1.本发明涉及豆腐加工技术领域,尤其涉及一种豆腐压制成型装置及方法。
背景技术:
2.炸豆腐是由豆腐为主要食材做成的食物,炸豆腐对于豆腐的水份含量有着要求,如果豆腐的水份含量太高,豆腐在油炸时会变形,且容易起泡,进而导致卖相不佳,如果豆腐的水份含量太低,会影响豆腐在油炸的时候发泡,进而影响口感。然而现在传统的豆腐压制成型的机械化程度低,是通过在模具上方压放重物,缓慢的将点卤过的黄豆浆中的水压出。这样压制成型的豆腐水分含量难以控制。
技术实现要素:
3.本发明所要解决的技术问题是:提供一种豆腐压制成型装置及方法,能够提升豆腐压制成型的机械化程,使压制成型的成品豆腐标准化。
4.为了解决上述技术问题,本发明采用的技术方案为:一种豆腐压制成型装置,包括工作台、成型模具和压制装置;所述工作台上滑动设置有行车,所述成型模具包括底板和成型边框;
5.所述底板设置在行车上,所述底板上设置有多个通孔,所述底板顶部纵横设置有多个疏水槽;
6.所述成型边框设置在底板顶部,所述成型边框与底板围成一用于放置待压制成型黄豆浆的区域;
7.所述压制装置位于工作台上方,所述压制装置用于按压所述待压制成型黄豆浆。
8.一种豆腐压制方法,步骤一:在工作台的行车上放置至少一层的成型模具,在每一层的成型模具的成型边框与底板围成一用于放置待压制成型黄豆浆的区域内放置用裹布包裹好的待压制成型黄豆浆;
9.步骤二:移动行车使成型模具位于压制装置下方;
10.步骤三:压制装置开始作业,对位于成型模具内的待压制成型黄豆浆施加压力一段时间的压力,直至待压制成型黄豆浆的水份含量达到45%到48%,压制装置停止作业获得成品豆腐。
11.本发明的有益效果在于:在工作台上增设压制装置,在压制成型过程中,压制装置对成型模具内的待压制成型黄豆浆施加压力,使待压制成型黄豆浆内部多余的水份从疏水槽快速的排出成型模具,同时一些被压出的水份会进入通孔从行车与底板之间的缝隙流出,这一部分的水会对成型模具施加一个与压力方向相反的作用力,这样能够进步一提升压制效果。直至待压制成型黄豆浆的水份含量达到45%到48%后,压制装置停止作业获得成品豆腐。实现以机械化方式,将成品豆腐标准化生产的目的。
附图说明
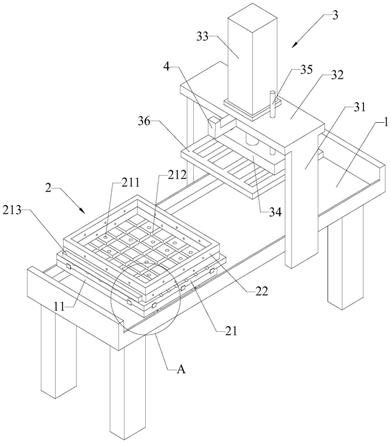
12.图1为本发明在具体实施方式中的一种豆腐压制成型装置的结构示意图;
13.图2为本发明在具体实施方式中的一种豆腐压制成型装置的俯视结构示意图;
14.图3为图1一种豆腐压制成型装置的a部放大图;
15.标号说明:
16.1、工作台;11、行车;111、定位片;12、排水孔;
17.2、成型模具;21、底板;211、通孔;212、疏水槽;213、定位条;22、成型边框;221、疏水孔;
18.3、压制装置;31、支撑架;32、顶板;33、气缸;34、连接块;35、光杆;36、推板;
19.4、挂钩。
具体实施方式
20.为详细说明本发明的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
21.请参照图1和图2所示,一种豆腐压制成型装置,包括工作台1、成型模具2和压制装置3;所述工作台1上滑动设置有行车11,所述成型模具2包括底板21和成型边框22;
22.所述底板21设置在行车11上,所述底板21上设置有多个通孔211,所述底板21顶部纵横设置有多个疏水槽212;
23.所述成型边框22设置在底板21顶部,所述成型边框22与底板21围成一用于放置待压制成型黄豆浆的区域;
