1.本发明涉及气体有机物回收领域,具体地,涉及一种回收干气中碳二碳三的方法及其系统、所述方法或系统在炼厂干气回收中的应用。
背景技术:
2.来自炼油化工装置的炼厂干气,如催化裂化干气、延迟焦化干气、加氢裂化干气、px歧化燃料气、异构化燃料气、重整干气等,其中通常含有大量的碳二碳三组分,如果将干气中的碳二碳三组分进行回收,送入乙烯装置裂做原料,有利于提高企业经济效益。以加氢裂化干气、px歧化燃料气为代表的炼厂干气,相较于常规的催化裂化干气、延迟焦化干气而言,具有更高的碳二及以上组分含量,如px歧化燃料气中乙烷摩尔含量较高时可达到25-70%vol,加氢裂化干气中碳二碳三组分含量可超过50%vol。
3.目前从炼厂干气中回收碳二碳三组分的方法主要有深冷分离法、变压吸附法、浅冷油吸收法等,三种方法特点鲜明,适用于不同的领域。深冷分离法工艺较为成熟,乙烯回收率较高、分离得到的碳二碳三产品纯度高,但需要对原料气进行干燥脱水,还需要丙烯或乙烯丙烯压缩制冷系统,装置投资大;变压吸附法操作简单,能耗较低,但产品纯度低,碳二回收率低,占地面积大。
4.浅冷油吸收法主要是利用吸收剂对干气中各组分的溶解度不同来分离气体混合物,一般先在浅冷的温度(5-20℃)下利用吸收剂吸收干气中的碳二及以上的更重组分,分离出甲烷、氢气、氮气、氧气等不凝气,再用精馏法分离富吸收剂中的各组分。该方法具有c2c3回收率高,生产安全,运行可靠,对原料气的适应性强等特点,是目前具有竞争力的技术之一。但是常规的浅冷油吸收工艺的主吸收塔一般在3.0mpag及以上压力下操作,以保证吸收效果,因此干气压缩机能耗较大。对于较重(碳二及以上组分含量较高)的干气原料,干气经过压缩、冷却分液后得到的压缩凝液较多,压缩凝液一般继续送往主吸收塔,以回收其中的碳二并脱除甲烷,使主吸收塔塔釜再沸器负荷增大,或者需要在流程中设置如cn104560194a所述的凝液气提塔或如cn106609161a所述的稳定塔,对压缩凝液进行处理,设备投资较大。
5.cn101063048a公开了一种采用中冷油吸收法分离炼厂干气的方法,该工艺由压缩、脱除酸性气体、干燥及净化、吸收、解吸、冷量回收和粗分等步骤组成,具有吸收剂成本低廉,损失低等优点。但该工艺中需将干气冷却到-30℃至-40℃,属于中冷分离工艺,因此投资较大,能耗较高。
6.cn101759518a公开了一种浅冷油吸收法分离干气的方法,该方法由干气压缩、冷却、吸收、解吸组成,采用包含正丁烷、1-丁烯和2-丁烯在内的碳四馏分作为吸收剂。从解吸塔顶得到回收的碳二浓缩气。该方法碳二回收率可达到92%以上,但主吸收塔操作压力在4.0-6.0mpag,压缩机能耗较高。干气经压缩、冷却下来的凝液继续送往主吸收塔,增大了主吸收塔塔釜蒸汽消耗。
7.cn106609161a公开了一种分离炼厂饱和干气的方法,将炼厂饱和干气进行压缩、
冷却和气液分离处理,气液分离处理后的压缩干气和压缩凝液分别送往碳四吸收塔进行吸收或送往汽油稳定塔进行精馏处理。流程中包括一台汽油稳定塔,用来处理汽油吸收塔釜的富汽油溶剂和上述压缩凝液。当干气原料较重时,压缩凝液较多,汽油稳定塔釜再沸器负荷较大。碳四吸收塔的操作压力为3-4.5mpag,干气压缩机出口在3-5mpag,压缩机能耗较高。
8.cn104560194a公开了一种炼厂饱和干气回收系统及回收方法,该系统包括吸收塔、解吸塔、再吸收塔、压缩机和换热器,并设置有凝液气提塔。炼厂干气经压缩、冷却分液后得到的压缩凝液送往凝液气提塔处理,凝液气提塔釜出料作为产品采出。吸收塔操作压力为3.0-6.0mpag,干气压缩机出口在3.0-4.5mpag,压缩机能耗较高。
9.综上所述,在回收较重的炼厂干气中的碳二碳三组分时,常规的浅冷油吸收工艺的主吸收塔压力较高,压缩机能耗较大,干气经压缩、冷却分液得到的压缩凝液仍要送往主吸收塔进行吸收并蒸出甲烷,增加了主吸收塔塔釜再沸器负荷,或者需在流程中设置凝液气提塔或汽油稳定塔来处理压缩凝液,设备投资较大。
