1.本发明涉及汽车零部件加工技术领域,具体为一种便于零部件转换的汽车零部件用焊接装置。
背景技术:
2.汽车零部件种类成千上万,涉及冶炼、化工、电子等多个领域,形成了一个从原材料到成品,加工链长、有特色的产业,是支撑汽车产品发展和技术进步不可或缺的重要产业。没有强大的零部件工业做基础,就不会拥有独立完整的和具备国际竞争力的汽车产业。
3.现有技术中,如中国专利号为:cn211052895u的“一种便于零部件转换的汽车零部件用焊接装置”,包括底座,底座的顶部固定连接有第一支撑板和第二支撑板,第一支撑板的一侧开设有控制槽,控制槽内壁的底部固定连接有控制杆,底座的顶部固定连接有第一液压机,第一液压机的顶部固定连接有第一液压杆,第一液压杆的顶部固定连接有支架,本实用新型涉及零件焊接技术领域,通过调节第一液压杆的高度来带动夹具进行升降,电机转动的过程中会带动零件转动,当需要对零件的其他面进行焊接时无需重新固定,再通过第二液压机和电动滑轨可以带动焊接装置前后左右移动,可以对零件表面的任意位置进行焊接,操作简单,无需繁琐的对零件固定在焊接。
4.但现有技术中,在对板类零部件进行焊接时,若其夹持部分需要焊接,依然需要将汽车零部件拆卸重新进行夹持,从而导致汽车零部件在安装时依然较为不便,从而使得现有的汽车零部件焊接装置的实用性较低。
5.所以我们提出了一种便于零部件转换的汽车零部件用焊接装置,以便于解决上述中提出的问题。
技术实现要素:
6.本发明的目的在于提供一种便于零部件转换的汽车零部件用焊接装置,以解决上述背景技术提出的在对板类零部件进行焊接时,若其夹持部分需要焊接,依然需要将汽车零部件拆卸重新进行夹持,从而导致汽车零部件在安装时依然较为不便,从而使得现有的汽车零部件焊接装置的实用性较低的问题。
7.为实现上述目的,本发明提供如下技术方案:一种便于零部件转换的汽车零部件用焊接装置,包括焊接装置底座、焊接安装盘、焊接机械臂和焊接头,所述焊接安装盘固定连接在焊接装置底座的上端,所述焊接安装盘上端的中部设置有焊接夹持结构,所述焊接夹持结构包括焊接夹持卡盘,所述焊接夹持卡盘上端的两侧均滑动卡接设置有夹持卡爪,所述夹持卡爪的两侧均设置有红外测距仪,所述夹持卡爪前侧的中部下方开设有转盘安装槽,所述转盘安装槽的下端开设有电机安装槽,所述电机安装槽的内部固定连接有传动电机,所述传动电机的输出端传动连接有传动转盘,所述传动转盘位于转盘安装槽的内部,所述夹持卡爪的前侧转动连接有推动杆,所述推动杆的下端固定连接有挤压限位球,所述夹持卡爪前侧的内部开设有卡接内槽,所述卡接内槽的内部固定连接有单向液压缸,所述单
向液压缸的端部设置有挤压弹簧,所述单向液压缸位于推动杆的正后方,所述焊接机械臂转动连接在焊接安装盘上端的两侧,所述焊接头在焊接机械臂的端部。
8.优选的,所述单向液压缸的端部固定连接有挤压盘,所述挤压弹簧的两端分别与挤压盘的前侧与推动杆的后侧固定连接。
9.优选的,所述夹持卡爪的两侧均开设有滑动卡槽,所述红外测距仪的一侧固定连接有滑动卡接块,所述滑动卡接块与滑动卡槽滑动卡接。
10.优选的,所述挤压限位球的内部为硬质金属球,外侧包裹软质橡胶,所述夹持卡爪的前端固定连接有橡胶垫片。
11.优选的,所述焊接夹持卡盘的下端固定连接有转动底盘,所述转动底盘固定连接在焊接安装盘上端的内部。
12.优选的,所述夹持卡爪的前侧开设有出气槽口,所述出气槽口的后侧为倾斜式设计。
