1.本技术涉及自动输送设备技术领域,尤其是涉及一种上下料装置。
背景技术:
2.目前,木勺是一种清洁又方便的餐具,为了加工制做方便,木勺头部的下凹形状都是通过热压加工而成的。
3.现有木勺热压机上下料均采用人工操作方式来完成,上料时由人工一个个把木勺坯料放在热压机下模上的各热压槽内,热压好后,再由人工一个个把木勺从热压槽内捡出来。
4.上述中的相关技术方案存在以下缺陷:通过人工放入并取出木勺,整体效率较低,并不适应于大批量的生产。
技术实现要素:
5.为了提高木勺的热压效率,本技术提供一种上下料装置。
6.本技术的上述目的是通过以下技术方案得以实现的:
7.一种上下料装置,包括第一机架、设置在所述第一机架一端供木勺竖直多排摆放的储料箱、水平滑移设置在所述第一机架上端且位于所述储料箱上侧的输送组件、竖直滑移设置在所述输送组件中部的取料机械臂、设置在所述储料箱一侧的下料斗,所述第一机架在远离所述储料箱的一端水平滑移设置有热压下模,所述机架在所述热压下模远离所述储料箱的一侧竖直滑移设置有热压上模。
8.通过采用上述技术方案,当通过该上料装置对木勺进行上下料时,将木勺整整齐齐的摆放在储料箱内,然后输送组件水平移动至储料箱上侧,此时取料机械臂竖直下移并将同一水平上的一排木勺抓取然后上移,在通过输送组件将木勺水平移动到热压下模上,取料机械臂下移并将木勺放置在热压下模上,热压下模水平滑移至热压上模下侧,此时热压上模竖直下移并和热压下模相扣合,从而进行热压成型,当热压成型结束后,通过输送组件和取料机械臂将热压成型的木勺移动至下料斗上侧,使得木勺直接掉落在下料斗内。该方案使得木勺的上料和下料完全自动进行,只需要定期向储料箱内添加木勺便可,热压生产的效率大大提升,同时非常方便。
9.优选的,所述热压上模在远离所述第一机架的一侧设置有第二机架,所述第二机架对称于所述第一机架设置有所述储料箱、所述输送组件、所述取料机械臂和所述热压下模。
10.通过采用上述技术方案,通过在热压上模的一侧设置第二机架,使得在热压上模的两侧各有一组上下料装置,通过使得两组上下料装置不停的相热下模内上料,而两个热压下模交底滑移至热压上模下侧进行热压,从而进一步提升了热压的效率。
11.优选的,所述储料箱竖直开设有多组正装槽和反装槽,所述正装槽和所述反装槽间隔设置。
12.通过采用上述技术方案,木勺的一端大一端小,如果将木勺全都按照一个方向进行摆放,将会使得同样大小的储料箱盛装的木勺数量更少,该方案中在储料箱内开设正装槽和反装槽,使得木勺的摆放为一正一反,从而更加高效率的利用储料箱内的空间,使得同时可进行更多数量木勺的热压,进而提高热压效率。
13.优选的,所述第一机架和所述第二机架在所述热压下模远离所述热压上模的一侧设置有整理底板,所述整理底板上对应所述正装槽和所述反装槽间隔开设有大凹槽和小凹槽,所述第一机架和所述第二机架在所述整理底板一侧水平滑移设置有整理顶板,所述整理顶板在靠近所述整理底板的一侧端开设有小凹槽和大凹槽。
14.通过采用上述技术方案,当木勺从储料箱内运输至热压下模上时,可能会出现木勺歪斜的现象,从而使得木勺不能准确的定位在热压下模上,该方案中设置整理底板和整理顶板,当木勺从储料箱内移动而出时,取料机械臂将木勺直接放置在整理底板和整理顶板之间,此时,整理顶板向整理底板一侧移动,从而将木勺夹持在大凹槽和小凹槽之间,从而使得原本有些歪斜的木勺进行纠正,之后再移动至热压下模上,从而保证木勺位置的准确,减小出现因位置不准确而造成的报废情况,进而提高热压的成功几率。
15.优选的,所述整理顶板和所述整理底板上开设有腰型调节孔。
16.通过采用上述技术方案,在整理顶板和整理底板上开设腰型调节孔,使得整理顶板和整理底板的位置可调,从而适应与不同长度的木勺。
17.优选的,所述取料机械臂包括一水平设置的支撑架、固定于所述支撑架上端的导气管以及连通于所述导气管并穿至所述支撑架下侧的取料吸管。
