1.本实用新型涉及空调横梁冲压领域,具体涉及一种空调横梁冲压移料装置。
背景技术:
2.空调横梁在制作时,需要进行两次冲压,现有技术是通过人工实现空调横梁冲压时的上料工序,两次冲压间的移料工序,冲压完成后的下料工序。因此存在生产效率低下,人工成本高,操作风险大等问题。为了提高生产效率,适应现代化的自动化生产需求,需要设计一种能够自动进行空调横梁冲压过程的上料、移料和下料工序的装置。
技术实现要素:
3.针对现有技术存在的问题,本实用新型提供了一种空调横梁冲压移料装置,能够自动完成空调横梁冲压的上料、移料和下料工序。
4.本实用新型采用以下的技术方案:
5.一种空调横梁冲压移料装置,包括底板,底板上设置有移料结构,所述移料结构包括第一横梁和第二横梁,第一横梁和第二横梁的底部均设置有两组升降组件,升降组件的底部固定在底板上,第一横梁和第二横梁的左侧设置有第一移料组件,第一横梁和第二横梁的右侧设置有第二移料组件,第一移料组件包括设置在第一横梁左侧的两个第一滑块和设置在第二横梁左侧的两个第二滑块,第一滑块上滑动连接有第一滑轨,第二滑块上滑动连接有第二滑轨,第一滑轨的左侧和第二滑轨的左侧之间连接有第一纵梁,第一滑轨的右侧和第二滑轨的右侧之间连接有第二纵梁,第一纵梁和第二纵梁上均设置有多个吸盘;
6.第二移料组件包括设置在第一横梁右侧的两个第三滑块和设置在第二横梁右侧的两个第四滑块,第三滑块上滑动连接有第三滑轨,第四滑块上滑动连接有第四滑轨,第三滑轨和第四滑轨之间连接有第三纵梁,第三纵梁上也设置有多个吸盘;
7.第一移料组件还包括设置在第一横梁左侧的第一移料气缸和设置在第二横梁左侧的第二移料气缸,第一移料气缸的活塞杆与第一滑轨固定连接,第二移料气缸的活塞杆与第二滑轨固定连接;第一移料气缸和第二移料气缸共同带动第一滑轨和第二滑轨左右移动,从而带动第一纵梁和第二纵梁左右移动;
8.第二移料组件还包括设置在第一横梁右侧的第三移料气缸和设置在第二横梁右侧的第四移料气缸,第三移料气缸的活塞杆与第三滑轨固定连接,第四移料气缸的活塞杆与第四滑轨固定连接;第三移料气缸和第四移料气缸共同带动第三滑轨和第四滑轨左右移动,从而带动第三纵梁左右移动。
9.优选地,每组升降组件包括升降气缸和两个导向座,两个导向座分别位于升降气缸的两侧,第一横梁底部的两组升降组件的升降气缸带动第一横梁升降,第二横梁底部的两组升降组件的升降气缸带动第二横梁升降,第一横梁和第二横梁同步升降。
10.优选地,所述第一纵梁、第二纵梁和第三纵梁同步移动。
11.优选地,所述底板上自左向右依次设置有上料工位、第一下模、第二下模和下料工
位,上料工位、第一下模、第二下模和下料工位均位于第一横梁和第二横梁之间。
12.本实用新型具有的有益效果是:
13.本实用新型提供的空调横梁冲压移料装置,通过第一纵梁、第二纵梁和第三纵梁同步移动,配合第一横梁和第二横梁同步升降,同步完成第一纵梁从上料工位移料至第一下模,第二纵梁从第一下模移料至第二下模,第三纵梁从第二下模移料至下料工位,从而自动完成空调横梁冲压过程的上料、移料和下料工序,节省了人工成本,提高了生产效率,降低了操作风险,为企业带来了很好的经济效益。
附图说明
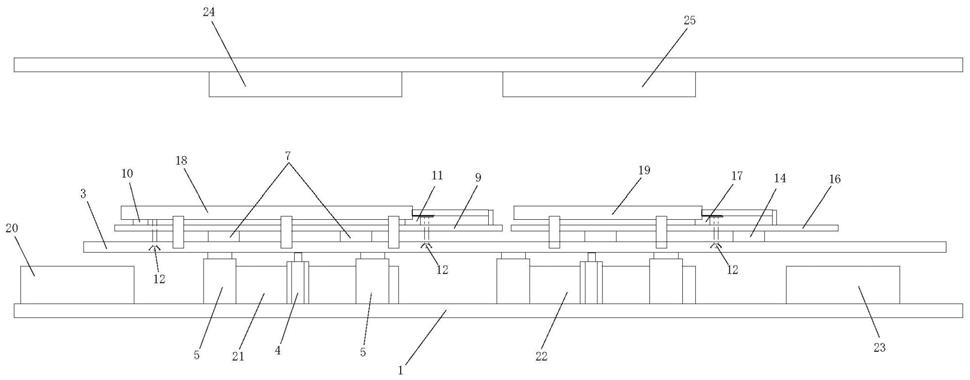
14.图1为空调横梁冲压移料装置的结构示意图。
15.图2为空调横梁冲压移料装置的俯视图。
具体实施方式
16.下面结合附图对本实用新型进行具体的说明:
17.结合图1和图2,一种空调横梁冲压移料装置,包括底板1,底板1上设置有移料结构。
18.移料结构包括第一横梁2和第二横梁3,第一横梁2和第二横梁3的底部均设置有两组升降组件,升降组件的底部固定在底板上。
19.每组升降组件包括升降气缸4和两个导向座5,两个导向座分别位于升降气缸的两侧,升降气缸为横梁提供升降动力,导向座起到导向作用,保证横梁上下移动。
20.第一横梁2底部的两组升降组件的升降气缸带动第一横梁升降,第二横梁底部的两组升降组件的升降气缸带动第二横梁升降,第一横梁和第二横梁是同步升降的,即总共四个升降气缸同步带动第一横梁和第二横梁升降。
