1.本技术涉及板材加工设备的技术领域,尤其是涉及一种板材贴纸机。
背景技术:
2.目前在家具生产中的一些板材部件,一般使用实木或者人造板切割成对应形状,其中人造板通常为木纤维压制而成,在人造板表面上会贴上对应款式的贴纸或者三聚氰胺覆盖层,起到装饰和保护人造板内部结构的作用。为方便生产和加工,人造板材通常会裁剪为特定的规格,一般的人造板材规格为2440mm*1220mm*h,h为厚度,通常为3mm到25mm中的一些特定值。
3.相关技术中通常会使用贴纸机进行贴纸,常规的贴纸机包括用于堆积板材并推动板材移动的推板装置、对板材进行表面除尘的清洁装置、在板材表面均匀涂抹胶水的涂胶装置、缠绕有贴纸且将贴纸贴合在输送的板材表面上的贴面装置、对贴好贴纸的板材进行热压的热压装置,以及将贴纸完成的板材进行堆放的堆码装置,各相邻装置之间通过间隔设置的传送辊对板材进行传送。
4.在实现本技术过程中,发明人发现该技术中至少存在如下问题:在贴纸时,多块板材前后排列一起沿着贴纸机传送,在贴面装置完成对板材的贴面工作后,需要停机通过人工对相邻板材间贴纸进行切割,操作过程繁琐、影响生产效率。
技术实现要素:
5.为了使得在贴纸机贴面工作后,不用停机后人工将贴纸切断,本技术提供一种板材贴纸机。
6.本技术提供一种板材贴纸机,采用如下的技术方案:一种板材贴纸机,包括位于贴面装置和热压装置之间的裁剪装置,所述裁剪装置包括长度方向沿贴面装置至热压装置方向的机台,板材沿所述机台长度方向移动;所述机台上转动连接有多组用于驱动板材移动的传送辊,所述传送辊长度方向垂直于板材移动方向,所述机台上设置有切割座,所述切割座上设置有用于切割相邻板材间隔部分贴纸的切割刀,所述机台上设置有使得切割座从机台一长边侧移动至相对的另一长边侧的驱动机构,所述切割座沿板材移动方向的分速度和板材移动速度一致;所述驱动机构包括倾斜设置在所述机台两长边侧之间的导向座,所述切割座滑动连接在导向座上,所述导向座上沿其长度方向传动有首尾相连的柔性的齿条,所述切割座和所述齿条相连且跟随齿条一起移动,所述导向座一侧设置有驱动齿条往复传动的驱动源;所述切割刀竖直滑动设置在切割座上,所述切割座上设置有驱动切割刀沿竖直方向上移动的驱动件;所述机台位于所述导向座下方设置有多组的推杆,所述推杆上转动连接有多条同轴的支撑辊,所述机台上设置有驱动位于所述推杆端部的支撑辊和传送辊同步转动的联动
机构,所述支撑辊间隔分布在所述推杆上且不和所述切割刀干涉。
7.通过采用上述技术方案,板材通过贴面装置贴纸后进入裁剪装置,裁剪装置可以对相邻板材之间的贴纸进行切断,接着板材再进入至热压装置进行热压;通过转动的传送辊可以带动板材沿裁剪装置长度方向进行移动,切割刀通过链条转动的方式沿着倾斜的导向座移动,且沿板材移动方向的分速度和板材移动速度一致,驱动驱动源,切割刀在板材移动过程中可以沿着两个板材的间隔移动进行切割而不和板材干涉。在切割完成后,通过驱动源使得链条反向转动,同时通过驱动件使得切割刀可以沿竖直方向向上移动,使得切割刀可以回到初始位置且不接触木板表面,当下一块板材移动至切割位置时,可以驱动驱动件使得切割刀下降,再重复上述过程进行切割;支撑辊转动连接在推杆上可以对板材起到支撑的作用且不易影响板材的移动,支撑辊在推杆上间隔分布且留有供切割刀移动的通道,使得切割刀在移动过程中也不和支撑辊干涉。通过设置联动机构使得传送辊个部分的支撑辊可以同步转动且转动速度一致,板材可以保持匀速移动。
8.可选的,所述切割座包括可拆卸连接的第一夹紧板和第二夹紧板,齿条穿过第一夹紧板和第二夹紧板的间隔,所述第二夹紧板朝向第一夹紧板的表面设置有用于和齿条啮合的插接齿。
9.通过采用上述技术方案,插接齿插接在传动链的间隔内,且通过第一夹紧板和第二夹紧板可拆卸连接来夹紧齿条,使得在齿条移动过程中可以带动切割座进行移动。