18.通过采用上述技术方案,木勺本身为木头加工而成,本身质地不是非常硬,当通过常规取料的夹爪进行夹取时,可能会造成木勺的损坏,该方案中通过取料吸管将木勺进行吸取,更加方便,同时所有的取料吸管连通于同一根导气管,使得每一根取料吸管的吸取力大致相同,在调节气流量以适应不同重量的木勺时更加方便。
19.优选的,所述储料箱和所述下料斗之间设置有收集箱,所述第一机架和所述第二机架在所述收集箱上侧水平设置有扫落长条。
20.通过采用上述技术方案,当取料吸管将木勺向吸起时,竖直紧贴在一起的木勺可能会粘连在一起,此时同一取料吸管可能会吸起两个木勺,如果两个木勺被同时放入热压下模内的一个热压工位内,可能造成两个木勺都损坏,该方案中设置扫落长条,使得输送组件在水平移动时,扫落长条可将吸附在一起的木勺扫落一个,掉落的木勺将会直接掉落进收集箱内,进而有效的提升木勺的热压质量。
21.优选的,所述第一机架和所述第二机架上水平滑移设置有支撑板,所述储料箱、所述收集箱和所述下料斗固定于所述支撑板上。
22.通过采用上述技术方案,将储料箱、收集箱和下料斗固定在支撑板上,支撑板水平滑移,使得储料箱、收集箱和下料斗可以从第一机架和第二机架内滑出,从而方便添加木勺和取出木勺。
23.综上所述,本技术的有益技术效果为:
24.1.木勺整整齐齐的摆放在储料箱内,然后输送组件水平移动至储料箱上侧,此时取料机械臂竖直下移并将同一水平上的一排木勺抓取然后上移,在通过输送组件将木勺水平移动到热压下模上,取料机械臂下移并将木勺放置在热压下模上,热压下模水平滑移至
热压上模下侧,此时热压上模竖直下移并和热压下模相扣合,从而进行热压成型,当热压成型结束后,通过输送组件和取料机械臂将热压成型的木勺移动至下料斗上侧,使得木勺直接掉落在下料斗内,整个过程更加自动,效率更高;
25.2.热压上模的一侧设置第二机架,使得在热压上模的两侧各有一组上下料装置,通过使得两组上下料装置不停的相热下模内上料,而两个热压下模交底滑移至热压上模下侧进行热压,从而进一步提升了热压的效率;
26.3.木勺从储料箱内移动而出时,取料机械臂将木勺直接放置在整理底板和整理顶板之间,此时,整理顶板向整理底板一侧移动,从而将木勺夹持在大凹槽和小凹槽之间,从而使得原本有些歪斜的木勺进行纠正,之后再移动至热压下模上,从而保证木勺位置的准确,减小出现因位置不准确而造成的报废情况,进而提高热压的成功几率。
附图说明
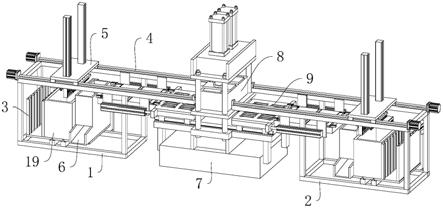
27.图1为上下料装置的结构示意图;
28.图2为上下料装置另一视角的结构示意图;
29.图3为图2的a处放大图;
30.图4为上下料装置第三视角的结构示意图;
31.图5为图4的b处放大图。
32.图中:1、第一机架;2、第二机架;3、储料箱;4、输送组件;5、取料机械臂;6、下料斗;7、模架;8、热压上模;9、热压下模;10、调整组件;11、整理顶板;12、整理底板;13、大凹槽;14、小凹槽;15、腰型孔;16、支撑板;17、正装槽;18、反装槽;19、收集箱;20、扫落长条;21、电机;22、螺杆;23、滑动座;24、连接支板;25、支撑架;26、导气管;27、取料吸管。
具体实施方式
33.以下结合附图1
‑
5对本技术作进一步详细说明。
34.参见图1,一种上下料装置,包括第一机架1、第二机架2、设置在第一机架1和第二机架2相互远离一端的储料箱3、水平滑移设置在第一机架1和第二机架2上端且位于储料箱3上侧的输送组件4、竖直滑移设置在输送组件4中部的取料机械臂5以及设置在储料箱3一侧的下料斗6。
35.第一机架1和第二机架2之间摆放有模架7,模架7的顶部通过螺栓固定有两个气缸,两个气缸的活塞杆竖直向下并通过螺栓固定有同一个热压上模8,热压上模8在气缸的带动下可在竖直方向移动。
36.第一机架1和第二机架2的上端在靠近模架7的一侧各通过螺栓固定有一组气缸,气缸的活塞杆水平指向模架7,同一组气缸的活塞杆前端通过螺栓固定有一热压下模9,热压下模9在气缸的作用下可水平滑移至热压上模8的下侧并与竖直下移的热压上模8合模。