13.优选的,所述出气槽口上端的两侧均固定连接有弧顶茸毛,所述弧顶茸毛为向上倾斜弧形设计。
14.优选的,所述传动转盘的外表面固定连接有硬质敲击杆,所述硬质敲击杆为竖直设置。
15.优选的,所述出气槽口的下端开设有出气腔,所述夹持卡爪后侧的倾斜面上固定连接有进气连接口,所述出气腔与进气连接口连通设置。
16.优选的,所述滑动卡接块的左右两侧与后侧均固定连接有限位纤毛,所述滑动卡接块中部上方的限位纤毛为向上倾斜式设计,所述滑动卡接块中部下方的限位纤毛为向下倾斜式设计。
17.与现有技术相比,本发明的有益效果是:1、通过传动转盘的设置,在夹持部位需要焊接时,通过夹持卡爪移动,使汽车零部件向下掉落,同时单向液压缸启动,带动挤压弹簧挤压推动杆,使推动杆移动,将挤压限位球挤压汽车零部件,从而控制汽车零部件的移动范围,随后汽车零部件掉落在传动转盘之间,通过传动转盘将汽车零部件进行夹持,通过挤压限位球与传动转盘的双重夹持,可防止汽车零部件的倾斜,随后传动电机带动传动转盘转动,从而带动汽车零部件的移动,使夹持部位更换,随后通过焊接头对其进行焊接,在移动时,通过红外测距仪对距离的检测,检测出汽车零部件表面的凹陷与凸起,从而便于夹持卡爪的位置移动,从而便于对汽车零部件的夹持;2、通过挤压盘的设置,用于对挤压弹簧进行安装,同时对挤压弹簧进行支撑防护,以防止在挤压推动杆时,通过推动杆的倾斜,使得挤压弹簧弯曲,容易出现挤压弹簧脱离单向液压缸的问题,通过挤压限位球外侧的软质橡胶以及橡胶垫片的 设置,用于对汽车零部件进行保护,以防止汽车零部件被挤压磨损,滑动卡接块用于与滑动卡槽卡接,从而将红外测距仪的位置进行限定;3、通过转动底盘的设置,用于在焊接时,将汽车零部件进行旋转,从而能够对多个面进行焊接,通过出气槽口的开设,使夹持卡爪的端部形成散热条式设计,从而将汽车零部件焊接时的热量进行导出,从而降低汽车零部件的热量的堆积,通过弧顶茸毛的设置,用于对焊接时迸溅出的火星进行阻挡,从而增加夹持卡爪内部的清洁度,同时通过对火星的限
制,使得火星停留在弧顶茸毛之间,从而便于对火星的清洁,通过硬质敲击杆的设置,用于在将汽车零部件进行移动时,通过传动转盘的转动,使得硬质敲击杆对汽车零部件进行敲击,从而便于将汽车零部件表面焊接时的灰尘震动落下,从而使得焊接更加稳定,同时硬质敲击杆的设置可增加传动转盘与汽车零部件之间的摩擦力,使得本发明具有较高的实用性;4、通过出气腔与进气连接口的设置,用于在使用时,通过进气连接口进入气体,气流经过出气腔进入出气槽口,由出气槽口喷出,通过出气槽口后侧的倾斜,使得气流被加压,从而吹动汽车零部件的表面,不仅可对汽车零部件表面的灰尘吹动清理,并且和对汽车零部件的表面进行散热,从而增加散热效果以及清理能力,使得焊接更加高效稳定,使得本发明的实用性大大提升,通过限位纤毛的设置,用于在将滑动卡接块与滑动卡槽之间卡接时,通过滑动卡接块的倾斜设置,可防止红外测距仪的移动,从而将红外测距仪的位置进行限定,从而便于红外测距仪的安装限位,无需另外安装限位结构,降低安装难度。
附图说明
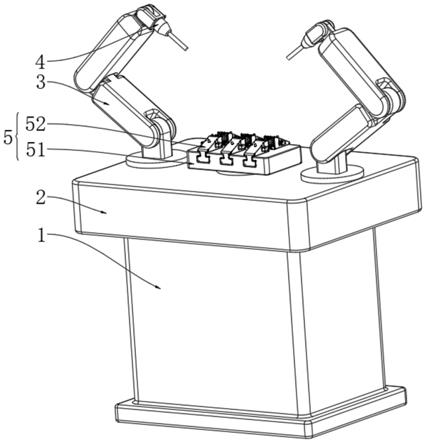