10.可选的,所述联动机构包括设置在所述机台一长边侧的驱动轴,驱动轴通过电机驱动转动且轴线方向沿机台长度方向,所述驱动轴位于所述支撑辊和传送辊下方,所述联动机构还包括一端绕设在驱动轴上、另一端绕设在传送辊或支撑辊上的传送软带,所述传送软带首尾相连且处于绷直状态。
11.通过采用上述技术方案,驱动轴通过电机驱动进行转动,传送软带一端套设在驱动轴上,另一端扭转后套设在传送辊或者支撑辊上,且传送软带保持绷直的状态,在电机驱动驱动轴转动时,可以带动传送辊和支撑辊转动。
12.可选的,所述推杆外壁沿长度方向上等间隔开设有多个同轴的环槽,所述支撑辊套设滑动在推杆上,所述支撑辊内滑动连接有用于插接至环槽内的定位块,所述支撑辊上设置有驱动所述定位块插入或者脱离环槽的推动件。
13.通过采用上述技术方案,当定位块通过推动件驱动离开环槽时,支撑辊可以进行移动,当推动件推动定位块进入环槽内时,支撑辊可以进行转动而不易再进行滑动,支撑辊不易因为板材的移动或者人工误操作而移动,不易导致和切割刀和支撑辊干涉而损坏切割刀。
14.可选的,所述支撑辊内壁上开设有供所述定位块滑动的滑槽,所述滑槽远离开口的一侧和定位块之间设置有弹簧,所述支撑辊一端部开设有和滑槽连通的插槽,所述推动件为滑动连接在插槽内的顶杆,所述定位块上开设有推动槽,所述推动槽远离所述推杆的表面上设置有导向面,所述导向面为朝远离所述顶杆向推杆方向倾斜,所述顶杆一端抵接在导向面上,另一端穿出所述插槽。
15.通过采用上述技术方案,当未推动推杆时,在弹簧的作用力下,定位块可以插接至滑槽内限制定位块的脱出,当推动顶杆,第二导向面推动导向面移动,定位块可以脱离环槽,支撑辊可以进行滑动,滑动到合适的位置后,通过释放推杆,使得推杆插接至环槽内,从
而固定支撑辊的位置。
16.可选的,所述机台两长边侧均设置有定位沿,所述定位沿沿长度方向上等间隔转动连接有多个定位辊,所述定位辊转动轴线竖直,且板材两侧抵接在不同定位沿的定位辊上,所述机台上设置有通过板材移动来控制驱动件和驱动源运行的开关机构。
17.通过采用上述技术方案,由于板材之间的间隔较小,若板材出现倾斜或者偏移可能会影响切割的精确度,切割刀可能会误切到板材上,通过设置定位沿和定位辊,在板材抵接至定位辊上时,可以通过定位辊的移动调整位置,使得板材移动时的路径保持一致;驱动件和驱动源通过板材的移动进行控制,在调整板材间隔、或者传送速度时不用进行程序的更换,且在板材传送过程中导致板材位置或者间隔偏差时,也可以调整不易影响切割刀的切割。
18.可选的,所述开关机构包括相平行的四条安装辊,所述安装辊转动连接在所述机台上,所述安装辊包括和定位沿间距逐渐增大的第一安装辊、第二安装辊、第三安装辊及第四安装辊,四条安装辊同步转动且通过板材移动进行驱动,所述机台包括一侧的连接沿,所述连接沿上设置有驱动所述切割座移动且所述切割刀下降进行切割的第一开关,所述连接沿上设置有驱动所述切割座移动回初始位置且使得切割刀抬升至板材上方的第二开关,所述第一安装辊间歇性闭合第一开关、所述第二安装辊间歇性闭合第二开关。
19.通过采用上述技术方案,当板材驱动任意一条的安装辊转动时,四条安装辊同步进行转动,第一安装辊在转动过程中可以间歇性闭合第一开关,使得切割座可以沿着导向座移动,对贴纸进行切割;当切割座切割完成后,第二安装辊可以闭合第二开关,第一安装辊不再闭合第一开关,使得切割刀抬升后可以跟随切割座沿导向座回到原来的位置,以便下次的切割。
