1.本实用新型涉及燃气表装配技术领域,具体涉及一种物联网智能燃气表减速器旋架组件装配装置。
背景技术:
2.减速器是燃气表内重要的零部件,而悬架组件则是减速器输出端内重要的零部件,悬架组件由转轴、夹板以及齿轮组成,在对减速器内的旋架组件进行安装时,传统的装配方式采用手工方式装配或者机器装配,而采用手工装配的方式效率低,并且在装配的过程中,无法保证旋架组件上的转轴插入至指定深度,导致产品质量得不到保证;而现有的机器在对旋架组件进行装配时,无法对旋架组件进行精准夹持,并且由于旋架组件上齿轮的厚度较薄,传统的夹持工具在对旋架组件进行夹持时,容易导致旋架组件上齿轮的损伤,同时在对旋架组件进行装配的过程中,无法保证旋架组件上的转轴与装配孔在同一直线上,从而导致旋架组件上的转轴倾斜插入至装配孔内,出现装配不到位的情况发生。
技术实现要素:
3.本实用新型所要解决的技术问题是克服现有技术中的不足,目的在于提供一种物联网智能燃气表减速器旋架组件装配装置,能够将待装配的旋架组件快速抓取至装配线上,并且将旋架组件自动装配至减速器壳体内,实现了对减速器内旋架组件的自动化装配,提高了装配效率和装配质量。
4.本实用新型通过下述技术方案实现:
5.一种物联网智能燃气表减速器旋架组件装配装置,包括装配机构,所述装配机构包括夹持部件和上顶部件,所述夹持部件包括两个夹持单元,所述夹持单元用于对旋架组件上的齿轮进行夹持;所述上顶部件包括顶杆,顶杆位于两个夹持单元之间,顶杆能够沿竖直方向移动,将夹持单元中的旋架组件朝上顶升,使得旋架组件上的转轴插入至装配孔内。
6.针对现有技术中的减速器内旋架组件安装时,大多数采用人工的方式进行装配,使得旋架组件装配效率低,并且在装配的过程中,工人长时间工作后,容易导致无法将旋架组件装配到位的情况发生,影响燃气表的质量,为此,本技术方案设置的装配机构一方面能够对进料口处的旋架组件进行夹持,保证移栽机构在移动的过程中,旋架组件能够在移栽机构上保证稳定,另一方面当移栽机构将旋架组件移动至装配位置处时,利用设置的上顶部件的顶杆能够将夹持单元夹持着的旋架组件朝上顶起,将旋架组件上的转轴插入至旋架组件的安装孔内,从而实现了旋架组件的自动化装配,相比传统的人工装配方式,大大提高了装配效率;同时,本技术方案中设置的装配机构利用夹持部件能够对旋架组件进料口处的旋架组件上的齿轮进行夹持,采用对旋架组件上的齿轮夹持的方式,一方面能够保证移栽机构在转移旋架组件的过程中,旋架组件能够稳定位于装配机构内,另一方面利用对旋架组件的齿轮夹持,能够保证旋架组件上的转轴处于朝上的状态,便于配合上顶部件,对旋架组件上的转轴施加场所的作用力,迫使旋架组件上的转轴压入动密封组件内指定深度
处,从而实现了对旋架组件的自动化装配,并且在装配的过程中,能够保证每个旋架组件插入至装配孔内的深度一致,保证了产品质量的一致性。
7.进一步地,还包括用于将旋架组件转移至装配线上的移栽机构,所述移栽机构包括水平移动气缸和第一滑台,所述水平移动气缸的输出端与第一滑台连接。
8.设置的移栽机构工作时,利用水平移动气缸能够驱动第一滑台在水平方向上做往复运动,从而实现了对移栽机构上的装配机构水平方向上位置的调节,保证装配机构上的旋架组件能够快速、自动送达至装配线上进行装配。
9.进一步地,所述移栽机构还包括立板、上下移动气缸以及第二滑台,所述立板位于第一滑台的顶部,所述上下移动气缸位于立板的侧壁上,上下移动气缸的输出端与第二滑台连接,所述装配机构的上顶部件位于第二滑台的侧壁上。
10.设置的立板用于与第一滑台垂直连接,在利用水平移动气缸驱动第一滑台移动时,位于第一滑台上的立板将跟着同步移动,从而保证了上下移动气缸和装配机构能够与第一滑台保持水平方向上的同步移动;设置的上下移动气缸用于调节装配机构的高度,当水平移动气缸将装配机构移动至装配线上时,利用上下移动气缸能够驱动装配机构沿竖直方向朝上移动,迫使装配机构上的旋架组件能够朝着装配孔方向移动,并将旋架组件预装入减速器的动密封组件内,实现了对旋架组件的初步装配。
