1.本实用新型涉及胶合技术领域,尤其涉及一种木橱柜生产用高温快速胶合设备。
背景技术:
2.木橱柜通常是指整体橱柜中的以实木或是木复合板做门板而定制成的橱柜,其柜体、台面、功能五金配件等都还是由厂家原有品牌配置组成,优点高档美观、纹路自然等;
3.木橱柜在生产加工中,通常有多个木质板拼接组成,其中,复合型的木质板需要多层板材胶合而成,现有技术中,一般为工人手工对一个板材的面进行涂胶,然后将另一个板材和该板材合并放入热压机中进行胶合,整个涂胶过程需要花费大量的人力物力,效率低,且现有的热压设备多为上模板加热,来对胶合板材的一个面加热,然后施压胶合,热量不均匀,胶合效果不好,因此,本实用新型提出一种木橱柜生产用高温快速胶合设备以解决现有技术中存在的问题。
技术实现要素:
4.针对上述问题,本实用新型提出一种木橱柜生产用高温快速胶合设备,该木橱柜生产用高温快速胶合设备通过传送带运行驱动板材移动,通过电动伸缩杆下降使得涂胶辊接触板材一面,利用液泵头将胶盒内的胶水导出至涂胶辊上,从而对板材的一个面上胶,上胶后的板材被传送至导热盘上,这时候操作人员只需将另一个板与涂胶的板合并,放在压模板下即可进行胶合,节省了人工涂胶的过程,效率更高。
5.为实现本实用新型的目的,本实用新型通过以下技术方案实现:一种木橱柜生产用高温快速胶合设备,包括底座和传送架,所述底座上设有传送架,且传送架内侧的一端设有传送组件,所述传送架两侧的一端均设有电动伸缩杆,且两组所述电动伸缩杆的输出端之间转动安装有涂胶辊,两组所述电动伸缩杆的输出端上连接有连接板,所述连接板上设有胶盒,且胶盒的底部设有液泵头,所述液泵头的输出端朝向涂胶辊,所述传送架内侧的另一端设有出热座,且出热座内设有风热组件,所述出热座上的四角处均设有支杆,且支杆上设有导热盘,所述导热盘上设有出风口,所述传送架上的一端设有压模组件。
6.进一步改进在于:所述压模组件包括支撑杆和安装板,所述支撑杆上设有安装板,且安装板上的中间位置处设有气压缸,所述气压缸的输出端贯穿安装板,且气压缸的输出端设有压模板。
7.进一步改进在于:所述压模板的上方设有导向杆,且导向杆活动贯穿所述安装板,所述压模板的内部设有第一加热管,所述压模板底部的边缘处设有弹簧,且弹簧的下端设有导热片。
8.进一步改进在于:所述风热组件包括风扇和第二加热管,所述风扇设在出热座内部的底部,且出热座的内侧设有第二加热管,所述第二加热管设有多组。
9.进一步改进在于:所述传送组件包括驱动辊和传送带,所述传送架的内侧转动安装有两组所述驱动辊,且两组所述驱动辊之间绕设有传送带,所述传送架上的一端设有电
机,且电机的输出端与一组所述驱动辊连接。
10.进一步改进在于:所述传送带的表面设有漏胶孔,且漏胶孔设有多组。
11.本实用新型的有益效果为:本实用新型通过传送带运行驱动板材移动,通过电动伸缩杆下降使得涂胶辊接触板材一面,利用液泵头将胶盒内的胶水导出至涂胶辊上,从而对板材的一个面上胶,上胶后的板材被传送至导热盘上,这时候操作人员只需将另一个板与涂胶的板合并,放在压模板下即可进行胶合,节省了人工涂胶的过程,效率更高,且胶合时,通过气压缸下压压模板提供压力,压模板内的第一加热管对胶合板上方施加热量,通过风扇将第二加热管的热量吹到导热盘下,从出风口吹出,对胶合板下方施加热量,使得热量施加更均匀,优化胶合效果,同时,胶合后,压膜板复位,通过弹簧配合导热片将胶合板推下,避免吸附在压模板下。
附图说明
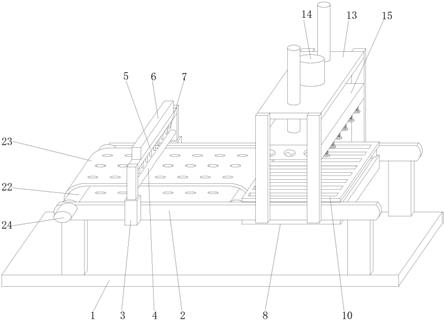
12.图1为本实用新型的主视图;
13.图2为本实用新型的出热座内结构示意图;
14.图3为本实用新型的压模组件示意图。
15.其中:1、底座;2、传送架;3、电动伸缩杆;4、涂胶辊;5、连接板;6、胶盒;7、液泵头;8、出热座;9、支杆;10、导热盘;11、出风口;12、支撑杆;13、安装板;14、气压缸;15、压模板;16、导向杆;17、第一加热管;18、弹簧;19、导热片;20、风扇;21、第二加热管;22、驱动辊;23、传送带;24、电机。
