1.本实用新型属于人字木梯生产技术领域,具体涉及一种木梯自动装配机。
背景技术:
2.如附图1所示的人字木梯,包括第一梯体100和第二梯体200,第一梯体100由两根外立杆101和踏杆300组成,踏杆300沿外立杆101的长度方向分布设置且将踏杆300的两端分别通过钉子固定连接在两根外立杆101上;同样的,第二梯体200由两根内立杆201和踏杆300组成,踏杆300沿内立杆201的长度方向分布设置且将踏杆300的两端分别通过钉子固定连接在两根内立杆201上,两根外立杆101和两根内立杆201的顶端分别对应铰接连接使得第一梯体100和第二梯体200能展开形成人字构造。
3.目前上述现有人字木梯的生产通常仍以人工来完成,如由人工来将踏杆逐一通过钉子固定连接在梯体的立杆上,这种生产方式的效率是极低的,并且在生产时踏杆的放置也难以达到准确地均匀布设,及在人工打钉时踏杆主要由人手定位十分不便。
技术实现要素:
4.针对现有技术的不足,本实用新型旨在提供一种能实现人字木梯更高效率生产的、能实现自动将踏杆通过打钉的方式固定安装在立杆上的木梯自动装配机。
5.为实现上述目的,本实用新型采用如下技术方案:
6.一种木梯自动装配机,包括机架、移动机头,机架的顶面沿其走向分布设置踏杆放置位,且踏杆放置位的两端朝机架的侧部延伸出,机架的顶面两侧设置有立杆定位装置,机架上设置有移动架,移动架上对应每个踏杆放置位设置有踏杆压紧装置,移动机头分别对应设置于机架的两侧并能沿机架的走向平移移动;立杆定位装置夹持定位木梯的外立杆和内立杆,移动机头分上下并分别对应外立杆和内立杆安装设置有打钉装置,且移动机头上安装设置有能从侧部对外立杆和内立杆进行贯穿钻孔的钻孔装置。
7.生产时,先将第一梯体的踏杆分别放置于踏杆放置位,然后将第一梯体的外立杆和第二梯体的内立杆并列放置于踏杆放置位的端部并由立杆定位装置夹紧固定,再将第二梯体的踏杆对应放置于第二梯体的内立杆上方,最后由踏杆压紧装置动作朝下紧压第二梯体的踏杆;移动机头动作在机架的两侧沿机架的走向平移移动,先通过钻孔装置动作对第一梯体的外立杆和第二梯体的内立杆的顶部铰接端进行贯穿钻孔,然后移动机头继续依次移动至每个踏杆的对应位置,由移动机头上的分上下设置的打钉装置分别将第一梯体的踏杆打钉固定在第一梯体的外立杆上、将第二梯体的踏杆打钉固定在第二梯体的内立杆上,完成所有的踏杆打钉固定后,移动机头再复位以进行下一个人字木梯的生产;这种木梯自动装配机能实现人字木梯高效率生产、能实现自动将踏杆通过打钉的方式固定安装在立杆上,适合批量化地人字木梯生产加工需要。
8.作为优选方案,机架的顶面沿其走向分布设置有踏杆支撑梁,机架上位于踏杆支撑梁的一端侧部安装设置有踏杆定位角片,踏杆定位角片朝机架侧部延伸出并包括侧部定
位片和端部定位片,机架上位于踏杆支撑梁的另一侧两端分别设置有踏杆定位柱,踏杆定位柱上安装设置有第一立杆夹持块,机架的顶面两侧上分布设置有第一推拉气缸,第一推拉气缸的活塞杆朝机架侧部延伸出并固定连接第二立杆夹持块;踏杆支撑梁、踏杆定位角片及踏杆定位柱之间形成踏杆放置位,第一立杆夹持块、第一推拉气缸及第二立杆夹持块构成立杆定位装置。第一梯体的踏杆支撑放置于踏杆支撑梁且第一梯体的踏杆的一端侧部及端面由踏杆定位角片定位固定,第一梯体的踏杆的另一侧由踏杆定位柱定位固定,第一梯体的外立杆和第二梯体的内立杆由第一推拉气缸拉动第二立杆夹持块动作夹持在第一立杆夹持块和第二立杆夹持块之间。
9.作为优选方案,移动架由安装固定于机架上的第二推拉气缸推拉移动,踏杆压紧装置包括第三推拉气缸及与第三推拉气缸的活塞杆连接的踏杆压块,踏杆压块由第三推拉气缸推拉升降活动。第二梯体的踏杆放置好后,由第二推拉气缸动作拉动移动架移动使踏杆压块对应悬于第二梯体的踏杆的上方,再由第三推拉气缸动作拉动踏杆压块下压将第二梯体的踏杆紧压。