11.进一步地,所述立板的侧壁上还设有l型结构的加强筋,且加强筋与第一滑台的顶部连接。
12.由于立板立着固定在第一滑台的顶部,为了保证立板与第一滑台之间能够稳定连接,故设置的加强筋,利用加强筋的两条边分别与第一滑台和立板连接,从而提高了第一滑台与立板之间的连接强度,保证了本装置运行中的稳定性。
13.进一步地,所述上顶部件包括固定台、上顶气缸,所述固定台位于第二滑台的侧壁上,所述上顶气缸与固定台连接,所述固定台的侧壁上设有凸起,凸起位于上顶气缸的上方,所述上顶气缸的输出端上设有l型结构的活动板,所述活动板一端竖直贯穿凸起后与上顶气缸连接,另一端与顶杆连接。
14.当上下移动气缸将旋架组件预装至动密封圈组件内时,上顶气缸驱动活动板在凸起内沿竖直方向移动,从而带动活动板上的顶杆沿竖直方向朝上移动,将位于夹持部件内的旋架组件上的转轴压入至动密封圈组件内指定深度处。
15.进一步地,所述夹持部件包括夹持气缸、第三滑台,所述夹持气缸位于凸起的侧壁上,所述第三滑台位于夹持气缸上,夹持单元位于第三滑台内,且顶杆位于两个夹持单元之间,所述夹持气缸能够调节两个夹持单元之间的间距。
16.在利用夹持部件对旋架组件进行夹持时,利用设置的夹持气缸驱动两个夹持单元朝中靠拢,从而将位于两个夹持元件之间的旋架组件夹持住,而当需要顶杆将位于夹持单元内的旋架组件压入至装配孔内时,利用夹持气缸驱动两个夹持单元朝中远离彼此方向移动,移除对夹持单元的约束,使得顶杆在朝上移动时,顶杆能够顺利将旋架组件压入至装配孔内。
17.进一步地,所述第三滑台上还设有滑槽,滑槽内设有两个分别与夹持单元连接着的滑块,夹持气缸的输出端分别与两个滑块连接;所述夹持单元包括固定块和l型结构的夹持臂,所述固定块与滑块连接,顶杆位于两个固定块之间,两个所述夹持臂一端与固定块连
接,另一端分别朝向彼此,且夹持臂的夹持端面上设有弧形凹槽,弧形凹槽的半径与旋架组件上齿轮的齿顶圆半径相同。
18.夹持部件在对旋架组件进行夹持时,夹持气缸能够驱动位于滑槽内的两个滑块朝中靠拢,滑块再带动固定块跟着一起移动,从而实现了两个夹持臂之间位置的调节,进而实现了对旋架组件的夹持,其中,设置的固定块的截面尺寸大于夹持臂的截面尺寸,利用设置的固定块能够提高夹持单元整体的强度;本技术方案设置的夹持单元用于对旋架组件上的齿轮进行夹持,但是为了防止夹持臂在夹持时对齿轮造成损害,故在夹持臂的夹持端面上还设置有弧形凹槽,且弧形凹槽的半径与旋架组件上齿轮的齿顶圆半径相同,使得夹持臂上的弧形凹槽与旋架组件的齿轮匹配,这样当夹持臂在对旋架组件上的齿轮进行夹持时,弧形凹槽能够增大与齿轮的接触面积,有效避免了夹持臂产生的夹持力集中作用于某一齿而导致齿损伤的情况发生。
19.进一步地,所述夹持部件还包括用于对旋架组件进行定位的定位单元,所述定位单元包括定位头和固定头,所述固定头一端与定位头连接,另一端设有缺口,所述活动板与顶杆的连接段位于缺口内,所述定位头的顶部设有宽度与旋架组件夹板宽度相同的定位槽。
20.为了保证从旋架组件进料口处的旋架组件进入至夹持部件内后,夹持部件能够有效对旋架组件上的齿轮进行夹持,故设置了用于对旋架组件进行定位的定位单元,同时,由于定位头上定位槽的宽度与旋架组件夹板的宽度一致,因此,利用设置的定位槽能够对旋架组件的夹板进行定位,限制了旋架组件的位置,保证旋架组件上的齿轮处于夹持臂之间,使得夹持臂能够对旋架组件上的齿轮进行夹持。
21.进一步地,所述活动板朝向上顶气缸方向的末端上还设有横板,所述横板上设有螺纹杆,所述螺纹杆贯穿横板后与上顶气缸连接,所述螺纹杆上还设有螺母,且螺母位于横板的上方。