24.所述压制装置3位于工作台1上方,所述压制装置3用于按压所述待压制成型黄豆浆。
25.工作原理:在压制成型过程中,压制装置3作业,对成型模具2内的待压制成型黄豆浆进行施压,使待压制成型黄豆浆内部多余的水份分为三个部分流出排出成型模具2,第一部分的水份会进入通孔211从行车11与底板21之间的缝隙处流出,同时该部分的水还会对成型模具2施加一个与压力方向相反的作用力,这样能够进步一提升压制效果。第二部分的水份从疏水槽212处排出成型模具2,第三部分的水分会从底板21和成型边框22之间的缝隙排出成型模具2。最终将待压制成型黄豆浆内多余的水份压出获得成品豆腐。
26.从上述描述可知,本发明的有益效果在于:在工作台1上增设压制装置3,在压制成型过程中,压制装置3对成型模具2内的待压制成型黄豆浆施加压力,使待压制成型黄豆浆内部多余的水份大部分从疏水槽212快速的排出成型模具2,同时一些被压出的水份会进入通孔211从行车11与底板21之间的缝隙流出,这一部分的水会对成型模具2施加一个与压力方向相反的作用力,这样能够进步一提升压制效果。实现以机械化方式,将成品豆腐标准化生产的目的。
27.进一步地,所述成型边框22的侧壁上设置有多个疏水孔221。
28.由上述描述可知,通过疏水孔221辅助疏水槽212一同将水份从成型模具2内排出。
29.请参照图1和图3所示,进一步地,所述行车11侧壁上设置有多个定位片111,所述定位片111用于摆正底板21;
30.所述底板21顶部的一侧边处设置有定位条213,所述定位条213用于摆正成型边框
22。
31.由上述描述可知,通过定位片111能够快速帮助操作人员将底板21摆正放置在行车11上,再通过定位条213能够快速帮助操作人员将成型边框22摆正放置在底板21上,以保障后续待压制成型黄豆浆在压制过程中的受力均匀。
32.进一步地,所述压制装置3包括支撑架31、顶板32、气缸33、连接块34、光杆35和推板36;
33.所述顶板32设置在支撑架31的顶部,所述气缸33设置在顶板32上,所述连接块34位于顶板32下方,所述连接块34与气缸33的活动端连接,所述光杆35穿过顶板32与连接块34连接,所述推板36设置在连接块34远离顶板32的一端面上。
34.由上述描述可知,在压制成型过程中,通过气缸33驱动活动端动作,使连接块34带动推板36动作,对待压制成型黄豆浆施加压力,同时通过光杆35以保障连接块34的平稳移动,进而保障推板36的平稳移动。
35.进一步地,所述顶板32的一侧壁设设置有挂钩4。
36.由上述描述可知,可以将数量的裹布放置在挂钩4上,这样操作人员可以直接在行车上一次性完成对待压制成型黄豆浆包裹和放置。
37.进一步地,所述工作台1上设置有排水孔12,所述工作台1的台面朝排水孔12方向倾斜。
38.由上述描述可知,在压制成型过程中,通过排水孔12能够将水份流出工作台1,避免工作台1积水。
39.一种豆腐压制方法,步骤一:在工作台1的行车11上放置至少一层的成型模具2,在每一层的成型模具2的成型边框22与底板21围成一用于放置待压制成型黄豆浆的区域内放置用裹布包裹好的待压制成型黄豆浆;
40.步骤二:移动行车11使成型模具2位于压制装置3下方;
41.步骤三:压制装置3开始作业,对位于成型模具2内的待压制成型黄豆浆施加压力一段时间的压力,直至待压制成型黄豆浆的水份含量达到45%到48%,压制装置3停止作业获得成品豆腐。
42.进一步地,所述成品豆腐的蛋白质含量为42%至45%;所述压制装置3施加的压力为11公斤至13公斤。