18.图1为本发明一种便于零部件转换的汽车零部件用焊接装置的立体结构示意图;图2为本发明一种便于零部件转换的汽车零部件用焊接装置中焊接夹持结构的立体结构示意图;图3为本发明一种便于零部件转换的汽车零部件用焊接装置中夹持卡爪的立体结构示意图;图4为本发明一种便于零部件转换的汽车零部件用焊接装置中夹持卡爪的爆炸结构示意图;图5为本发明一种便于零部件转换的汽车零部件用焊接装置中夹持卡爪的剖面结构示意图;图6为本发明一种便于零部件转换的汽车零部件用焊接装置中单向液压缸的立体结构示意图;图7为图3中a区域放大结构示意图;图8为图4中b区域放大结构示意图;图9为本发明一种便于零部件转换的汽车零部件用焊接装置中滑动卡接块的正视结构示意图。
19.图中:1、焊接装置底座;2、焊接安装盘;3、焊接机械臂;4、焊接头;5、焊接夹持结构;51、焊接夹持卡盘;52、夹持卡爪;53、转动底盘;54、红外测距仪;55、进气连接口;56、滑动卡槽;57、橡胶垫片;58、传动转盘;59、出气槽口;510、弧顶茸毛;511、推动杆;512、挤压限位球;513、单向液压缸;514、挤压弹簧;515、滑动卡接块;516、转盘安装槽;517、电机安装槽;518、出气腔;519、挤压盘;520、卡接内槽;521、硬质敲击杆;522、限位纤毛;523、传动电机。
具体实施方式
20.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施条例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.请参阅图1-9,本发明提供一种技术方案:一种便于零部件转换的汽车零部件用焊接装置,包括焊接装置底座1、焊接安装盘2、焊接机械臂3和焊接头4,焊接安装盘2固定连接在焊接装置底座1的上端,焊接安装盘2上端的中部设置有焊接夹持结构5,焊接夹持结构5包括焊接夹持卡盘51,焊接夹持卡盘51上端的两侧均滑动卡接设置有夹持卡爪52,夹持卡爪52的两侧均设置有红外测距仪54,夹持卡爪52前侧的中部下方开设有转盘安装槽516,转盘安装槽516的下端开设有电机安装槽517,电机安装槽517的内部固定连接有传动电机523,传动电机523的输出端传动连接有传动转盘58,传动转盘58位于转盘安装槽516的内部,夹持卡爪52的前侧转动连接有推动杆511,推动杆511的下端固定连接有挤压限位球512,夹持卡爪52前侧的内部开设有卡接内槽520,卡接内槽520的内部固定连接有单向液压缸513,单向液压缸513的端部设置有挤压弹簧514,单向液压缸513位于推动杆511的正后方,焊接机械臂3转动连接在焊接安装盘2上端的两侧,焊接头4在焊接机械臂3的端部。
22.本实施例的工作原理:通过传动转盘58的设置,在夹持部位需要焊接时,通过夹持卡爪52移动,使汽车零部件向下掉落,同时单向液压缸513启动,带动挤压弹簧514挤压推动杆511,使推动杆511移动,将挤压限位球512挤压汽车零部件,从而控制汽车零部件的移动范围,随后汽车零部件掉落在传动转盘58之间,通过传动转盘58将汽车零部件进行夹持,通过挤压限位球512与传动转盘58的双重夹持,可防止汽车零部件的倾斜,随后传动电机523带动传动转盘58转动,从而带动汽车零部件的移动,使夹持部位更换,随后通过焊接头4对其进行焊接,在移动时,通过红外测距仪54对距离的检测,检测出汽车零部件表面的凹陷与凸起,从而便于夹持卡爪52的位置移动,从而便于对汽车零部件的夹持。
