1.本发明属于焊接技术领域,具体涉及一种钢筋网自动焊接装置及工艺。
背景技术:
2.钢筋网是采矿工程中常用的防护、生产设备,为节约成本及满足实际需要,常常采用钢筋自行焊接钢筋网。目前,要完成钢筋网焊接,首先利用调直机将盘条拉直,切断成两种不同长度的钢筋,通过人工拼接成一张一张的钢筋网,再利用焊网机点焊成钢筋网。这种工艺最大的弊端就是生产效率低,花费大量人力、物力,最重要的是焊接的钢筋网质量也不理想。
3.现有的自动焊网机可以实现自动焊网,但是一方面整套系统购置成本高,另一方面钢筋网纵梁进料不稳定,常常发生偏移导致脱焊或焊接不牢固,造成使用效果不佳。
技术实现要素:
4.基于上述问题,本发明提出一种钢筋网自动焊接装置及工艺,以机械取代人工,形成自动化钢筋网生产线,解放劳动力、提高生产效率,而且解决漏焊现象,提高生产质量。
5.本发明采用的技术方案是,一种钢筋网自动焊接装置,包括调直机构和焊接机构,所述调直机构前端设有拉丝机构,所述拉丝机构与调直机构之间设有放线架,通过多个放线架同时向调直机构喂料,调直机构后端依次顺序设置进料结构和焊接机构,所述进料机构包括进料机架、上进料辊筒、下进料辊筒、固定架、固定块和排架,所述固定架固定设置在进料机架两侧,所述上进料辊筒和下进料辊筒两端分别通过轴承与固定块转动连接,固定块安装在固定架上,且下进料辊筒和上进料辊筒依次从前端向后端高低交错布置存在容纳钢筋通过的空隙,电机安装在固定架外侧且电机输出轴分别连接上进料辊筒和下进料辊筒,所述排架安装在进料机架前端,排架上均匀开设若干进料孔,进料机架后端与焊接机构机架连接且平齐。
6.优选地,所述固定架包括底梁、纵梁和顶梁,所述底梁与进料机架固定连接,若干纵梁间隔预定距离设置在底梁上,顶梁位于纵梁顶端并通过螺栓连接纵梁,顶梁上位于相邻纵梁之间开设螺纹孔。
7.优选地,所述固定块呈凸字形,固定块两侧匹配纵梁设有凹槽,固定块通过凹槽卡接在两纵梁之间,固定块中部和上部分别开设空腔,且固定块顶端贯穿空腔开设通孔;其中,连接下进料辊筒的固定块设于固定架底部,连接上进料辊筒的固定块倒向设置于固定架中部,固定块底端采用弹簧连接底梁,顶端通过螺纹杆贯穿螺纹孔并采用螺母固定。
8.优选地,所述上进料辊筒和下进料辊筒设有两组,且上进料辊筒和下进料辊筒前后交错设置。
9.优选地,所述放线架包括圆筒、底座和支架,所述圆筒底端向外延伸设有圆盘,圆盘上方沿圆筒周向均匀焊接四块钢板形成底座,所述底座外端采用钢条依次连接呈圆环形成支架。
10.优选地,所述拉丝机构后端设有转动电机,转动电机输出轴向上且连接有转盘。
11.优选地,焊接机构后端设有移动机构,移动机构后端设有切网机构。
12.一种钢筋网自动焊接工艺,包括以下步骤:
13.s1:利用拉丝机构将钢筋进行拉丝,将放线架置于转盘上,利用转盘转动放线架将钢筋盘条装载;
14.s2:将拉丝后的一部分钢筋通过调直机构调直并按一定尺寸切断,作为横梁;
15.s3:将若干个放线架依次排列,利用调直机构调直钢筋并向进料机构牵引,作为纵梁;
16.s4:将横梁置于焊接机构喂料槽,使所述横梁自动喂料与纵梁形成网格,并完成焊接;
17.s5:利用移动机构将焊接的钢筋网向后移,并通过切网机构将纵梁切断,得到设计长度的钢筋网。
18.优选地,所述步骤s1中将直径为6mm的盘条拉丝为5.5mm,并将拉丝完成的盘条放置放线架上。
19.本发明以机械取代人工,形成自动化钢筋网生产线,不仅解放劳动力、提高生产效率,而且节约材料成本、提高生产质量,相较现有技术,本发明具有以下有益效果:
20.1)解决钢筋漏焊现象,通过在焊接机构前端设置进料机构,利用上进料辊筒和下进料辊筒夹持钢筋,使其保持预定间距平稳进入焊接机构,避免钢筋跳动发生偏移,导致漏焊,有利于提高焊接质量;
