1.本实用新型涉及弦乐器板件加工技术领域,具体地,涉及一种弦乐器的工装装置。
背景技术:
2.具有面板的乐器数量很多,比如吉他、尤克里里、鲁特琴、提琴等等,在流行音乐、古典音乐、摇滚音乐、蓝调、民歌等等演奏环境中,常被视为主要乐器,这些乐器由上到下大致分为琴头、琴颈、琴身,琴身包括面板、侧板和背板。而现有面板制造方法的步骤繁多,且各步骤皆必须借由人工方式进行操作,因此,易耗费加工工时及人力成本,板件的切割直接影响了板件的质量。
3.经现有技术检索发现,中国实用新型专利公告号为cn210081955u,公开了一种弦乐器的板件切割装置,包括主机,以及设置在主机上的切割轮、驱动电机、传动装置、调节装置以及辅助切割装置,所述传动装置包括传动涡杆,所述传动涡杆的下方通过螺栓与驱动电机固定连接,且传动涡杆的一端设置有传动轴,且所述切割轮通过螺钉固定安装在传动轴的右端面,所述传动涡杆的顶部螺旋咬合有涡轮。该专利技术就存在上述相关问题。
技术实现要素:
4.针对现有技术中的缺陷,本实用新型的目的是提供一种弦乐器的工装装置。
5.根据本实用新型提供的一种弦乐器的工装装置,包括机架、加工面板以及工装板,所述机架内设有传输带;
6.所述机架内转动设置有压辊和对所述加工面板进行加工的刨辊,所述压辊、所述刨辊设置在所述加工面板的上方;
7.所述工装板上设有第二端部和位于加工移动方向前方的第一端部,所述第一端部的厚度大于所述第二端部的厚度;
8.所述加工面板放置在所述工装板上通过传输带传输设置过所述机架,所述加工面板的下端面通过所述压辊的滚压与所述工装板相互贴合设置,所述加工面板的上端面在传输过程中通过所述刨辊加工至与所述工装板的下端面平行。
9.一些实施方式中,所述压辊设有两根,两根所述压辊设置在所述刨辊两侧。
10.一些实施方式中,所述刨辊上设有刨刀,所述刨刀设有三道,三道所述刨刀周向设置在所述刨辊上。
11.一些实施方式中,所述刨刀凸出设置在所述刨辊上,所述刨刀沿所述刨辊转动方向弧形设置。
12.一些实施方式中,所述机架内设有送料辊,所述送料辊传动设置在所述工装板下方。
13.一些实施方式中,所述送料辊设有两根,两根所述送料辊平行设置,两根所述送料辊分别对应所述压辊设置。
14.一些实施方式中,所述压辊上设有滚压条,所述滚压条周向设置所述压辊上。
15.一些实施方式中,所述工装板采用水滴型结构设置。
16.一些实施方式中,所述加工面板的截面采用与所述工装板的截面相同的结构设置。
17.一些实施方式中,所述加工面板与所述工装板相互对应设置后通过所述传输带在所述机架内传输,所述加工面板在传输时,所述压辊将所述加工面板向下滚压,所述加工面板的下平面与所述工装板的上平面相互贴合,所述刨辊逆时针旋转带动所述刨刀对所述加工面板的上平面进行加工,完成加工后,所述第一端部对应的所述加工面板的端部厚度小于所述第二端部对应的所述加工面板的端部厚度。
18.与现有技术相比,本实用新型具有如下的有益效果:
19.1、本实用新型通过机架中传输带和送料辊相互作用,对加工面板进行传输,并且对应送料辊设置压辊,使得加工面板稳定输送,增加加工时输送加工面板的稳定性;
20.2、本实用新型通过加工面板与工装板相接触并重合,设置压辊和刨刀使被加工面板与工装结构相接触的一面在压力的作用下重合,可以节省面板制作的时间,达到标准化的要求,节省人力成本;
21.3、本实用新型工装板中较薄的地方由于压辊的压力作用下,被加工面板则变厚,经过工装板加工过后的加工面板可以达到上薄下厚的结构,面板在弦乐器的使用中,符合弦乐器发声的特点,较厚的面板在共振上显得浑厚有力,较薄的面板对于声音的反射较敏感,符合弦乐器演奏的需求。
附图说明
