1.本实用新型属于闸瓦插销加工的技术范畴,尤其涉及一种闸瓦插销整形折弯工装。
背景技术:
2.闸瓦插销作为铁路货车闸瓦与闸瓦托之间的连接部件,其制备工艺一般是通过,下料-加热-锻造-加热-折弯-整形的方式进行加工的;
3.但是,发明人在实现本实用新型实施例的过程中,发现背景技术中至少存在以下缺陷:
4.现有的闸瓦插销加工工艺存在,生产周期长,效率低下,生产成本高等缺陷。
技术实现要素:
5.为克服上述现有技术缺陷,本实用新型提供一种闸瓦插销整形折弯工装,通过闸瓦插销整形折弯工装可以将原有的闸瓦插销制备工艺从下料-加热-锻造-加热-折弯-整形六步缩减至下料-加热-锻造-整型折弯四步,既提高了生产效率又降低了生产成本。
6.本实用新型所采用的具体技术方案为:
7.1.一种闸瓦插销整形折弯工装,其特征在于包括:
8.工作台:所述工作台上设有支撑部;
9.支撑部:所述支撑部的上表面与工作台表面的夹角为锐角;
10.整形下模:所述整形下模的下表面设置在支撑部的上表面上,所述整形下模的上表面的形状与闸瓦插销的下表面相吻合,使闸瓦插销的放置在整形下模的上表面时闸瓦插销下表面可以与整形下模上表面紧密贴合;
11.整形上模:所述整形上模设在整形下模上方,所述整形上模由第一整形上模和第二整形上模组成;
12.所述第一整形上模上方连接有第一气缸,所述第一整形上模下表面至少设有一个与整形下模尾部形状相配合的固定部,使其可以通过气缸将锻件尾部固定在整形下模与第一整形上模之间;
13.所述第二整形上模上方连接有第二气缸,所述第二整形上模下表面至少设有一个与整形下模头部形状相配合的折弯部,使其可以通过气缸与整形下模和第二整形上模相配合把锻件的头部折弯,从而将锻件加工成闸瓦插销。
14.进一步的,所述第二气缸与工作台的上表面相垂直,以进一步增强其加工效果。
15.进一步的,所述支撑部的上表面与工作台表面的夹角为15-45
°
。
16.进一步的,所述支撑部底部与工作台固定连接。
17.进一步的,所述第一气缸与第一整形上模固定连接,所述第一气缸与第一整形上模的上表面相垂直。
18.进一步的,所述第二气缸与第二整形上模固定连接,所述第二气缸与第二整形上
模的上表面相垂直。
19.进一步的,所述固定部与折弯部的数量为一个。
20.进一步的,所述闸瓦插销整形折弯工装还设有用于控制第一气缸和第二气缸的电磁阀和接近开关,通过电磁阀控制气缸下压,达到整型、压住工件作用,第一气缸下压同时碰到第一气缸接近开关,第二电磁阀控制第二气缸下压折弯上模下压实现折弯目的。第二气缸下压到底部碰到第二气缸接近开关全部断电,使第一第二气缸同时上升,模具打开取出工件完成作业。
21.本实用新型的积极效果是:
22.1.本技术通过设计出一种闸瓦插销整形折弯工装,闸瓦插销的制备工艺从下料-加热-锻造-加热-折弯-整形六步缩减至下料-加热-锻造-整型折弯四步,既保证质量又提高生产效率,还能降低生产成本;其与旧工艺想比使用本技术闸瓦插销整形折弯工装可降低二次加热电费每件0.27元,二次加热人工费0.05元;整型人工0.06元共计每件可节约生产成本0.38元。在班产3500件闸瓦插销的情况下,每班可节约成本1330元。
附图说明
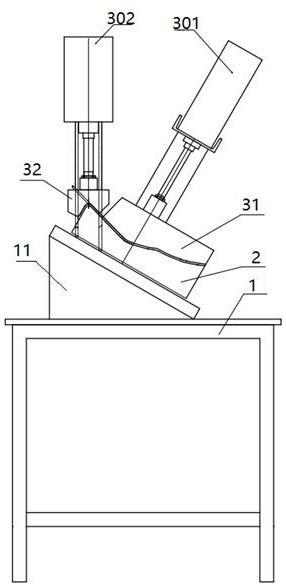
23.图1是本实用新型闸瓦插销整形折弯工装的结构示意图;
24.图2是本技术所生产的闸瓦插销的产品示意图;
25.图3是本实用新型所生产的闸瓦插销的产品示意图;