37.参见图2和图3,第一机架1和第二机架2上端在热压下模9远离模架7的一侧设置有调整组件10,调整组件10包括整理顶板11和整理底板12,整理顶板11和整理底板12呈水平摆放,整理顶板11通过螺栓与第一机架1和第二机架2固定,第一机架1和第二机架2在整理底板12远离整理顶板11的一侧通过螺栓固定有气缸,气缸的活塞杆指向整理底板12并通过螺栓和整理底板12的侧端进行固定,使得气缸可推定整理底板12向整理顶板11的一侧水平
移动,整理顶板11和整理底板12在相互靠近的一侧端间隔开设有大凹槽13和小凹槽14,整理顶板11上的大凹槽13对应于整理底板12的小凹槽14,而整理顶板11上的小凹槽14对齐整理底板12上的大凹槽13,每一组大凹槽13和小凹槽14之间都可夹持整理一木勺,整理顶板11和整理底板12上开设有供螺栓穿入的腰型孔15,使得整理顶板11整理底板12一侧进行移动调整,进而适应不同长度的木勺。
38.参见图4和图5,第一机架1和第二机架2在远离模架7的一端通过螺栓固定有气缸,气缸的活塞杆呈水平状态,气缸的活塞杆上通过螺栓固定有呈水平状态的支撑板16,气缸带动支撑板16向垂直于模架7的一侧移动,储料箱3和下料斗6均通过螺栓固定在支撑板16的上端。
39.储料箱3内竖直开设有多组正装槽17和反装槽18,正装槽17和反装槽18呈间隔设置,木勺可整齐叠罗在一起后插入正装槽17和反装槽18内。
40.支撑板16上端在储料箱3和下料斗6之间通过螺栓固定有一收集箱19,第一机架1和第二机架2在收集箱19的上侧通过螺栓固定有扫落长条20。
41.输送组件4包括通过螺栓固定在第一机架1和第二机架2上端的两组共四个电机21、同轴焊接在电机21输出轴上的螺杆22以及螺纹套设在螺杆22上的滑动座23以及通过螺栓固定在同组两个滑动座23上端的一块连接支板24,同组的两个电机21启动,在连接支板24的限位下通过螺杆22带动滑动座23沿螺杆22长度方向滑移,使得连接支板24由储料箱3的上侧可移动至热压下模9的上侧。
42.连接支板24的上端通过螺栓固定有两个气缸,两个气缸的活塞杆竖直向下穿出连接支板24至连接支板24的下侧,取料机械臂5包括通过螺栓固定在气缸活塞杆下端的支撑架25、通过螺栓固定在支撑架25上端并沿支撑架25长度方向排布的导气管26以及一体连通于导气管26侧端的多根取料吸管27,取料吸管27的一端向下竖直穿过支撑架25位于支撑架25下侧,连接支板24带动支撑架25移动水平移动,连接支板24上的气缸可将支撑架25竖直向下或向上移动,此时导气管26内通气,取料吸管27可直接将木勺吸起,支撑架25直接从扫落长条20上侧移动,当取料吸管27吸取木勺从扫落长条20上侧移动时,扫落长条20可将叠合在一起被同一取料吸管27吸附的木条扫落至只剩一个。
43.本实施例的实施原理为:
44.当通过该上料装置对木勺进行上下料时,将木勺整整齐齐的摆放在储料箱3内,然后输送组件4将支撑架25水平移动至储料箱3上侧,然后支撑架25再竖直下移,此时支撑架25上的取料吸管27直接抵接在木勺的上端,导气管26内通气,使得取料吸管27将木勺吸住,然后支撑架25上移并向热压下模9一侧移动,在移动的过程中,扫落长条20扫过木勺,将粘连在一起的木勺扫落至收集箱19内,使得每一个取料吸管27的下端只吸附一个木勺,支撑架25继续水平移动至整理顶板11和整理底板12的上侧,并将木勺放置在整理顶板11和整理底板12之间,整理顶板11向整理底板12一侧移动,从而将木勺夹持在大凹槽13和小凹槽14之间,从而使得原本有些歪斜的木勺进行纠正,再由取料机械臂5将木勺吸取至热压下模9上,热压下模9水平移动至热压上模8下侧,热压上模8竖直下移并和热压下模9扣合,从而进行热压,热压结束后,热压下模9水平滑移处,取料机械臂5将热压成型的木勺吸起并移动至下料斗6上侧扔下,同时热压上模8另一侧同样进行木勺的输送热压。
45.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护
范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。