3,加工机架滑道系列孔用滑台13、加工滑道系列孔用镗头14、联轴器15的功能是驱动加工第一滑道孔系的镗杆(未画)作旋转运动和直线运动,当加工完毕第1滑道孔系的各孔后,加工机架滑道系列孔用滑台13、加工滑道系列孔用镗头14、联轴器15便通过选择加工滑道系列孔位置滑台12移动到所需要的滑道孔系位置,加工每个滑道孔系所需要的基准孔压盖4需要更换,即每个滑道孔系的基准孔压盖4是对应的(未画)。
31.请参阅图1、图2、图4,加工机架曲轴座孔用滑台7、加工曲轴座孔用镗头10、联轴器15的功能是驱动加工曲轴座孔的镗杆(未画)作旋转运动和直线运动。支撑滑台座9、加工电机轴承座孔用滑台8、加工电机座孔用镗头11、联轴器15的功能是加工电机座孔的镗杆(未画)作旋转运动和直线运动。
32.因为精加工的余量非常小,所需的切削功率很小,镗杆的重量分别由电机轴承座孔加工基准孔5、曲轴座孔加工基准孔6、各滑道系列孔加工基准孔承担,加工曲轴座孔用镗头10、加工电机座孔用镗头11、加工滑道系列孔用镗头14只需要满足很小的切削功率,满足镗杆在基准孔的旋转摩擦消耗的功率,因此各个镗头的功率小,镗头的体积小,重量轻,支撑镗头移动的各种滑台消耗的功率也小,体积也小,重量也轻,都可以用普通的标准镗头和标准的滑台组合便可以。
33.请参阅图1、图3,在水泥地基1作一个坑,在坑内安装20个~30个可调垫铁17,在可调垫铁17上安装夹具体16,各种加工基准孔便安装在夹具体16上,在夹具体16和水泥地基1之间安装脚踏板18,这样操作既方便又安全。
34.采用本发明的结构,不仅能完全满足往复泵机架的高精度要求,还结构简单,降低加工成本,与用昂贵的大型数控设备在普通环境温度下加工既保证不了加工精度,还成本很高对比,具有极大的优势。
35.上面结合附图对本发明的实施做了详细描述,但是本发明并不限于上述实施例,在本领域普通技术人员所具备的知识范围内还可以做出各种变化,这些变化均属于本发明的保护,同样属于本发明的保护范围之内。