具体实施方式
16.为了加深对本实用新型的理解,下面将结合实施例对本实用新型做进一步详述,本实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
17.根据图1、2、3所示,本实施例提出了一种木橱柜生产用高温快速胶合设备,包括底座1和传送架2,所述底座1上设有传送架2,且传送架2内侧的一端设有传送组件,所述传送架2两侧的一端均设有电动伸缩杆3,且两组所述电动伸缩杆3的输出端之间转动安装有涂胶辊4,两组所述电动伸缩杆3的输出端上连接有连接板5,所述连接板5上设有胶盒6,且胶盒6的底部设有液泵头7,所述液泵头7的输出端朝向涂胶辊4,所述传送架2内侧的另一端设有出热座8,且出热座8内设有风热组件,所述出热座8上的四角处均设有支杆9,且支杆9上设有导热盘10,所述导热盘10上设有出风口11,所述传送架2上的一端设有压模组件。使用时,通过传送带23运行驱动板材移动,电动伸缩杆3下降使得涂胶辊4接触板材一面,液泵头7将胶盒6内的胶水导出至涂胶辊4上,从而对板材的一个面上胶,上胶后的板材被传送至导热盘10上,这时候操作人员将另一个板与涂胶的板合并成胶合板,放在导热盘10上,气压缸14下压压模板15压紧胶合板提供压力,压模板15内的第一加热管17对胶合板上方施加热量,风扇20将第二加热管21的热量吹到导热盘10下,从出风口11吹出,对胶合板下方施加热量,完成高温胶合。
18.所述压模组件包括支撑杆12和安装板13,所述支撑杆12上设有安装板13,且安装板13上的中间位置处设有气压缸14,所述气压缸14的输出端贯穿安装板13,且气压缸14的输出端设有压模板15。气压缸14下压压模板15压紧胶合板提供压力,压模板15内的第一加
热管17对胶合板上方施加热量。
19.所述压模板15的上方设有导向杆16,且导向杆16活动贯穿所述安装板13,所述压模板15的内部设有第一加热管17,所述压模板15底部的边缘处设有弹簧18,且弹簧18的下端设有导热片19。胶合后,压膜板15复位,通过弹簧18配合导热片19将胶合板推下,避免吸附在压模板15下。
20.所述风热组件包括风扇20和第二加热管21,所述风扇20设在出热座8内部的底部,且出热座8的内侧设有第二加热管21,所述第二加热管21设有多组。风扇20将第二加热管21的热量吹到导热盘10下,从出风口11吹出,对胶合板下方施加热量。
21.所述传送组件包括驱动辊22和传送带23,所述传送架2的内侧转动安装有两组所述驱动辊22,且两组所述驱动辊22之间绕设有传送带23,所述传送架2上的一端设有电机24,电机24的型号为y90s-2,且电机24的输出端与一组所述驱动辊22连接。电机24带动驱动辊22旋转,从而带动驱动传送带23运行,传送板材。
22.所述传送带23的表面设有漏胶孔,且漏胶孔设有多组。
23.该木橱柜生产用高温快速胶合设备通过传送带23运行驱动板材移动,通过电动伸缩杆3下降使得涂胶辊4接触板材一面,利用液泵头7将胶盒6内的胶水导出至涂胶辊4上,从而对板材的一个面上胶,上胶后的板材被传送至导热盘10上,这时候操作人员只需将另一个板与涂胶的板合并,放在压模板15下即可进行胶合,节省了人工涂胶的过程,效率更高,且胶合时,通过气压缸14下压压模板15提供压力,压模板15内的第一加热管17对胶合板上方施加热量,通过风扇20将第二加热管21的热量吹到导热盘10下,从出风口11吹出,对胶合板下方施加热量,使得热量施加更均匀,优化胶合效果,同时,胶合后,压膜板15复位,通过弹簧18配合导热片19将胶合板推下,避免吸附在压模板15下。
24.以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。