21.第一横梁和第二横梁的左侧设置有第一移料组件,第一横梁和第二横梁的右侧设置有第二移料组件。
22.第一移料组件包括设置在第一横梁左侧的两个第一滑块6和设置在第二横梁左侧的两个第二滑块7,第一滑块上滑动连接有第一滑轨8,第二滑块上滑动连接有第二滑轨9,第一滑轨的左侧和第二滑轨的左侧之间连接有第一纵梁10,第一滑轨的右侧和第二滑轨的右侧之间连接有第二纵梁11,第一纵梁和第二纵梁上均设置有多个吸盘12。
23.第二移料组件包括设置在第一横梁右侧的两个第三滑块13和设置在第二横梁右侧的两个第四滑块14,第三滑块上滑动连接有第三滑轨15,第四滑块上滑动连接有第四滑轨16,第三滑轨和第四滑轨之间连接有第三纵梁17,第三纵梁上也设置有多个吸盘12。
24.第一移料组件还包括设置在第一横梁左侧的第一移料气缸和设置在第二横梁左侧的第二移料气缸18,第一移料气缸的活塞杆与第一滑轨固定连接,第二移料气缸的活塞杆与第二滑轨固定连接。
25.第一移料气缸和第二移料气缸同步带动第一滑轨和第二滑轨左右移动,从而带动第一纵梁和第二纵梁左右移动。
26.第二移料组件还包括设置在第一横梁右侧的第三移料气缸和设置在第二横梁右侧的第四移料气缸19,第三移料气缸的活塞杆与第三滑轨固定连接,第四移料气缸的活塞
杆与第四滑轨固定连接。
27.第三移料气缸和第四移料气缸同步带动第三滑轨和第四滑轨左右移动,从而带动第三纵梁左右移动。
28.实际上,第一移料气缸、第二移料气缸、第三移料气缸和第四移料气缸是同步动作的,因此能够保证第一纵梁10、第二纵梁11和第三纵梁17同步移动。
29.底板上自左向右依次设置有上料工位20、第一下模21、第二下模22和下料工位23,上料工位、第一下模、第二下模和下料工位均位于第一横梁和第二横梁之间。
30.上料工位20用于放置初始材料,第一下模的上方设置有第一上模24,第一下模和第一上模完成第一次冲压,第二下模的上方设置有第二上模25,第二下模和第二上模完成第二次冲压,下料工位用于放置冲压完成的空调横梁。
31.本实用新型的大致工作过程为:
32.初始时,第一横梁2和第二横梁3位于高位,第一纵梁10位于上料工位20和第一下模21之间,第二纵梁11位于第一下模21和第二下模22之间,第三纵梁17位于第二下模22和下料工位23之间;第一上模和第二上模下移对第一下模21和第二下模22上的工件冲压完成后,第一移料气缸、第二移料气缸、第三移料气缸和第四移料气缸同步动作,带动第一纵梁10、第二纵梁11和第三纵梁17同步左移后,此时,第一纵梁10位于上料工位20的上方,第二纵梁11位于第一下模的上方,第三纵梁17位于第二下模的上方;之后,升降组件带动第一横梁2和第二横梁3下移,同时第一纵梁10、第二纵梁11和第三纵梁17下移,第一纵梁10通过吸盘吸取上料工位上的初始材料,第二纵梁通过吸盘吸取第一下模上冲压好的工件,第三纵梁通过吸盘吸取第二下模上冲压好的工件,然后升降组件带动第一横梁2和第二横梁3上移到位,再由第一移料气缸、第二移料气缸、第三移料气缸和第四移料气缸同步动作,带动第一纵梁10、第二纵梁11和第三纵梁17同步右移后,此时,第一纵梁10位于第一下模的上方,第二纵梁11位于第二下模的上方,第三纵梁17位于下料工位的上方;之后,升降组件带动第一横梁2和第二横梁3下移,同时第一纵梁10、第二纵梁11和第三纵梁17下移,第一纵梁将初始材料放置到第一下模上,第二纵梁将第一下模上冲压好的工件放置到第二下模上,第三纵梁将第二下模上冲压好的工件放置到下料工位,然后升降组件带动第一横梁2和第二横梁3上移到位,再由第一移料气缸、第二移料气缸、第三移料气缸和第四移料气缸同步动作,带动第一纵梁10、第二纵梁11和第三纵梁17同步左移后,回到初始位置,再重复上述过程,自动完成空调横梁的制作。
33.当然,上述说明并非是对本实用新型的限制,本实用新型也并不仅限于上述举例,本技术领域的技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换,也应属于本实用新型的保护范围。