技术实现要素:
10.本发明的目的是为了解决现有的回收炼厂干气工艺投资大、能耗高的问题,提供一种采用浅冷油吸收法回收炼厂干气中碳二碳三的方法及其装置与应用,该方法可以在低压下对干气进行浅冷油吸收处理,压缩机耗能小,压缩凝液不经过吸收直接送往解吸塔处理,节省了吸收塔再沸器蒸汽消耗;并且该方法的碳二回收率大于95%,碳三回收率大于95%,回收获得的碳二碳三提浓气可送往乙烯装置做原料,无需干燥器和丙烯制冷压缩机,无需引入凝液气提塔或稳定塔处理压缩凝液,降低了装置投资和能耗。特别地,该方法适用于以加氢裂化干气、px歧化燃料气为代表的含较多碳二及以上重组分的炼厂干气回收过程。
11.为了实现上述目的,本发明第一方面提供一种回收干气中碳二和碳三的方法,其特征在于,所述方法包括以下步骤:
12.(1)干气压缩:将炼厂干气的压力提高到1.5-3.8mpag,得到压缩气体;
13.(2)冷却:将所述压缩气体冷却至5-25℃,得到冷却气体;
14.(3)气液分相:将所述冷却气体进行气液分相,得到第一气相和第一液相;
15.(4)碳四吸收:将所述气相通入吸收塔的中部和/塔釜,与来自吸收塔顶部的吸收剂进行逆流接触,吸收塔的塔顶得到第二气相,吸收塔的塔釜得到第二液相;
16.(5)碳四解吸:将所述第一液相和所述第二液相通入解吸塔的中部,进行解吸,解吸塔塔顶得到含碳二和碳三的浓缩气,解吸塔的塔釜得到贫吸收剂。
17.本发明第二方面提供一种回收干气中碳二碳三的系统,其特征在于,所述系统包括压缩机、冷却器、分液罐、吸收塔和解吸塔;
18.所述压缩器、冷却器和分液罐依次连通;
19.所述吸收塔的塔釜或中部与分液罐的顶部连通,用于将所述分液罐的顶部排出的第一气相与吸收剂逆流接触,所述吸收塔的塔顶和塔釜分别排出第二气相和第二液相;
20.所述解吸塔的中部分别与所述分液罐的底部和所述吸收塔的塔釜连通,用于将所述分液罐的底部排出的第一液相和所述吸收塔的塔釜排出的第二液相的混合液进行解吸
分离,所述解吸塔的塔顶得到含碳二和碳三的浓缩气,所述解析塔的塔釜得到贫吸收剂。
21.本发明第三方面提供一种上述方法或系统在炼厂干气回收中的应用。
22.通过上述技术方案,本发明所提供的回收炼厂干气中碳二碳三的方法及其系统与应用获得以下有益的效果:
23.(1)本发明中,所述方法降低了主吸收塔的压力,并将干气经压缩-冷却分液后的压缩凝液越过主吸收塔直接送往解吸塔,在保证碳二碳三收率的基础上,降低了干气压缩机能耗和主吸收塔再沸器负荷,无需引入凝液气提塔或稳定塔来处理压缩凝液。
24.(2)本发明中,所述方法将压缩凝液直接送入解吸塔,避免了其中少量碳三组分随吸收塔顶尾气排出界区,提高了碳三回收率。并且与传统工艺相比,本发明中,解吸塔压力以及塔釜温度均更低,塔釜再沸器可以更多地利用炼厂大量富余的低温余热,例如低压蒸汽、热水、热油等低品位热能,节省了能耗。
25.(3)本发明中,所述方法降低了吸收和解吸步骤的操作温度,特别地,吸收和解吸操作的最低温度为10-20℃,无需使用能耗较高的丙烯制冷压缩机,而能够采用溴化锂制冷机组提供冷量,无需干燥系统,投资少、操作简单,进一步降低回收所需能耗
26.(4)本发明中,所述方法显著提高了回收产物中碳二碳三提浓气中碳二碳三组分的含量,可达50-98vol%,具体的,碳二回收率大于95%,碳三回收率大于95%,碳三和碳四均具有较高的回收率。
27.(5)本发明中,所述回收干气中碳二碳三的系统中,将来自分液罐的第一液相与来自吸收塔的第二液相混合后通入解吸塔中,能够在保证碳二碳三收率的基础上,显著降低干气压缩机能耗和主吸收塔再沸器负荷,并无需引入凝液气提塔或稳定塔来处理压缩凝液。
28.(6)进一步地,本发明中,所述系统中,将来自分液罐的第一液相与来自吸收塔的第二液相分别通入解吸塔中的不同塔板处,能够避免出现返混现象,导致回收处理能耗不利地增加。
附图说明