20.可选的,所述第一安装辊、第二安装辊、第三安装辊及第四安装辊上设置有同轴的链轮,四个所述链轮大小一致且外部套设有链条,所述链轮的部分齿插接在所述链条的间隔内且所述链条抵接在所述连接沿上,四条所述安装辊上均设置有用于通过板材推动的拨板,当所述板材通过所述安装辊时,所述安装辊的拨板被板材推动并使得该安装辊转动九十度,沿板材前进路线上的相邻安装辊上的拨板转动至阻挡板材前进的位置,当板材通过四条所述安装辊后,所述安装辊转动一圈。
21.通过采用上述技术方案,四个链轮的齿插接至链条的内,使得在其中一个链轮转动时可以带动其他的链轮转动,从而使得四个安装辊可以一起进行转动,通过板材推动拨板的方式,可以推动安装辊转动四分之一圈,四条安装辊共计转动一圈,在板材经过四条安装辊后,第一安装辊可以转动回原来的位置,供下一块板材推动。
22.可选的,所述第一安装辊上固定连接有当板材通过第一安装辊时用于闭合第一开关的第一拨条,所述第二安装辊上固定连接有当板材通过第二安装辊时用于闭合第二开关的第二拨条;所述第一开关和所述第二开关为点触式开关且包括用于启闭的点触片,当所述第一安装辊继续转动时,所述第一拨条可以脱离第一开关;当所述第二安装辊继续转动时,所述第二拨条可以脱离第二开关。
23.通过采用上述技术方案,第一拨条推动点触片时可以闭合第一开关,第二拨条推动点触片时可以闭合第二开关,当板材继续传送且安装辊继续转动时,第一拨条可以脱离点触片而断开第一开关,第二拨条可以脱离点触片而断开第二开关,从而断开电路;在安装
辊转过一周后,且板材推动第四安装辊转动后,第一安装辊和第一拨条位置可以回到初始状态,以便进行下次使用。
24.综上所述,本技术包括以下至少一种有益效果:1.板材通过贴面装置贴面之后,通过联动机构驱动支撑辊、传送辊对板材进行输送,支撑辊可以起到支撑和传送的作用,当切割刀位于两块板材的间隔上方时,驱动件驱动切割刀下降、驱动源驱动齿条转动,且切割座通过链条沿着导向座进行移动,且切割座沿板材前进方向的分速度和板材移动速度一致,切割刀可以将板材贴纸进行切断且不和支撑辊干涉;在切割座移动至机台一侧将贴纸切断后,驱动件驱动切割刀上升,且驱动源驱动切割座反向移动,切割刀不和板材干涉,切割刀可以回到初始位置以便下一次的使用;2.当定位块通过推动件驱动离开环槽时,支撑辊可以进行移动,当推动件推动定位块进入环槽内时,支撑辊可以进行转动而不易再进行滑动,支撑辊不易因为板材的移动或者人工误操作而移动,导致和切割刀干涉损坏切割刀。
附图说明
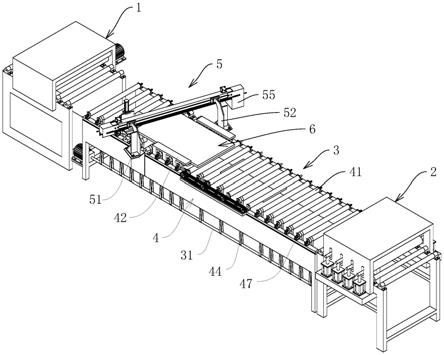
25.图1是本技术实施例的整体结构示意图;图2是本技术实施例显示导向座结构的局部结构示意图;图3是本技术实施例显示切割座结构的整体结构示意图;图4是图2中a处的放大示意图;图5是本技术实施例显示推杆和支撑辊连接结构的局部剖面结构示意图;图6是本技术实施例显示机台结构的整体结构示意图;图7是图6中b处的放大示意图;图8是本技术实施例显示板材经过第一安装辊时的局部剖面示意图;图9是本技术实施例显示板材经过第二安装辊时的局部剖面示意图;图10是本技术实施例显示板材经过第三安装辊时的局部剖面示意图;图11是本技术实施例显示板材经过第四安装辊后的局部剖面示意图。
26.附图标记说明:1、贴面装置;2、热压装置;3、裁剪装置;31、驱动轴;32、连接沿;321、第一开关;322、第二开关;3221、点触片;33、安装辊;331、第一安装辊;3311、第一拨条;332、第二安装辊;3321、第二拨条;333、第三安装辊;334、第四安装辊;335、拨板;336、链轮;337、链条;4、机台;41、传送辊;42、定位沿;421、定位辊;43、推杆;431、环槽;44、传送软带;46、支撑辊;461、长孔;462、安装孔;463、滑槽;464、弹簧;465、定位块;4651、导向面;4652、推动槽;466、顶杆;467、插槽;47、旋转座;5、导向座;51、第一安装座;52、第二安装座;53、齿条;54、切割座;541、气缸;542、连接块;543、切割刀;544、第一夹紧板;545、第二夹紧板;546、插接齿;55、电机座;6、板材。