10.作为改进方案,踏杆定位柱采用l形立柱,l形立柱的第一柱壁与侧部定位片相对并平行,l形立柱的第二柱壁上设置有安装孔,第一立杆夹持块的背面连接设置有螺杆,螺杆穿插于安装孔并由螺母分别于第二柱壁的两侧螺纹连接在螺杆上将第一立杆夹持块固定安装于第二柱壁。可以根据第一梯体的外立杆和第二梯体的内立杆的厚度,松开螺母并调整螺杆在安装孔的穿插深度,进而调整第二立杆夹持块和第一立杆夹持块的夹持宽度。
11.作为改进方案,机架的一端端部安装设置有对木梯的外立杆和内立杆的端部进行对齐定位的定位板,在放置第一梯体的外立杆和第二梯体的内立杆时,该定位板可使得第一梯体的外立杆和第二梯体的内立杆端部对齐。
12.作为优选方案,移动机头上安装设置有第四推拉气缸并于第四推拉气缸的侧部安装设置有水平滑轨,电钻滑座通过滑块与水平滑轨滑动连接,且电钻滑座罩设于第四推拉气缸的缸体外部并与第四推拉气缸的活塞杆连接,电钻滑座上安装有电钻,第四推拉气缸、水平滑轨、滑块、电钻滑座及电钻构成钻孔装置。
13.作为优选方案,打钉装置采用卷钉枪。
14.本实用新型具有如下有益效果:
15.本实用新型木梯自动装配机,具有能实现人字木梯更高效率生产、能实现自动将踏杆通过打钉的方式固定安装在立杆上、适合批量化地人字木梯生产加工需要的特点。
附图说明
16.图1为本实用新型木梯自动装配机所要生产的人字木梯的结构图;
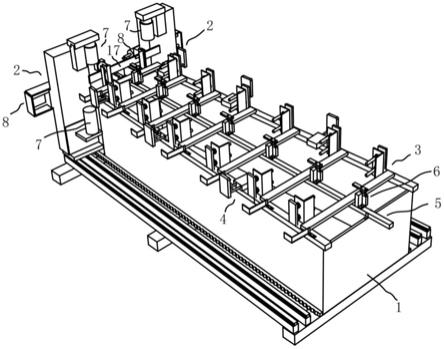
17.图2为本实用新型木梯自动装配机的结构图;
18.图3为本实用新型木梯自动装配机的结构图;
19.图4为本实用新型木梯自动装配机其踏杆放置位的结构图;
20.图5为本实用新型木梯自动装配机其立杆定位装置的结构图;
21.图6为本实用新型木梯自动装配机其移动架及踏杆压紧装置的结构图;
22.图7为本实用新型木梯自动装配机其钻孔装置的结构图。
23.图中:1、机架;2、移动机头;3、踏杆放置位;4、立杆定位装置;5、移动架;6、踏杆压
紧装置;7、打钉装置;8、钻孔装置;9、踏杆支撑梁;10、踏杆定位角片;11、侧部定位片;12、端部定位片;13、踏杆定位柱;14、第一立杆夹持块;15、第一推拉气缸;16、第二立杆夹持块;17、定位板;21、第四推拉气缸;22、水平滑轨;23、电钻滑座;24、滑块;25、电钻;100、第一梯体;101、外立杆;200、第二梯体;201、内立杆;300、踏杆;131、第一柱壁;132、第二柱壁;133、安装孔;141、螺杆;142、螺母;51、第二推拉气缸;61、第三推拉气缸;62、踏杆压块。
具体实施方式
24.下面结合附图及具体实施例,对本实用新型作进一步的描述,以便于更清楚地理解本实用新型要求保护的技术思想。
25.如图2-3所示本实用新型木梯自动装配机,包括机架1、移动机头2,机架1的顶面沿其走向分布设置踏杆放置位3,且踏杆放置位3的两端朝机架1的侧部延伸出,机架1的顶面两侧设置有立杆定位装置4,机架1上设置有移动架5,移动架5上对应每个踏杆放置位3设置有踏杆压紧装置6,移动机头2分别对应设置于机架1的两侧并能沿机架1的走向平移移动,如在机架1的两侧设置齿条及导向滑轨,移动机头2滑动连接于导向滑轨并通过齿轮与齿条啮合传动,由设置于移动机头2内的电机驱动齿轮沿齿条行走实现平移移动,这种移动机头2的平移移动驱动方式属于现有技术中可直接借鉴利用的;立杆定位装置4夹持定位木梯的外立杆101和内立杆201,移动机头2分上下并分别对应外立杆101和内立杆201安装设置有打钉装置7,且移动机头2上安装设置有能从侧部对外立杆101和内立杆201进行贯穿钻孔的钻孔装置8。