21.2)本发明对固定块和固定架的设计,固定架顶梁与纵梁采用螺栓连接,固定块通过凹槽卡接在纵梁之间,保证连接稳定性的同时,便于装卸和维护,此外,用于连接上进料辊筒的固定块底端通过弹簧连接底梁,螺纹杆贯穿螺纹孔并采用螺母固定,使得钢筋通过上进料辊筒和下进料辊筒之间时,具有弹性夹持,有利于提高对钢筋喂料的平稳性,保证进料顺畅,通用性更强;
22.3)提高生产质量,改进前由于盘条表面有氧化层,导致点焊焊缝容易脱焊,焊不稳,改进后盘条表面氧化层被拉丝机去掉以后,有利于电焊,焊接效果明显比改进前好;
23.4)生产效率大幅度提高,改进前一个班能生产100张钢筋网,改进后一个班能生产350张钢筋网,生产能力提升3.5倍;
24.5)节约材料成本,以长度1000米、直径毫米盘条拉丝成毫米盘条拉丝成毫米盘条,能拉成1190米的盘条,节约了190米的盘条,节省材料费用。
附图说明
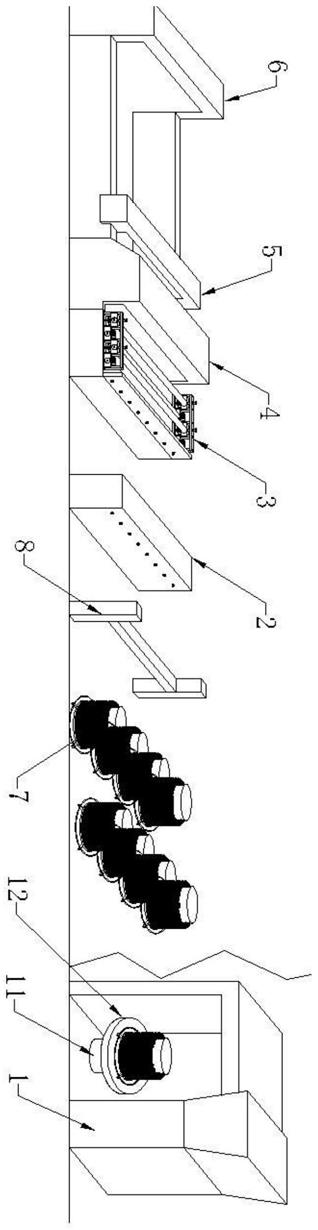
25.图1为本发明结构示意图;
26.图2为本发明进料机构结构示意图;
27.图3为本发明固定块和固定架安装示意图;
28.图4为本发明固定架结构示意图;
29.图5为本发明放线架结构示意图;
30.图中标记:1、拉丝机构,2、调直机构,3、进料机构,31、进料机架,32、上进料辊筒,33、下进料辊筒,34、固定架,341、底梁,342、纵梁,343、顶梁,3431、螺纹孔,35、固定块,351、
通孔,352、弹簧,353、螺纹杆,36、排架,361、进料孔,4、焊接机构,5、移动机构,6、切网机构,7、放线架,71、圆筒,711、圆盘,72、底座,73、支架。
具体实施方式
31.以下将结合说明书附图对本发明进一步解释说明,以便于本领域专业技术人员更好地理解。
32.实施例1
33.如图1-5所示,一种钢筋网自动焊接装置,包括拉丝机构1、调直机构2、进料机构3、焊接机构4、移动机构5和切网机构6。
34.所述拉丝机构1采用金属拉丝机,设于调直机构2前端,用于对钢筋拉细,可以提高材料利用率,并去除盘条表面氧化层,有利于电焊,提高焊接效果。
35.拉丝机构1与调直机构2之间设有放线架7,所述放线架7包括圆筒71、底座72和支架73,所述圆筒71底端向外延伸设有圆盘711,圆盘711上方沿圆筒71周向均匀焊接四块钢板形成底座72,所述底座72外端采用钢条依次连接呈圆环形成支架73。通过多个放线架7同时向调直机构2喂料,形成钢筋网纵筋。
36.所述调直机构2对纵筋进行调直并保持预定间距喂入进料机构3,调直机构2后端依次顺序设置进料结构3和焊接机构4,进料机构3用于保证纵筋平稳进入焊接机构4。具体地,所述进料机构3包括进料机架31、上进料辊筒32、下进料辊筒33、固定架34、固定块35、和排架36,所述固定架34固定设置在进料机架31两侧,所述上进料辊筒32和下进料辊筒33两端分别通过轴承与固定块35转动连接,固定块35安装在固定架34上,且下进料辊筒33和上进料辊筒32依次从前端向后端高低交错布置存在容纳钢筋通过的空隙,所述上进料辊筒32和下进料辊筒33其中一端连接电机输出轴,电机安装在固定架34外侧,为上进料辊筒32和下进料辊筒33提供转动动力,所述排架36安装在进料机架31前端,排架36上均匀开设若干进料孔361,进料机架31后端与焊接机构4机架连接且平齐。纵筋由进料孔361进入进料机构3,然后经上进料辊筒32和下进料辊筒33夹持,使其保持预定间距平稳进入焊接机构4,避免钢筋跳动发生偏移,导致漏焊,有利于提高焊接质量。
