1.本实用新型涉及风机叶片芯材生产技术领域,具体涉及一种风机叶片芯材用原料修补装置。
背景技术:
2.巴沙木,世界上最轻的木材,又称轻木,其体积形态稳定、不易变形,强度以及柔性适中,完美吻合风力发电机组叶片所需特性,是风机叶片夹层中不可替代的原材料。但是,巴沙木属于纤维素类,纤维素为细菌、真菌和虫类的食物,存在芯材运行过程中被封闭在内的细菌等腐蚀的风险以及运输过程中的裂缝等,在生产其作为原料生产风机叶片芯材时,需要对其被腐蚀的部分进行修补。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种风机叶片芯材用原料修补装置,设备简单,实用性强。
4.为解决上述技术问题,本实用新型采取如下技术方案:一种风机叶片芯材用原料修补装置,包括底板、芯材固定板、芯材移动组件、冲孔定位组件、冲孔组件、冲压组件和顶板;
5.所述的芯材固定板通过芯材移动组件与底板连接,芯材移动组件驱动芯材固定板在底板上移动;
6.所述的冲孔组件和所述的冲压组件固定在移动板上;所述的移动板与顶板滑动连接,并且通过驱动组件驱动其沿顶板前后移动;所述的顶板通过支撑组件设置于底板上;所述的冲孔组件上设置有冲孔定位组件;所述冲孔组件一侧的顶板上设置有冲压组件。
7.进一步地,所述的冲孔组件包括顶座、冲孔杆、冲孔头;所述的顶座安装于顶板上;所述冲孔杆通过冲孔气缸与所述的顶座连接;所述的冲孔杆的底部安装冲孔头。
8.进一步地,所述的冲压组件包括冲压气缸和冲压板;所述的冲压气缸固定在顶板上;所述的冲压板与冲压气缸连接。
9.进一步地,所述的冲孔定位组件包括定位环;所述的定位环的两侧设置连接臂;连接臂的顶部通过滑块与冲孔杆滑动连接;所述连接臂顶部还通过复位弹簧与冲孔杆连接。
10.进一步地,所述的冲压气缸固定在一顶部固定架上,顶部固定架下方设置一垂直臂,垂直臂底部设置90
°
旋转气缸,90
°
旋转气缸上设置有连接杆;所述的90
°
旋转气缸固定在升降板上,升降板与垂直臂滑动连接;所述的连接杆的端部设置有修补件放置槽。
11.本实用新型的有益效果为:本实用新型的修补装置包括芯材固定板、芯材移动组件、冲孔定位组件、冲孔组件和冲压组件;当需要修补时,将芯板放置在芯材固定板上,芯材移动组件驱动芯材固定板带动其上的芯板左右移动,以及移动板带动冲孔组件和冲压组件同步前后移动,使定位环寻找需要修补的位置,进行定位,然后利用冲孔组件冲孔,将需要修补的位置切割掉,再移动芯板至冲压组件下方,填补圆孔的圆柱体放置于修补件放置槽
内,冲压组件冲压,直至将填补圆孔的圆柱体完全压入芯材内即可。本实用新型设备简单,实用性强。
附图说明
12.下面结合附图和实施例对本实用新型作进一步说明。
13.图1是本实用新型的结构示意图。
具体实施方式
14.下面将通过具体实施方式对本实用新型的技术方案进行清楚、完整地描述。
15.在本实用新型的描述中,需要理解的是,术语“中间”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
16.另外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
17.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅 表示第一特征水平高度小于第二特征。
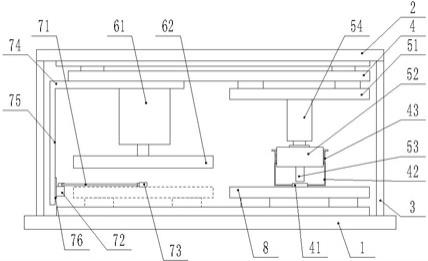
18.参考图1,为本实用新型的一种风机叶片芯材用原料修补装置,包括底板1、芯材固定板8、芯材移动组件、冲孔定位组件、冲孔组件、冲压组件和顶板2;所述的芯材固定板8通过芯材移动组件与底板1连接,芯材移动组件驱动芯材固定板8在底板1上移动;所述的冲孔组件和所述的冲压组件固定在移动板4上;所述的移动板4与顶板2滑动连接,并且通过驱动组件驱动其沿顶板2前后移动;所述的顶板3通过支撑组件3设置于底板1上;所述的冲孔组件上设置有冲孔定位组件;所述冲孔组件一侧的顶板上设置有冲压组件。
19.本实用新型的冲孔组件包括顶座51、冲孔杆52、冲孔头53;所述的顶座51安装于顶板上;所述冲孔杆52通过冲孔气缸54与所述的顶座51连接;所述的冲孔杆52的底部安装冲孔头53。
20.本实用新型的冲压组件包括冲压气缸61和冲压板62;所述的冲压气缸61固定在顶板2上;所述的冲压板62与冲压气缸61连接。
21.本实用新型的冲孔定位组件包括定位环41;所述的定位环的两侧设置连接臂42;
连接臂42的顶部通过滑块与冲孔杆52滑动连接;所述连接臂42顶部还通过复位弹簧43与冲孔杆52连接。
22.本实用新型的冲压气缸61固定在一顶部固定架74上,顶部固定架74下方设置一垂直臂75,垂直臂75底部设置90
°
旋转气缸72,90
°
旋转气缸上设置有连接杆71;所述的90
°
旋转气缸72固定在升降板76上,升降板76与垂直臂75滑动连接;所述的连接杆71的端部设置有修补件放置槽73。
23.本实用新型的工作原理:
24.本实用新型的修补装置包括芯材固定板、芯材移动组件、冲孔定位组件、冲孔组件和冲压组件;冲孔组件和冲压组件固定在移动板上,有驱动组件驱动其同步前后移动,当连接杆71旋转至修补件放置槽位于冲压组件正下方时,修补件放置槽与冲孔定位组件的定位环41的圆心位于同一水平线上,修补件放置槽和定位环41随同冲孔组件和冲压组件同步前后移动。
25.当需要修补时,将芯板放置在芯材固定板上,芯材移动组件(横移模组)驱动芯材固定板带动其上的芯板左右移动,以及移动板带动冲孔组件和冲压组件同步前后移动,使定位环41寻找需要修补的位置,进行定位,然后利用冲孔组件冲孔,将需要修补的位置切割掉,此时,芯板表面形成一个待修补的孔,然后将芯板移动至冲压组件下方(移动的距离为修补件放置槽与定位环位于同一水平线上时,两者中心之间的距离),填补圆孔的圆柱体放置于修补件放置槽内,冲压组件冲压,然后,90
°
旋转气缸72上升后(有升降气缸驱动其升降)旋转90度,修补件放置槽移出冲压组件下方,冲压组件继续冲压,将填补圆孔的圆柱体完全压入芯材内即可。
26.以上所述,仅是本实用新型的较佳实施例而已,不用于限制本实用新型,本领域技术人员可以在本实用新型的实质和保护范围内,对本实用新型做出各种修改或等同替换,这种修改或等同替换也应视为落在本实用新型技术方案的保护范围内。