具体实施方式
27.以下结合附图1
‑
11对本技术作进一步详细说明。
28.本技术实施例公开一种板材贴纸机。参照图1和图2,贴纸机包括位于贴面装置1和热压装置2之间的裁剪装置3,板材6通过贴面装置1贴上贴纸后,经过裁剪装置3将相邻板材6间隔上的贴纸剪断后,进入至热压装置2内进行压实和压平。裁剪装置3包括长度方向沿板
材6前进方向的机台4,机台4沿长度方向上间隔转动设置有多条传送辊41,机台4两边侧通过螺栓间隔设置有多个的旋转座47,传送辊41轴线垂直于机台4长度方向且通过插接至旋转座47上的圆孔的方式转动连接在机台4上。机台4上方设置有水平且相对机台4的长边倾斜的导向座5,导向座5上滑动连接有切割座54,切割座54上设置有切割刀543,当切割刀543沿着导向座5移动且沿板材6移动方向的分速度和板材6速度一致时,切割刀543可以用于将相邻板材6之间的贴纸进行切断。
29.参照图2和图3,导向座5包括通过螺栓连接在机台4上的第一安装座51和第二安装座52,第一安装座51和第二安装座52位于机台4不同长边侧,且第一安装座51位于更靠近贴面装置1的位置上。导向座5设置有沿其倾斜方向的齿条53,齿条53为柔性且首尾相连通过带传送的方式进行传送,导向座5靠近第二安装座52的一侧上设置有驱动齿条53往复运动的驱动源。驱动源具体为电机座55,电机座55内设置有正反转电机以实现齿条53的往复传动。
30.参照图3和图4,切割座54包括通过螺栓可拆卸连接的第一夹紧板544和第二夹紧板545,第二夹紧板545朝向第一夹紧板544的表面上设置有用于和齿条53啮合的插接齿546,通过插接齿546和齿条53啮合,且第一夹紧板544和第二夹紧板545将齿条53夹紧,在齿条53转送的过程中可以带动切割座54移动,从而进行切纸操作。
31.参照图3和图4,切割座54上设置有驱动切割刀543沿竖直方向上移动的驱动件,驱动件具体为气缸541,切割座54包括通过气缸541驱动上下移动的连接块542,切割刀543通过电机驱动转动且连接在连接块542上。当需要切割时,通过气缸541驱动切割刀543下降进行切割,当切割座54复位时,通过气缸541可以驱动切割刀543沿竖直方向向上移动,使得切割刀543移动时不易和板材6干涉而减少板材被切损的情况发生。
32.参照图5和图6,机台4位于导向座5下方的位置上固定连接有多条与传送辊41平行的推杆43,推杆43上转动连接有多个的支撑辊46,支撑辊46间隔设置在推杆43上,切割刀543移动时,切割刀543可以从支撑辊46间隔进行经过不易和支撑辊46干涉。通过设置支撑辊46起到对板材6进行支撑的作用,机台4上设置有驱动传送辊41和部分支撑辊46进行转动的联动机构。
33.参照图1和图6,联动机构包括通过电机驱动转动连接在机台4上的驱动轴31,驱动轴31长度方向沿机台4长度方向,联动机构还包括一端套设在驱动轴31上,另一端绕设在传送辊41一端或者位于驱动轴31上方的支撑辊46上的传送软带44,传送软带44处于张紧状态,传送辊41和支撑辊46直径相同,在驱动轴31转动时可以驱动传送辊41和支撑辊46同步进行传动,板材6抵接在传送辊41和被驱动的支撑辊46上,从而使得板材6可以匀速进行移动。
34.参照图5和图6,支撑辊46可以沿着推杆43进行滑动并在滑动后锁定支撑辊46的位置,支撑辊46可以滑动方便调整支撑辊46的位置,为切割刀543的移动让位;支撑辊46可锁定位置,使得在板材6移动时,支撑辊46的位置不易发生偏移,不易出现和切割刀543干涉的情况。