22.为了控制顶杆在推动旋架组件上压的过程中,旋架组件上的转轴不会压入较深的长度,故设置了行程调节组件,行程调节组件包括横板、螺纹杆以及螺母,当需要调节活动板朝上的最大行程量时,通过旋转螺纹杆上的螺母,改变螺母在螺纹杆上的高度,由于螺母在螺纹杆上的高度已经固定,因此当上顶气缸工作时,其输出端驱动活动板在凸起内朝上移动,活动板在朝上移动的过程中,能够带动套设在螺纹杆上的横板跟着一起移动,当横板移动至固定在螺纹杆上的螺母处时,利用设置的螺母限制了螺纹杆上的横板继续朝上移动,从而控制了活动板的行程量,限制了活动板带动顶杆朝上移动的最大位移量,从而控制了顶杆推动旋架组件上转轴压入安装孔内位移量,避免顶杆推动转轴过度装配,导致产品报废的情况发生。
23.本实用新型与现有技术相比,具有如下的优点和有益效果:
24.1、本实用新型利用设置的移栽机构能够将旋架组件自动输送至装配线上,并且利用设置的装配机构不仅能够对位于移栽机构上的旋架组件进行夹持,同时还能够将旋架组件装配至安装孔内,实现了对旋架组件自动化装配,相比传统的手工装配方式,提高了装配效率和装配质量;
25.2、本实用新型设置的夹持部件利用夹持臂能够与旋架组件的齿轮贴合在一起,增大与旋架组件上齿轮的接触面积,从而减少夹持时对齿轮造成的损伤,并且夹持部件在对
旋架组件进行夹持时,利用设置的定位元件能够对旋架组件进行定位,保证旋架组件处于夹持单元之间,从而保证了夹持单元能够对旋架组件上的齿轮进行精准夹持;
26.3、本实用新型利用设置行程调节组件能够控制活动板的行程,限制了活动板带动顶杆朝上移动的最大位移量,从而控制了顶杆推动旋架组件上转轴压入安装孔内位移量,避免顶杆推动转轴过度装配,导致产品报废的情况发生。
附图说明
27.此处所说明的附图用来提供对本实用新型实施例的进一步理解,构成本技术的一部分,并不构成对本实用新型实施例的限定。在附图中:
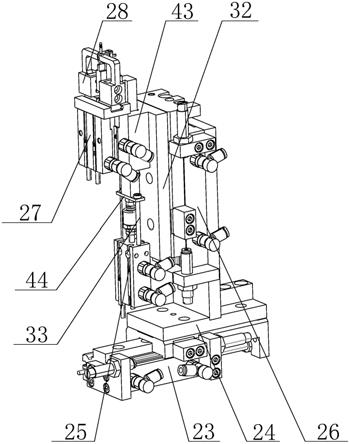
28.图1为本实用新型结构示意图;
29.图2为本实用新型另一个视角时的结构示意图;
30.图3为本实用新型图2中a部放大后的结构示意图;
31.图4为本实用新型定位元件对旋架组件定位时的结构示意图。
32.附图中标记及对应的零部件名称:
33.20-转轴,21-齿轮,22-夹板,23-水平移动气缸,24-第一滑台,25-上顶气缸,26-上下移动气缸,27-夹持气缸,28-夹持单元,29-加强筋,30-立板,31-第二滑台,32-固定台,33-螺纹杆,34-第三滑台,35-滑块,36-固定块,37-夹持臂,38-旋架组件,39-定位单元,40-活动板,41-顶杆,42-固定头,43-凸起,44-横板,45-定位头。
具体实施方式
34.为使本实用新型的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本实用新型作进一步的详细说明,本实用新型的示意性实施方式及其说明仅用于解释本实用新型,并不作为对本实用新型的限定。
35.实施例1
36.如图1、图2所示,本实用新型包括装配机构和管理平台,所述装配机构包括夹持部件和上顶部件,所述夹持部件用于对旋架组件38上的齿轮21进行夹持,所述上顶部件能够将夹持组件中的旋架组件38朝上顶升,使得旋架组件38上的转轴20插入至装配孔内。
37.针对现有技术中的减速器内旋架组件38安装时,大多数采用人工的方式进行装配,使得旋架组件38装配效率低,并且在装配的过程中,工人长时间工作后,容易导致无法将旋架组件38装配到位的情况发生,影响燃气表的质量,为此,本技术方案利用设置的管理平台为控制器,与装配机构连接,设置的移栽机构能够自动对待装配的旋架组件38进行移动,将进料口处的旋架组件38转移至装配线上进行组装,实现了对旋架组件38自动化上料的目的,而设置在移栽机构上的装配机构一方面能够对进料口处的旋架组件38进行夹持,保证移栽机构在移动的过程中,旋架组件38能够在移栽机构上保持稳定,另一方面当移栽机构将旋架组件38移动至装配位置处时,设置的装配机构能够将夹持着的旋架组件38朝上顶起,将旋架组件38上的转轴20插入至旋架组件38的安装孔内,从而实现了旋架组件38的自动化装配,相比传统的人工装配方式,大大提高了装配效率;本技术方案中设置的装配机构利用夹持部件能够对旋架组件38进料口处的旋架组件38进行夹持,保证移栽机构在转移旋架组件38的过程中,旋架组件38能够稳定位于装配机构内,而当移栽机构将旋架组件38
