1.本实用新型涉及一种钢铁生产设备,特别是一种适用于用于预防热轧带钢扁卷的构件结构。
背景技术:
2.近年来,钢铁行业而言,产能过剩、同质化竞争严重,导致市场严重供大于求,同时全球经济下滑,更导致钢铁行业需求不振,价格持续低迷,同时上游铁矿石行业垄断,劳动力、土地、燃料动力等价格持续上升,生产要素成本压力加大,生态环境约束加剧,进一步压缩了企业利润空间。因此,推广降本又环保的钢铁生产工艺已经成为非常必要的生存之路。
[0003]“高强减薄”越来越受到下游客户的重视,同时下游客户为提高成材率,对卷重要求越来越大。但是在生产高强钢及高碳钢进一步下探规格过程中,因其规格较薄,在生产高碳及高强钢过程中,如果卷重进一步增加,因卷取后至进入成品库还有1小时以上的时间,热轧带钢会出现扁卷问题,扁卷后在进行后续平整、酸洗、镀锌及直发至客户处,导致无法上卷,影响客户使用,只能判次。
[0004]
因此迫切需要一种可以改善2.0mm及以下薄规格带钢卷形,预防扁卷的工艺及结构设计。
技术实现要素:
[0005]
本实用新型的技术任务是针对以上现有技术的不足,提供一种预防热轧带钢扁卷的构件结构,可以预防生产高碳钢及高强钢时带钢扁卷,满足带钢卷形质量控制要求,同时也满足客户对带钢质量的要求。
[0006]
本实用新型解决其技术问题的技术方案是:一种预防热轧带钢扁卷的构件结构,其特征在于:包括鞍座、对夹总成、运卷车、光栅检测单元和控制单元;所述的鞍座中间有空隙,所述的运卷车卷托位于空隙内;空隙内上端有与钢卷适配的弧度;所述的对夹总成为两个,相对安装,每侧包括扇形块和油缸,所述的油缸用于推进扇形块;所述的扇形块朝向钢卷的一面有与钢卷适配的弧度;所述的油缸、运卷车、光栅检测单元分别与控制单元信号连接。
[0007]
进一步的,上述的鞍座和扇形块之间通过滑块滑轨连接。
[0008]
进一步的,上述的对夹总成有两套,两套扇形块朝向钢卷的一面弧度不同,鞍座空隙内上端弧度和相应位置的扇形块一致。
[0009]
与现有技术相比较,本实用新型具有以下突出的有益效果:
[0010]
1、通过使用本实用新型改善卷形,预防热轧高碳及高强带钢扁卷,实现薄规格带钢的生产技术需求,又是客户利润最大化的需求;
[0011]
2、生产2.0mm及以下薄规格高碳及高强带钢也可以产生良好的技术效果,适用面广。
[0012]
3、避免因扁卷问题不合造成产品改判,增加经济效益。
附图说明
[0013]
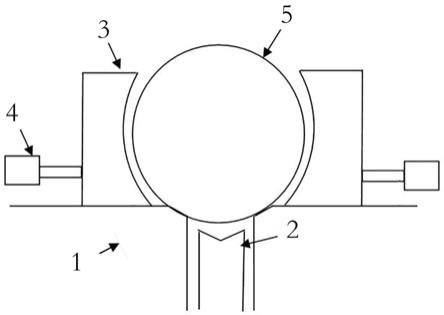
图1是本实用新型的结构示意图。
具体实施方式
[0014]
下面结合说明书附图和具体实施方式对本实用新型进一步说明。
[0015]
高碳钢因带钢蓄热能力较强,卷取后带钢温度高,表面依然为红色高温情况下带钢较软在自重情况下带钢被压扁;高强钢因带钢强度较高,卷取时层间相对更为松弛,从卷筒卸卷后带钢容易松卷。高碳钢和高强钢规格越薄,扁卷情况越严重。同时越来越多的客户希望采购20-25吨的大卷,卷重越大扁卷越严重。因从卸卷到入库时间较长,入库后扁卷问题将无法恢复。
[0016]
为此,在从卷筒卸卷后,采用本实用新型结构夹紧钢卷5,使其无法因自重压扁,等待0.5-2min后温度逐渐下降,带钢自身强度逐渐增加,则后续运卷及入库过程中,扁卷概率大大下降,确保带钢卷外形。
[0017]
本实用新型安装在尾卷取机与打捆机之间。包括鞍座1、对夹总成、运卷车、光栅检测单元和控制单元。