35.参照图2和图5,支撑辊46上开设有供推杆43移动和转动的长孔461,支撑辊46侧壁上开设有和长孔461连通的安装孔462、以及和安装孔462共线的滑槽463,推杆43外壁沿其长度方向上等间隔开设有环槽431,滑槽463内滑动连接有适配插接至环槽431内的定位块
465,支撑辊46上设置有驱动定位块465插接至环槽431内或者脱离环槽431的推动件。
36.参照图2和图3,支撑辊46一侧壁上开设有连通滑槽463且和长孔461轴线平行的插槽467,推动件包括滑动连接在插槽467内的顶杆466,定位块465朝向顶杆466的一侧开设有推动槽4652,推动槽4652远离推杆43的一侧内壁为导向面4651,导向面4651为沿竖直方向向远离插槽467方向向下倾斜。顶杆466一端抵接在导向面4651上,一端从插槽467穿出。当推动顶杆466时,顶杆466可以推动定位块465脱离环槽431,使得支撑辊46可以进行移动。推动件还包括粘接固定在滑槽463远离安装孔462内壁的弹簧464,弹簧464一端和定位块465粘接固定。当弹簧464处于自然状态时,定位块465插接在环槽431内,在未推动顶杆466时,定位块465插接至环槽431内,支撑辊46不易移动且仍旧可以进行转动。通过开设安装孔462方便定位块465和弹簧464的安装。
37.参照图6和图7,机台4上设置有通过板材6的移动控制驱动源和驱动件工作的开关机构,由于板材6之间的间隔较小,若板材6出现倾斜或者偏移可能会影响切割的精确度,切割刀543可能会误切到板材6上,通过开关机构使得驱动件和驱动源通过板材6的移动进行控制,在调整板材6间隔、或者传送速度时不用进行程序的更换,且在板材6传送过程中导致板材6位置或者间隔偏差时,也不易影响切割刀543的切割。
38.参照图2和图6,机台4两长边侧固定连接有定位沿42,定位沿42位于导向座5靠近热压装置2的一侧,定位沿42上通过螺栓和螺母的方式转动连接有多个的定位辊421,定位辊421轴线竖直且板材6可以抵接在定位辊421外壁上。当板材6移动时,板材6两长边侧可以分别抵接在不同定位沿42上的定位辊421外壁上,当板材6接触到第一个定位辊421后可以对板材6的位置进行调整,板材6可以保持平行于机台4长度方向进行移动,切割刀543进行切割时不易切割刀543板材6。
39.参照图2和图7,开关装置包括转动连接在旋转座47上的安装辊33,安装辊33包括平行于传送辊41、且逐渐靠近热压装置2的第一安装辊331、第二安装辊332、第三安装辊333以及第四安装辊334。四条安装辊33之间间隔设置有一条传送辊41,板材6可以通过传送辊41正常进行移动。
40.参照图2和图7,机台4一长边侧设置有连接沿32,连接沿32位于第一安装座51靠近热压装置2的一侧,机台4两长边侧通过螺连接有供传送辊41和安装辊33的插接并转动的旋转座,四条安装辊33位于连接沿32上方的一端上固定连接有同轴的链轮336,四个链轮336外壁上套设有处于张紧状态且首尾相连的链条337,且链轮336部分齿插接在链条337的间隔内、链条337抵接在连接沿32上。当驱动任意一个安装辊33进行转动时,链轮336可以驱动链条337进行传送。开关装置包括固定连接在连接沿32上的第一开关321和第二开关322,第一开关321和第二开关322为点触式开关,当第一开关321闭合时,气缸541驱动切割刀543下降且切割座54从靠近第一安装座51一侧移动至靠近第二安装座52一侧;当第二开关322闭合时,气缸541驱动切割刀543上升且切割座54移动回靠近第一安装座51的一侧。