43.实施例一
44.请参照图1至图3所示,一种豆腐压制成型装置,包括工作台1、成型模具2和压制装置3;所述工作台1上滑动设置有行车11,所述成型模具2包括底板21和成型边框22;所述底板21设置在行车11上,所述底板21上设置有多个通孔211,所述底板21顶部纵横设置有多个疏水槽212;所述成型边框22设置在底板21顶部,所述成型边框22与底板21围成一用于放置待压制成型黄豆浆的区域;所述压制装置3位于工作台1上方,所述压制装置3用于按压所述待压制成型黄豆浆。所述成型边框22的侧壁上设置有多个疏水孔221。所述行车11侧壁上设置有多个定位片111,所述定位片111用于摆正底板21;所述底板21顶部的一侧边处设置有定位条213,所述定位条213用于摆正成型边框22。
45.所述压制装置3包括支撑架31、顶板32、气缸33、连接块34、光杆35和推板36;所述顶板32设置在支撑架31的顶部,所述气缸33设置在顶板32上,所述连接块34位于顶板32下
方,所述连接块34与气缸33的活动端连接,所述光杆35穿过顶板32与连接块34连接,所述推板36设置在连接块34远离顶板32的一端面上。所述顶板32的一侧壁设设置有挂钩4。所述工作台1上设置有排水孔12,所述工作台1的台面朝排水孔12方向倾斜。
46.进一步限定了一种豆腐压制方法,步骤一:在工作台1的行车11上放置至少一层的成型模具2,在每一层的成型模具2的成型边框22与底板21围成一用于放置待压制成型黄豆浆的区域内放置用裹布包裹好的待压制成型黄豆浆;
47.步骤二:移动行车11使成型模具2位于压制装置3下方;
48.步骤三:压制装置3开始作业,对位于成型模具2内的待压制成型黄豆浆施加压力一段时间的压力,直至待压制成型黄豆浆的水份含量达到45%到48%,压制装置3停止作业获得成品豆腐。
49.所述成品豆腐的蛋白质含量为42%至45%;所述压制装置3施加的压力为11公斤至13公斤。
50.具体的,在实际压制过程中所述压制时间可根据压力以及成品豆腐所要求的蛋白质含量进行适应性选择,为获得成品豆腐的蛋白质含量为42%,压制装置3施加的压力选择为12公斤时:
51.当成型模具2为一层时,压制时间优选为7分钟到8分钟;
52.当成型模具2为两层或者三层时,压制时间优选为8分钟到10分钟;
53.当成型模具2为四层、五层或者六层时,压制时间优选为14分钟到16分钟。
54.为获得成品豆腐的蛋白质含量为45%,压制装置3施加的压力选择为12公斤时:
55.当成型模具2为一层时,压制时间优选为10分钟到11分钟;
56.当成型模具2为两层或者三层时,压制时间优选为11分钟到13分钟;
57.当成型模具2为四层、五层或者六层时,压制时间优选为16分钟到18分钟。
58.综上所述,本发明提供一种豆腐压制成型装置及方法,在工作台上增设压制装置,在压制成型过程中,压制装置对成型模具内的待压制成型黄豆浆施加压力,使待压制成型黄豆浆内部多余的水份从疏水槽快速的排出成型模具,同时一些被压出的水份会进入通孔从行车与底板之间的缝隙流出,这一部分的水会对成型模具施加一个与压力方向相反的作用力,这样能够进步一提升压制效果。直至待压制成型黄豆浆的水份含量达到45%到48%后,压制装置停止作业获得成品豆腐。实现以机械化方式,将成品豆腐标准化生产的目的。
59.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本发明的专利保护范围内。