22.通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
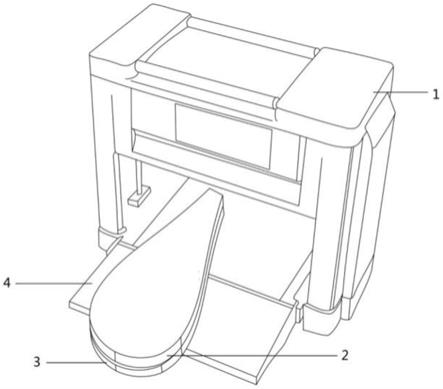
23.图1为本实用新型弦乐器的工装装置的结构示意图;
24.图2为本实用新型加工面板的正视示意图;
25.图3为本实用新型加工面板加工的结构示意图;
26.图4为本实用新型加工面板的加工示意图一;
27.图5为本实用新型加工面板的加工示意图二。
28.具体实施方式
29.下面结合具体实施例对本实用新型进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本实用新型,但不以任何形式限制本实用新型。应当指出的是,对本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变化和改进。这些都属于本实用新型的保护范围。
30.如图1所示为弦乐器的工装装置的结构示意图,包括机架1、加工面板2以及工装板
3,机架1内设有传输带4。如图3所示为加工面板2加工的结构示意图,机架1内转动设置有压辊5和对加工面板2进行加工的刨辊6,压辊5、刨辊6设置在加工面板2的上方。加工面板2放置在工装板3上通过传输带4传输设置过机架1,加工面板2的下端面通过压辊5的滚压与工装板3相互贴合设置,加工面板2的上端面在传输过程中通过刨辊6加工至与工装板3的下端面平行。
31.在本实施例中,压辊5设有两根,两根压辊5设置在刨辊6两侧,使得刨辊6在进行加工时,两侧的压辊5能对加工面板2施加压力,防止加工面板2在被加工的时候,不与工装板3相互贴合。压辊5上设有滚压条51,滚压条51周向设置压辊5上,增大压辊5对加工面板2的滚压摩擦。刨辊6上设有三道刨刀61,三道刨刀61周向设置在刨辊6上,刨刀61凸出设置在刨辊6上,刨刀61沿刨辊6转动方向弧形设置。
32.机架1内设有送料辊7,送料辊7传动设置在工装板3下方,送料辊7设有两根,两根送料辊7平行设置,两根送料辊7分别对应压辊5设置,使得加工面板2稳定输送,增加加工时输送加工面板2的稳定性。
33.如图2所示为加工面板2的正视示意图,工装板3的下端部采用半圆形结构,第一端部31的长度为45.5mm,第二端部32的长度为294mm,工装板3的高度为600mm。工装板3的工装板3工装板3上设有第二端部32和位于加工移动方向前方的第一端部31,第一端部31的厚度大于第二端部32的厚度。在本实施例中,工装板3采用水滴型结构设置,加工面板2的截面采用与工装板3的截面相同的结构设置。
34.如图4所示为加工面板2的加工示意图一,如图5所示为加工面板2的加工示意图二,加工面板2与工装板3相互对应设置后通过传输带4在机架1内传输,加工面板2在传输时,压辊5将加工面板2向下滚压,加工面板2的下平面与工装板3的上平面相互贴合,刨辊6逆时针旋转带动刨刀61对加工面板2的上平面进行加工,完成加工后,第一端部31对应的加工面板2的端部厚度小于第二端部32对应的加工面板2的端部厚度。这种面板在弦乐器的使用中,符合弦乐器发声的特点,较厚的面板在共振上显得浑厚有力,较薄的面板对于声音的反射较敏感,上薄下厚的面板符合弦乐器演奏的需求。
35.在本技术的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
36.以上对本实用新型的具体实施例进行了描述。需要理解的是,本实用新型并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本实用新型的实质内容。在不冲突的情况下,本技术的实施例和实施例中的特征可以任意相互组合。