生产时,先将第一梯体100的踏杆300分别放置于踏杆放置位3,然后将第一梯体100的外立杆101和第二梯体200的内立杆201并列放置于踏杆放置位3的端部并由立杆定位装置4夹紧固定,再将第二梯体200的踏杆300对应放置于第二梯体200的内立杆201上方,最后由踏杆压紧装置6动作朝下紧压第二梯体200的踏杆300;移动机头2动作在机架1的两侧沿机架1的走向平移移动,先通过钻孔装置8动作对第一梯体100的外立杆101和第二梯体200的内立杆201的顶部铰接端进行贯穿钻孔,然后移动机头2继续依次移动至每个踏杆300的对应位置,由移动机头2上的分上下设置的打钉装置7分别将第一梯体100的踏杆300打钉固定在第一梯体100的外立杆101上、将第二梯体200的踏杆300打钉固定在第二梯体200的内立杆201上,完成所有的踏杆300打钉固定后,移动机头2再复位以进行下一个人字木梯的生产;这种木梯自动装配机能实现人字木梯高效率生产、能实现自动将踏杆300通过打钉的方式固定安装在立杆上,适合批量化地人字木梯生产加工需要。
26.其中,踏杆放置位3的具体形式如图4所示、立杆定位装置4的具体形式如图5所示,机架1的顶面沿其走向分布设置有踏杆支撑梁9,机架1上位于踏杆支撑梁9的一端侧部安装设置有踏杆定位角片10,踏杆定位角片10朝机架1侧部延伸出并包括侧部定位片11和端部定位片12,机架1上位于踏杆支撑梁9的另一侧两端分别设置有踏杆定位柱13,踏杆定位柱13上安装设置有第一立杆夹持块14,机架1的顶面两侧上分布设置有第一推拉气缸15,第一推拉气缸15的活塞杆朝机架1侧部延伸出并固定连接第二立杆夹持块16;踏杆支撑梁9、踏杆定位角片10及踏杆定位柱13之间形成踏杆放置位3,第一立杆夹持块14、第一推拉气缸15及第二立杆夹持块16构成立杆定位装置4。第一梯体100的踏杆300支撑放置于踏杆支撑梁9且第一梯体100的踏杆300的一端侧部及端面由踏杆定位角片10定位固定,第一梯体100的踏杆300的另一侧由踏杆定位柱13定位固定,第一梯体100的外立杆101和第二梯体200的内
立杆201由第一推拉气缸15拉动第二立杆夹持块16动作夹持在第一立杆夹持块14和第二立杆夹持块16之间。
27.踏杆定位柱13采用l形立柱,l形立柱的第一柱壁131与侧部定位片11相对并平行,l形立柱的第二柱壁132上设置有安装孔133,第一立杆夹持块14的背面连接设置有螺杆141,螺杆141穿插于安装孔133并由螺母142分别于第二柱壁132的两侧螺纹连接在螺杆141上将第一立杆夹持块14固定安装于第二柱壁132。可以根据第一梯体100的外立杆101和第二梯体200的内立杆201的厚度,松开螺母142并调整螺杆141在安装孔133的穿插深度,进而调整第二立杆夹持块16和第一立杆夹持块14的夹持宽度。
28.如图6所示,移动架5由安装固定于机架1上的第二推拉气缸51推拉移动,踏杆压紧装置6包括第三推拉气缸61及与第三推拉气缸61的活塞杆连接的踏杆压块62,踏杆压块62由第三推拉气缸61推拉升降活动。第二梯体200的踏杆300放置好后,由第二推拉气缸51动作拉动移动架5移动使踏杆压块62对应悬于第二梯体200的踏杆300的上方,再由第三推拉气缸61动作拉动踏杆压块62下压将第二梯体200的踏杆300紧压。
29.如图2及图7所示,机架1的一端端部安装设置有对木梯的外立杆101和内立杆201的端部进行对齐定位的定位板17,在放置第一梯体100的外立杆101和第二梯体200的内立杆201时,该定位板17可使得第一梯体100的外立杆101和第二梯体200的内立杆201端部对齐。移动机头2上安装设置有第四推拉气缸21并于第四推拉气缸21的侧部安装设置有水平滑轨22,电钻滑座23通过滑块24与水平滑轨22滑动连接,且电钻滑座23罩设于第四推拉气缸21的缸体外部并与第四推拉气缸21的活塞杆连接,电钻滑座23上安装有电钻25,第四推拉气缸21、水平滑轨22、滑块24、电钻滑座23及电钻25构成钻孔装置8。打钉装置7则采用卷钉枪。需要说明的是上述电钻25、打钉装置7即卷钉枪均属于可直接于市场上购买获得的产品。
30.对于本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及变形,而所有的这些改变以及变形都应该属于本实用新型权利要求的保护范围之内。