41.参照图7,第一安装辊331上固定连接有用于闭合第一开关321的第一拨条3311,第二安装辊332上固定连接有用于闭合第二开关322的第二拨条3321,第一开关321和第二开关322均包括可以被推动翻转及自动复位的点触片3221。当第一拨条3311以第一安装辊331轴线转动时,可以推动点触片3221闭合,当第一拨条3311继续转动时可以脱离点触片3221使得第一开关321断开;同样,当第二拨条3321以第二安装辊332轴线转动时,可以推动点触
片3221闭合,当第二拨条3321继续转动时可以脱离点触片3221使得第二开关322断开。
42.参照图6和图8,四条安装辊33外壁的中部均固定连接有供板材6移动时拨动的拨板335,第一安装辊331、第二安装辊332、第三安装辊333和第四安装辊334的拨板335同一时刻的朝向均不同,当板材6经过第一安装辊331时,板材6可以通过推动拨板335使得第一安装辊331转动九十度,此时第二安装辊332上的拨板335转动至第一安装辊331的拨板335被推动前的方位上,板材6继续移动可以推动第二安装辊332转动九十度。同样,第三安装辊333和第四安装辊334也可以被推动九十度,当一块板材6经过四条安装辊33后,可以驱动四条安装辊33转动一整圈。
43.参照图8和图9,当板材6推动第一安装辊331转动九十度时,第一拨条3311闭合第一开关321,第一切割刀543可以对贴纸进行切割,第一安装辊331到第二安装辊332之间的距离及第二安装辊332至第三安装辊333之间的距离相等且等于切割刀543沿板材6移动方向上移动的距离,在板材6推动第二安装辊332板转动时,切割刀543完成切割,第一安装辊331继续转动,使得第一拨条3311离开点触片3221,第一开关321断开,同时第二拨条3321将第二开关322闭合,切割刀543可以上升后水平移动回原来的位置,直到第三安装辊333被推动。
44.参照图10和图11,当板材6继续移动推动第三安装辊333转动后,第二开关322段开,切割刀543位置保持不变。当板材6继续移动推动第四安装辊334转动时,板材6通过靠近贴面装置1的一端经过第一安装辊331,第一安装辊331上的拨条通过两个板材6的间隔复位至初始位置,供下一块板材6进行推动。由于板材6的长度和宽度基本为2440mm*1220mm,所以在生产设备时,可以直接将定位沿42、四条安装辊33的位置计算好并进行安装和连接。通过板材6控制切割刀543的移动,使得操作者在测试、机台4空转、板材6不同间隔移动等情况时,不用频繁的更改程序。
45.本技术实施例一种板材贴纸机的实施原理为:当板材6通过贴面装置1贴面后进入至裁剪装置3内,驱动轴31转动且驱动轴31通过传送软带44驱动传送辊41和支撑辊46进行转动,使得板材6可以匀速进行移动;板材6通过抵接在定位辊421上调整好位置,使得板材6长度方向沿着机台4长度方向;板材6继续移动至推动第一安装辊331上的拨板335,使得第一安装辊331转动九十度,第一拨条3311将第一开关321闭合,切割刀543通气缸541驱动下降、切割座54沿者导向座5长度方向移动并将两块板材6间隔间的贴纸进行切割;板材6继续移动至推动第二安装辊332转动九十度,通过链条337使得四条安装辊33同步转动,第一拨条3311脱离点触片3221使得第一开关321断开,第二拨条3321推动点触片3221使得第二开关322闭合,切割刀543上升后可以移动回原来的位置;板材6继续移动至推动第三安装辊333转动九十度后,第二开关322断开,切割刀543此时回到原来位置;板材6继续移动至推动第四安装辊334转动九十度时,第一安装辊331上的拨板335从两块板材6之间的间隔复位,以便被下一块板材6推动以重复上述步骤。
46.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。