移动至装配线上的装配位置处时,利用设置的移栽机构还能够将装配组件内的旋架组件38朝上移动,将旋架组件38预装入减速器内的动密封圈组件内,然后在利用装配机构上的上顶部件对旋架组件38施加上顶的作用力,迫使旋架组件38上的转轴20压入动密封组件内指定深度处,从而实现了对旋架组件38的自动化装配,并且在装配的过程中,能够保证每个旋架组件38插入至装配孔内的深度一致,保证了产品质量的一致性。
38.实施例2
39.在实施例1的基础上,所述移栽机构包括水平移动气缸23和第一滑台24,水平移动气缸23与管理平台连接,所述水平移动气缸23的输出端与第一滑台24连接。
40.设置的移栽机构工作时,利用水平移动气缸23能够驱动第一滑台24在水平方向上做往复运动,从而实现了对移栽机构上的装配机构水平方向上位置的调节,保证装配机构上的旋架组件38能够快速、自动送达至装配线上进行装配。
41.所述移栽机构还包括立板30、上下移动气缸26以及第二滑台31,所述立板30位于第一滑台24的顶部,所述上下移动气缸26位于立板30的侧壁上,与管理平台连接,上下移动气缸26的输出端与第二滑台31连接,所述装配机构的上顶部件位于第二滑台31的侧壁上。
42.设置的立板30用于与第一滑台24垂直连接,在利用水平移动气缸23驱动第一滑台24移动时,位于第一滑台24上的立板30将跟着同步移动,从而保证了上下移动气缸26和装配机构能够与第一滑台24保持水平方向上的同步移动;设置的上下移动气缸26用于调节装配机构的高度,当水平移动气缸23将装配机构移动至装配线上时,利用上下移动气缸26能够驱动装配机构沿竖直方向朝上移动,迫使装配机构上的旋架组件38能够朝着装配孔方向移动,并将旋架组件38预装入减速器的动密封组件内,实现了对旋架组件38的初步装配。
43.所述立板30的侧壁上还设有l型结构的加强筋29,且加强筋29与第一滑台24的顶部连接。
44.由于立板30立着固定在第一滑台24的顶部,为了保证立板30与第一滑台24之间能够稳定连接,故设置的加强筋29,利用加强筋29的两条边分别与第一滑台24和立板30连接,从而提高了第一滑台24与立板30之间的连接强度,保证了本装置运行中的稳定性。
45.实施例3
46.如图3所示,在实施例2的基础上,所述上顶部件包括固定台32、上顶气缸25以及顶杆41,所述固定台32位于第二滑台31的侧壁上,所述上顶气缸25与固定台32连接,所述固定台32的侧壁上设有凸起43,凸起43位于上顶气缸25的上方,上顶气缸25与管理平台连接,所述上顶气缸25的输出端上设有l型结构的活动板40,所述活动板40一端竖直贯穿凸起43后与上顶气缸25连接,另一端与顶杆41连接,所述顶杆41位于夹持部件内。
47.当上下移动气缸26将旋架组件38预装至动密封圈组件内时,上顶气缸25驱动活动板40在凸起43内沿竖直方向移动,从而带动活动板40上的顶杆41沿竖直方向朝上移动,将位于夹持部件内的旋架组件38上的转轴20压入至动密封圈组件内指定深度处。
48.所述夹持部件包括夹持气缸27、第三滑台34以及两个夹持单元28,所述夹持气缸27位于凸起43的侧壁上,与管理平台连接,所述第三滑台34位于夹持气缸27上,夹持单元28位于第三滑台34内,且顶杆41位于两个夹持单元28之间,所述夹持气缸27能够调节两个夹持单元28之间的间距。
49.在利用夹持部件对旋架组件38进行夹持时,利用设置的夹持气缸27驱动两个夹持
