一种7crsimnmov钢拉网刀片及其制造方法
技术领域
1.本发明属于机械刀片设计领域,涉及一种7crsimnmov钢拉网刀片及其制造方法。
背景技术:
2.拉网刀片是安装在金属拉网机上,是生产金属拉网产品必备的切削刀具,刀片规格品种多,热处理难度大。随着拉网产品需求的逐年增加,刀片的用量也逐年递增。拉网刀片加工对象主要是金属板,薄刃细长。由于加工的特殊性,要求刀片既要有高的硬度、强韧性、耐磨性和一定的热硬性,又要有高的抗疲劳断裂能力,尤其是对使用性能要求更高。市场现有拉网刀片产品,材质多为h13钢材,缺点是易形成网状碳化物,共晶碳化物,带状偏析严重,结果会使钢的强韧性降低,导致模具易崩刃、断裂而早期失效。由于在高温、高速、高负荷条件下工作,模具通常采用耐高温、耐磨、合金成分较高的合金钢、耐热钢、硬质合金等难加工材料制成。为了提高寿命还须进行特定的热处理工艺或表面强化工艺,所以加工难度很大。
3.但h13刚才在现有技术中存在以下几方面不足:
4.一,选用h13钢经1050℃淬火后再在560~600℃回火2h,可使其力学性能达到最佳的使用范围(48~52hrc),强韧性较好;但力学强度达不到实际使用要求;
5.二,选用h13钢淬火变形,钢淬火变形量较大;
6.三,超硬刀具切削、电、化学加工等特殊的加工方法可以解决一些问题,但成本明显增加;
7.四,需进行特定的热处理工艺或表面强化工艺,所以加工难度很大。
8.而7crsimnmov钢不同,由于7crsimnmov钢具有良好的强韧性,其抗弯强度、抗压强度和冲击韧性都是其他钢材无法比拟的,因此在汽车、机床、电器等行业得到迅速推广。
技术实现要素:
9.有鉴于此,本发明的目的在于提供一种7crsimnmov钢拉网刀片及其制造方法,解决硬度要求高,强韧性高,热处理变形小,生产工艺简单的问题。
10.为达到上述目的,本发明提供如下技术方案:一种7crsimnmov钢拉网刀片的制造方法,包括以下步骤:
11.s1,材料准备,将选取好的7crsimnmov模具钢坯料采用线切割或者锯切为合适的坯料钢块,用摇臂钻床在坯料边缘部位钻φ10孔,用于穿热电偶线和转运环;
12.s2,淬火阶段,将炉内温度升高到920℃,用钩臂通过转运环将7crsimnmov坯料钢块分批次放入炉内,后记录温度,当温度显示仪显示坯料温度达到860℃后,进入炉内保温状态,保温完成后取出坯料钢块,放入油池中进行冷区,冷却时间30min;
13.s3,回火阶段,淬火完成取出后,进行回火,按照200℃
×
2h时效制度,炉内温度保持低温200℃,回火时长2h,后取出回火完成后的坯料钢块,空冷放置到自然冷却为室温;
14.s4,加工阶段,将热处理完成后的坯料钢块用线性切割机切割成符合刀片需求的
薄片,后对薄片进行形状切割以及精磨,完成拉网刀片的生产。
15.可选的,s1步骤中,坯料钢块长160mm,宽度120mm,厚度为60mm。
16.可选的,s1步骤中,转运环穿入边缘钻孔处,捆绑成便于钩取的套圈,同时将热电偶线一端固定在钻孔与转运环交接处,另一端与温度显示仪相连接,以便淬火过程从外部进行内部温度的读取。
17.可选的,s2步骤中,淬火采用箱式电阻炉,保温时间按照坯料钢块的厚度每增加1mm,保温时间则增加1min计算。
18.可选的,s3步骤中,采用纳博热空气循环炉回火,淬火取出后与回火阶段时间间隔不超过4h。
19.一种7crsimnmov钢拉网刀片,采用如上述的7crsimnmov钢拉网刀片的制造方法制造而成。
20.可选的,宽度与厚度精度偏差不超过0.02mm,刀片两侧表面平面度不超过0.2mm。
21.本发明的有益效果在于:
22.一,本发明一种7crsimnmov钢拉网刀片及其制造方法,强韧性好,淬火后保持较高的硬度和各种性能。淬硬层下有高韧性基体作衬垫,工作时刃口不易产生开裂、崩刃现象。采用表面强化工艺后硬化层保留了一定的压应力(304mpa),可提高疲劳强度,使拉网刀片获得较长的使用寿命;
23.二,本发明一种7crsimnmov钢拉网刀片及其制造方法,淬火变形小,当模具钢坯料全部加工成型后,加热至淬火温度,然后油冷达到淬火目的,不须其它工艺流程,所以变形很小;
24.三,本发明一种7crsimnmov钢拉网刀片及其制造方法,修复方便,可焊性好,制造有偏差时可用相应的焊条进行补焊,经打磨修整即可达到理想的效果;
25.四,本发明一种7crsimnmov钢拉网刀片及其制造方法,节省费用,降低成本,不受场地、装备的限制,操作方便。省去淬火多次加热回火的繁琐工序,提高了生产率。初步统计结果,7crsimnmov钢采用淬火工艺制造的模具与cr12钢模具相比省电约80%,劳动生产率提高约20%,热处理总费用降低70%左右,寿命提高1.5倍以上。
26.本发明的其他优点、目标和特征在某种程度上将在随后的说明书中进行阐述,并且在某种程度上,基于对下文的考察研究对本领域技术人员而言将是显而易见的,或者可以从本发明的实践中得到教导。本发明的目标和其他优点可以通过下面的说明书来实现和获得。
附图说明
27.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作优选的详细描述,其中:
28.图1为本发明一种7crsimnmov钢拉网刀片的实物图。