[0018]
所述的鞍座1中间有空隙,所述的运卷车卷托2位于空隙内。空隙内上端有与钢卷5适配的弧度。
[0019]
所述的对夹总成为两个,相对安装,每侧包括扇形块3和油缸4,所述的油缸4用于推进扇形块3。所述的扇形块3朝向钢卷5的一面有与钢卷5适配的弧度。
[0020]
本实施例以宽度1250mm,卷重20-25吨带钢为例,理论上卷直径大概在1770-1950mm之间,因此设定扇形块3来回行程为0-200mm。扇形块3材质为钢结构式,便于制作。
[0021]
优化方案中所述的鞍座1和扇形块3之间通过滑块滑轨连接。
[0022]
所述的油缸4、运卷车、光栅检测单元分别与控制单元信号连接。所述的光栅检测单元获取钢卷5横向和纵向坐标位置传输至控制单元,进而实现下线卷定位、卷径检测。当下线卷定位于扇形块3区域内,控制单元控制运卷车停下并降低卷托2,钢卷5落于鞍座1,实现基础的支撑力。继之,控制单元启动油缸4推进扇形块3,并持续0.5-2min,待温度逐渐下降,带钢自身强度逐渐增加后。所述的控制单元启动油缸4回收、运卷车卷托2上升,继之运卷车前进进入下一步打捆工序。
[0023]
优化方案中,所述的对夹总成有两套,两套扇形块3朝向钢卷5的一面弧度不同,鞍座1空隙内上端弧度和相应位置的扇形块3一致。其设计目的在于,光栅检测单元获取钢卷5外径,控制单元根据外径选择相适配的对夹总成。
[0024]
本实用新型中所涉及的数据测量、传输和控制为本领域公知,因型号不同其内在连接方式和控制方式会有所不同,此处不再累述。
[0025]
需要说明的是,本实用新型的特定实施方案已经对本实用新型进行了详细描述,对于本领域的技术人员来说,在不背离本实用新型的精神和范围的情况下对它进行的各种显而易见的改变都在本实用新型的保护范围之内。
技术特征:
1.一种预防热轧带钢扁卷的构件结构,其特征在于:包括鞍座、对夹总成、运卷车、光栅检测单元和控制单元;所述的鞍座中间有空隙,所述的运卷车卷托位于空隙内;空隙内上端有与钢卷适配的弧度;所述的对夹总成为两个,相对安装,每侧包括扇形块和油缸,所述的油缸用于推进扇形块;所述的扇形块朝向钢卷的一面有与钢卷适配的弧度;所述的油缸、运卷车、光栅检测单元分别与控制单元信号连接。2.根据权利要求1所述的预防热轧带钢扁卷的构件结构,其特征在于:所述的鞍座和扇形块之间通过滑块滑轨连接。3.根据权利要求1所述的预防热轧带钢扁卷的构件结构,其特征在于:所述的对夹总成有两套,两套扇形块朝向钢卷的一面弧度不同,鞍座空隙内上端弧度和相应位置的扇形块一致。
技术总结
本实用新型公开了一种预防热轧带钢扁卷的构件结构,属于钢铁生产领域,包括鞍座、对夹总成、运卷车、光栅检测单元和控制单元;所述的鞍座中间有空隙,所述的运卷车卷托位于空隙内;空隙内上端有与钢卷适配的弧度;所述的对夹总成为两个,相对安装,每侧包括扇形块和油缸,所述的油缸用于推进扇形块;所述的扇形块朝向钢卷的一面有与钢卷适配的弧度;所述的油缸、运卷车、光栅检测单元分别与控制单元信号连接。与现有技术相比较,本实用新型可以预防生产高碳钢及高强钢时带钢扁卷。生产高碳钢及高强钢时带钢扁卷。生产高碳钢及高强钢时带钢扁卷。
技术研发人员:周洪宝 赵占山 季伟斌 宋俊岭 赵寿云
受保护的技术使用者:日照宝华新材料有限公司
技术研发日:2021.08.31
技术公布日:2022/2/18