单元28朝中靠拢,从而将位于两个夹持元件28之间的旋架组件38夹持住,而当需要顶杆41将位于夹持单元28内的旋架组件38压入至装配孔内时,利用夹持气缸27驱动两个夹持单元朝中远离彼此方向移动,移除对夹持单元28的约束,使得顶杆41在朝上移动时,顶杆41能够顺利将旋架组件38压入至装配孔内。
50.所述第三滑台34上还设有滑槽,滑槽内设有两个分别与夹持单元28连接着的滑块35,夹持气缸27的输出端分别与两个滑块35连接;所述夹持单元28包括固定块36和l型结构的夹持臂37,所述固定块36与滑块35连接,顶杆41位于两个固定块36之间,两个所述夹持臂37一端与固定块36连接,另一端分别朝向彼此,且夹持臂37的夹持端面上设有弧形凹槽,弧形凹槽的半径与旋架组件38上齿轮21的齿顶圆半径相同。
51.夹持部件在对旋架组件38进行夹持时,夹持气缸27能够驱动位于滑槽内的两个滑块35朝中靠拢,滑块35再带动固定块36跟着一起移动,从而实现了两个夹持臂37之间位置的调节,进而实现了对旋架组件38的夹持,其中,设置的固定块36的截面尺寸大于夹持臂37的截面尺寸,利用设置的固定块36能够提高夹持单元28整体的强度;本技术方案设置的夹持单元28用于对旋架组件38上的齿轮10进行夹持,但是为了防止夹持臂37在夹持时,对齿轮10造成损害,故在夹持臂37的夹持端面上还设置有弧形凹槽,且弧形凹槽的半径与旋架组件38上齿轮21的齿顶圆半径相同,使得夹持臂37上的弧形凹槽与旋架组件38的齿轮21匹配,这样当夹持臂37在对旋架组件38上的齿轮21进行夹持时,弧形凹槽能够增大与齿轮21的接触面积,有效避免了夹持臂37产生的夹持力集中作用于某一齿而导致齿损伤的情况发生。
52.如图4所示,所述夹持部件还包括用于对旋架组件38进行定位的定位单元39,所述定位单元39包括定位头45和固定头42,所述固定头42一端与定位头45连接,另一端设有缺口,所述活动板40与顶杆41的连接段位于缺口内,所述定位头45的顶部设有宽度与旋架组件38上夹板22宽度相同的定位槽。
53.为了保证从旋架组件38进料口处的旋架组件38进入至夹持部件内后,夹持部件能够有效对旋架组件38上的齿轮21进行夹持,故设置了用于对旋架组件38进行定位的定位单元39,同时,由于定位头45上定位槽的宽度与旋架组件38夹板22的宽度一致,因此,利用设置的定位槽能够对旋架组件38的夹板22进行定位,限制了旋架组件38的位置,保证旋架组件38上的齿轮21处于夹持臂37之间,使得夹持臂37能够对旋架组件38上的齿轮21进行夹持。
54.所述活动板40朝向上顶气缸25方向的末端上还设有横板44,所述横板44上设有螺纹杆33,所述螺纹杆33贯穿横板44后与上顶气缸25连接,所述螺纹杆33上还设有螺母,且螺母位于横板44的上方。
55.为了控制顶杆41在推动旋架组件38上压的过程中,旋架组件38上的转轴20不会压入较深的长度,故设置了行程调节组件,行程调节组件包括横板44、螺纹杆33以及螺母,当需要调节活动板40朝上的最大行程量时,通过旋转螺纹杆33上的螺母,改变螺母在螺纹杆上的高度,由于螺母在螺纹杆33上的高度已经固定,因此当上顶气缸25工作时,其输出端驱动活动板40在凸起43内朝上移动,活动板40在朝上移动的过程中,能够带动套设在螺纹杆33上的横板44跟着一起移动,当横板44移动至固定在螺纹杆33上的螺母处时,利用设置的螺母限制了螺纹杆33上的横板44继续朝上移动,从而控制了活动板40的行程量,限制了活
动板40带动顶杆41朝上移动的最大位移量,从而控制了顶杆41推动旋架组件38上转轴20压入安装孔内位移量,避免顶杆41推动转轴20过度装配,导致产品报废的情况发生。
56.以上所述的具体实施方式,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施方式而已,并不用于限定本实用新型的保护范围,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。