具体实施方式
29.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实
施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
30.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本发明的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
31.本发明实施例的附图中相同或相似的标号对应相同或相似的部件;在本发明的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”、“前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本发明的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
32.请参阅图1,为一种7crsimnmov钢拉网刀片实物图,其加工完成后的尺寸宽度与厚度精度偏差要求不超过0.02mm,刀片两侧表面平面度要求不超过0.2mm,此平面度对于模具钢原料热处理后变形要求十分严格,并对后续精加工处理也有一定要求,故而选用7crsimnmov钢作为拉网刀片钢材原料;
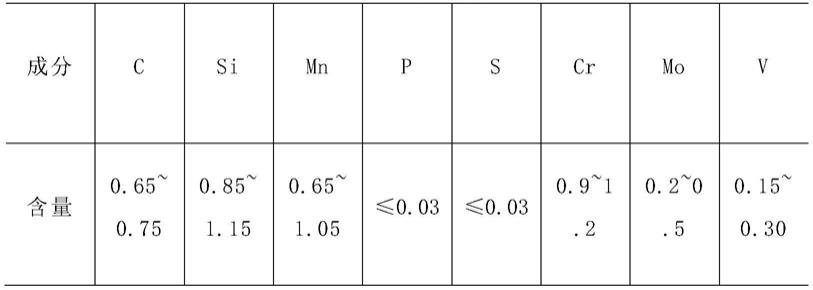
33.7crsimnmov钢主要合金元素为cr、si、mn、v等,并且有少量强化物元素mn、v,被广泛的应用于制造冷压模具的凹模凸模。材料成分如下表所示:
34.7crsimnmov化学成分
[0035][0036]
cr的影响:较多的cr主要目的是提高7crsimnmov钢的淬透性、高温强度和抗高温氧化能力。
[0037]
mo的影响:mo也是碳化物形成元素,在7crsimnmov钢中可提高钢的回火稳定性和耐磨性。
[0038]
si的影响:提高钢的强度、硬度及耐回火性。
[0039]
v的影响:降低钢的过热敏感性,提高钢的回火稳定性及二次硬化效应,弥散分布的碳化钒质点能大大提高钢的耐磨性。
[0040]
7crsimnmov钢的临界点
[0041][0042]
7crsimnmov钢当采用920℃加热,硬度可达hrc62,再经200℃
×
2h回火后,外形长、宽方向变形均小于0.004mm,属于7crsimnmov钢微变形范围,复合拉网刀片,加工生产工艺要求。
[0043]
本产品淬火后采用油冷的加工方式,当油冷处理后距表面30mm处硬度为hrc>60,心部与表面相差hrc3,而空冷后要比油冷底hrc2,心部与表面相差hrc4,为保证整体淬透性,的到硬度较强的模具钢,所以选用油冷的淬火后冷却方式。
[0044]
7crsimnmov钢既适用于制造大、中型整体淬火模具,又适合淬火温度范围要求不大,从而可以避免整体淬火时发生较大变形,并可以省去大型热处理设备,实现节能处理。
[0045]
本发明一种7crsimnmov钢拉网刀片的制造方法,包括以下步骤:先将选取好的7crsimnmov模具钢坯料,采用线切割或者锯切为长160mm宽度120mm,宽度为60mm左右的坯料钢块,再用摇臂钻床在坯料边缘部位钻φ10孔,用于穿热电偶线和转运环。将转运环穿入边缘孔处,捆绑成便于钩取的套圈,同时将热电偶线一端固定在钻孔与转运环交接处,另一端与温度显示仪相连接,以便淬火过程从外部进行内部温度的读取。
[0046]
淬火阶段:采用箱式电阻炉,先将炉内温度升高到920℃,之后将炉门打开,用钩臂通过转运环,将7crsimnmov坯料钢块分批次放入炉内,关上炉门并开始记录温度,当温度显示仪显示坯料温度达到860℃后,进入炉内保温状态,规定要求,保温时间按照厚度每增加1mm,保温时间增加1min计算,如60mm厚坯料,保温时间为60min。保温完成后取出坯料钢块,放入油池中进行冷区,冷却时间应达30min左右。
[0047]
回火阶段:坯料钢块淬火完成需进行回火,规定要求淬火取出后,与回火阶段时间间隔不能超过4h,进行回火采用纳博热空气循环炉,按照200℃
×
2h时效制度,炉内温度保持低温200℃,回火时长2h即可,取出回火完成后的钢料,空冷放置到自然冷却为室温即可,这样就完成了整个热处理过程。
[0048]
加工阶段:将热处理阶段完成后的坯料钢块,用线性切割机将坯料,切割成符合刀片需求的薄片,再按照图1具体尺寸要求,将薄片切割成图中要求大小的样式,之后进行精磨,以满足刀片尺寸精度要求即可,这样就完成了拉网刀片的整套生产加工过程。
[0049]
本发明将加工完成后拉网刀片固定在拉网机切割处,进行金属拉网产品生产,使用后发现,完全满足拉网产品生产需求,产品质量达到国家标准。
[0050]
本发明采用的模具钢原料为7crsimnmov钢,具有了良好的强韧性,大大增加了拉网刀片的使用寿命,同时钢材淬火变形小的特点,满足拉网刀片对于表面精度的要求,由于拉网刀片属于消耗片,采购需求较大,加工成本较高,本发明有效的节省了企业生产采购费用。
[0051]
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。