37.进一步的,所述固定架34包括底梁341、纵梁342和顶梁343,所述底梁341与进料机架31固定连接,若干纵梁342间隔预定距离设置在底梁341上,在纵梁341之间安装固定块35,进而安装上进料辊筒32和下进料辊筒33,一方面留出间隙,便于查看和维修,另一方面,减少材料用量和自重;所述顶梁343位于纵梁342顶端并通过螺栓连接纵梁342,顶梁343上位于相邻纵梁342之间开设螺纹孔3431,顶梁343与纵梁342可拆卸固定连接,便于维修上进料辊筒32和下进料辊筒33。
38.进一步的,所述固定块35呈凸字形,固定块35两侧匹配纵梁设有凹槽,固定块通过凹槽卡接在两纵梁342之间,装卸简单,固定块35中部和上部分别开设空腔,且固定块35顶端贯穿空腔开设通孔351;其中,连接下进料辊筒33的固定块35设于固定架34底部,连接上进料辊筒32的固定块35倒向设置于固定架34中部,固定块35底端采用弹簧352连接底梁341,顶端通过螺纹杆353贯穿螺纹孔3431并采用螺母固定;通过螺纹杆353和弹簧352可调节上进料辊筒32和下进料辊筒33的间隙大小,从而调整对钢筋的夹持力;此外,弹簧352使得上进料辊筒32具有自动调节能力,保证对钢筋的弹性夹持,有利于保持进料平稳。
39.优选地,所述上进料辊筒32和下进料辊筒33设有两组,且上进料辊筒32和下进料辊筒33前后交错设置;进一步加强对钢筋的平稳夹持,以及保证进料动力充足。
40.进一步的,所述放线架7与调直机构2之间设有支撑架8,所述支撑架8呈h型,支撑架8横梁与调直机构2进口齐平,纵筋受支撑架8横梁支撑水平进入调直机构2,降低纵筋在纵向上受到的干扰。
41.优选地,所述拉丝机构1后端设有转动电机11,转动电机11输出轴向上且连接有转盘12,将放线架7放置在转盘12上,利用转动电机11使转盘12转动,实现钢筋自动盘条,方便快捷,减轻人力负担。
42.所述焊接机构4后端设有移动机构5,用于将焊接好的钢筋网向后移动,移动机构5后端设有切网机构6,用于切断纵筋。
43.实施例2
44.一种钢筋网自动焊接工艺,包括以下步骤:
45.s1:利用拉丝机构1将直径为6mm的盘条拉丝为5.5mm,并将拉丝完成的盘条放置放线架7上,将放线架7置于转盘12上,利用转盘12转动放线架7将钢筋盘条装载;
46.s2:将拉丝后的一部分钢筋通过调直机构2调直并按一定尺寸切断,作为横梁;
47.s3:将若干个放线架7依次排列,利用调直机构2调直钢筋并向进料机构牵引,作为纵梁;
48.s4:将横梁置于焊接机构4喂料槽,使所述横梁自动喂料与纵梁形成网格,并完成焊接;
49.s5:利用移动机构5将焊接的钢筋网向后移,并通过切网机构6将纵梁切断,得到设计长度的钢筋网。
50.经济效益:
51.以10000米盘条举例:长度10000米、直径6毫米盘条能节约:
52.(6
÷
2)2×
3.14
×
10000
÷
[(5.5
÷
2)2×
3.14]-10000=1900米
[0053]
节约材料费:
[0054]
1900
×
0.222
÷
1000
×
4000=1687.2元
[0055]
实际上,机修厂每天有两个班进行生产钢筋网,一个班能生产350张,相比改进前一个班生产100张,生产效率是改进前的3.5倍,而一张钢筋网耗材39米盘条,则改进后一年能节省材料费:
[0056]
350
×2×
39
×
300
÷
10000
×
1687.2≈139万
[0057]
以上所述的实施例仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定。在不脱离本发明设计精神和原则的前提下,本领域技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。