26.图例说明:工作台1;支撑部11;整形下模2;第一整形上模31;第二整形上模32;第一气缸301;第二气缸302。
具体实施方式
27.下面结合附图和具体实施例对本实用新型进行详细描述:
28.具体实施例:
29.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底
”ꢀ“
内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
30.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
31.以下结合具体实施例对本实用新型的具体实现进行详细描述。
32.具体实施例一:
33.一种闸瓦插销整形折弯工装,其特征在于包括:
34.工作台1:所述工作台上设有支撑部11;
35.支撑部11:所述支撑部11底部与工作台1固定连接;
36.整形下模2:所述整形下模2的下表面设置在支撑部11的上表面上,所述整形下模2
的上表面的形状与闸瓦插销的下表面相吻合;
37.整形上模:所述整形上模设在整形下模2上方,所述整形上模3由第一整形上模31和第二整形上模32组成;
38.所述第一整形上模31上方连接有第一气缸301,所述第一气缸301与第一整形上模31固定连接,所述第一气缸301与第一整形上模31的上表面相垂直,所述第一整形上模301下表面设有一个与整形下模2尾部形状相配合的固定部,使其可以通过第一气缸301将锻件a尾部固定在整形下模2与第一整形上模301之间;
39.所述第二整形上模32上方连接有第二气缸302,所述第二气缸302与工作台1的上表面相垂直,所述第二气缸302与第二整形上模32固定连接,所述第二气缸302与第二整形上模31的上表面相垂直,所述第二整形上模32下表面设有一个与整形下模2头部形状相配合的折弯部,使其可以通过第二气缸302与整形下模和第二整形上模相配合把锻件a的头部折弯,从而将锻件a加工成闸瓦插销。
40.具体使用时;把锻造完成的锻件a趁余热放在整形下模2上通过第一气缸301下压将锻件a尾部固定在整形下模2与第一整形上模31之间,再将第二气缸302下压通过第二气缸302与整形下模2和第二整形上模32相配合将锻件a的头部折弯将锻件a加工成闸瓦插销。
41.具体实施例二;在具体实施例一的基础上,所述支撑部的上表面与工作台表面的夹角为15-45
°
。
42.具体实施例三:在具体实施例一的基础上,所述闸瓦插销整形折弯工装还设有用于控制第一气缸301和第二气缸302的电磁阀和接近开关,通过电磁阀和接近开关可控制气缸下压,达到整型、压住工件作用,第一气缸301下压同时碰到第一气缸接近开关,第二电磁阀控制第二气缸302下压折弯上模下压实现折弯目的。第二气缸302下压到底部碰到第二气缸302接近开关全部断电,使第一第二气缸同时上升,模具打开取出工件完成作业。
43.前述内容已经宽泛地概述出各个实施例的一些方面和特征,其应该被解释为仅是各个潜在应用的说明。其他有益结果可以通过以不同方式应用公开的信息或通过组合公开的实施例的各个方面来获得。在由权利要求限定的范围的基础上,结合附图地参考对示例性实施例的具体描述可获得其他方面和更全面的理解。
44.上述实施例对本实用新型做了详细说明。当然,上述说明并非对本实用新型的限制,本实用新型也不仅限于上述例子,相关技术人员在本实用新型的实质范围内所作出的变化、改型、添加或减少、替换,也属于本实用新型的保护范围。