23.同时根据图3-图7所示,单向液压缸513的端部固定连接有挤压盘519,挤压弹簧514的两端分别与挤压盘519的前侧与推动杆511的后侧固定连接,夹持卡爪52的两侧均开设有滑动卡槽56,红外测距仪54的一侧固定连接有滑动卡接块515,滑动卡接块515与滑动卡槽56滑动卡接,挤压限位球512的内部为硬质金属球,外侧包裹软质橡胶,夹持卡爪52的前端固定连接有橡胶垫片57,通过挤压盘519的设置,用于对挤压弹簧514进行安装,同时对挤压弹簧514进行支撑防护,以防止在挤压推动杆511时,通过推动杆511的倾斜,使得挤压弹簧514弯曲,容易出现挤压弹簧514脱离单向液压缸513的问题,通过挤压限位球512外侧的软质橡胶以及橡胶垫片57的 设置,用于对汽车零部件进行保护,以防止汽车零部件被挤压磨损,滑动卡接块515用于与滑动卡槽56卡接,从而将红外测距仪54的位置进行限定。
24.同时根据图3-图5和图8所示,焊接夹持卡盘51的下端固定连接有转动底盘53,转动底盘53固定连接在焊接安装盘2上端的内部,夹持卡爪52的前侧开设有出气槽口59,出气槽口59的后侧为倾斜式设计,出气槽口59上端的两侧均固定连接有弧顶茸毛510,弧顶茸毛510为向上倾斜弧形设计,传动转盘58的外表面固定连接有硬质敲击杆521,硬质敲击杆521为竖直设置,通过转动底盘53的设置,用于在焊接时,将汽车零部件进行旋转,从而能够对多个面进行焊接,通过出气槽口59的开设,使夹持卡爪52的端部形成散热条式设计,从而将汽车零部件焊接时的热量进行导出,从而降低汽车零部件的热量的堆积,通过弧顶茸毛510的设置,用于对焊接时迸溅出的火星进行阻挡,从而增加夹持卡爪52内部的清洁度,同时通
过对火星的限制,使得火星停留在弧顶茸毛510之间,从而便于对火星的清洁,通过硬质敲击杆521的设置,用于在将汽车零部件进行移动时,通过传动转盘58的转动,使得硬质敲击杆521对汽车零部件进行敲击,从而便于将汽车零部件表面焊接时的灰尘震动落下,从而使得焊接更加稳定,同时硬质敲击杆521的设置可增加传动转盘58与汽车零部件之间的摩擦力,使得本发明具有较高的实用性。
25.同时根据图2-图5和图9所示,出气槽口59的下端开设有出气腔518,夹持卡爪52后侧的倾斜面上固定连接有进气连接口55,出气腔518与进气连接口55连通设置,滑动卡接块515的左右两侧与后侧均固定连接有限位纤毛522,滑动卡接块515中部上方的限位纤毛522为向上倾斜式设计,滑动卡接块515中部下方的限位纤毛522为向下倾斜式设计,通过出气腔518与进气连接口55的设置,用于在使用时,通过进气连接口55进入气体,气流经过出气腔518进入出气槽口59,由出气槽口59喷出,通过出气槽口59后侧的倾斜,使得气流被加压,从而吹动汽车零部件的表面,不仅可对汽车零部件表面的灰尘吹动清理,并且和对汽车零部件的表面进行散热,从而增加散热效果以及清理能力,使得焊接更加高效稳定,使得本发明的实用性大大提升,通过限位纤毛522的设置,用于在将滑动卡接块515与滑动卡槽56之间卡接时,通过滑动卡接块515的倾斜设置,可防止红外测距仪54的移动,从而将红外测距仪54的位置进行限定,从而便于红外测距仪54的安装限位,无需另外安装限位结构,降低安装难度。
26.本技术方案中,红外测距仪54以及传动电机523均为现有技术,在此不做过多阐述。
27.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。