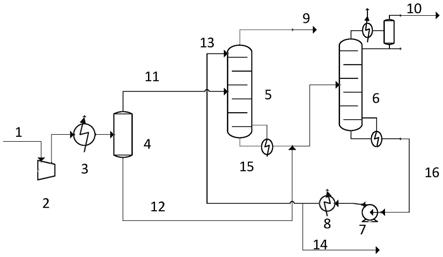
29.图1是本发明的浅冷油吸收法回收干气中碳二碳三的流程示意图。
30.附图标记说明
31.1干气;2干气压缩机;3干气冷却器;4干气分液罐;5吸收塔;6解吸塔;7吸收剂循环泵;8吸收剂冷却器;9第二气相;10含碳二和碳三的浓缩气;11第一气相;12第一液相;13吸收剂;14抽出轻烃;15第二液相;16贫吸收剂。
具体实施方式
32.在本文中所披露的范围的端点和任何值都不限于该精确的范围或值,这些范围或值应当理解为包含接近这些范围或值的值。对于数值范围来说,各个范围的端点值之间、各个范围的端点值和单独的点值之间,以及单独的点值之间可以彼此组合而得到一个或多个新的数值范围,这些数值范围应被视为在本文中具体公开。
33.本发明第一方面提供一种采用浅冷油吸收法回收干气中碳二和碳三的方法,其特征在于,所述方法包括以下步骤:
34.(1)干气压缩:将炼厂干气的压力提高到1.5-3.8mpag,得到压缩气体;
35.(2)冷却:将所述压缩气体冷却至5-25℃,得到冷却气体;
36.(3)气液分相:将所述冷却气体进行气液分相,得到第一气相和第一液相;
37.(4)碳四吸收:将所述气相通入吸收塔的中部和/或塔釜,与来自吸收塔顶部的吸收剂进行逆流接触,吸收塔的塔顶得到第二气相,吸收塔的塔釜得到第二液相;
38.(5)碳四解吸:将所述第一液相和所述第二液相通入解吸塔的中部,进行解吸,解吸塔塔顶得到含碳二和碳三的浓缩气,解吸塔的塔釜得到贫吸收剂。
39.本发明中,将常规浅冷油吸收工艺的主吸收塔压力降低,并将干气经压缩-冷却分液后的压缩凝液越过主吸收塔直接送往解吸塔,在保证碳二碳三收率的基础上,能够显著降低干气压缩机能耗和主吸收塔再沸器负荷,无需引入凝液气提塔或稳定塔来处理压缩凝液。
40.进一步地,本发明中,将压缩凝液直接通入解吸塔中,能够有效避免了压缩凝液中少量碳三组分随吸收塔顶尾气排出界区,提高了碳三回收率。
41.本发明中,除非另有说明,所述压力为表压。
42.本发明中,所述干气可以为本领域中常规的含有较多碳二及以上重组分的干气,具体的,可以选自来源于加氢裂化干气和/或px歧化燃料气等炼厂干气。
43.本发明中,所述干气的组成主要为氢气、甲烷、氮气、氧气、碳二、碳三、碳四及更重组分。碳二是指乙烷和乙烯,碳三是指丙烷和丙烯,碳四是指丁烷和丁烯。
44.根据本发明,步骤(1)中,所述干气压缩可以为一段压缩或二段压缩。
45.根据本发明,优选地,将干气的压力提高至1.8-3.6mpag。
46.根据本发明,优选地,步骤(2)中,将压缩气体冷却至10℃-15℃。
47.本发明中,采用由溴化锂吸收式制冷机提供的制冷剂对压缩气体进行冷却,溴化锂制冷机以来源于炼厂的废热蒸汽或96-100℃的热水作为热源,与传统的丙烯制冷压缩机相比,所需能耗低,并且无需干燥系统、投资少、操作简单。
48.本发明中,所述制冷剂可以为本领域中常规的制冷剂,例如选用6-9℃的冷水作为制冷剂。
49.本发明中,所述气液分相可以在本领域中常规的能够实现气液分离的设备中进行,例如所述气液分相在本发明所述的干气分液罐中进行。
50.根据本发明,步骤(4)中,所述吸收剂可以为碳四馏分,优选为来源于炼厂的正丁烷、异丁烷、醚后碳四和乙烯碳四中的至少一种。
51.本发明中,对于吸收剂的用量没有特别的要求,可以根据实际需要进行调整。
52.本发明中,所述吸收塔可以为本领域中常规的吸收塔,具体的,可以为普通吸收塔或者吸收-蒸出塔。
53.进一步地,所述吸收-蒸出塔的塔釜内还设置再沸器,经压缩、冷却、气液分相得到的第一气相从吸收-蒸出塔的中部进入吸收塔。
54.更进一步地,所述普通吸收塔的塔釜中不设置再沸器,经压缩、冷却、气液分相得到的第一气相从吸收塔的底部进入吸收塔。
55.根据本发明,所述吸收塔的理论板数可以为10-60,优选为30-50。
56.根据本发明,所述吸收塔的操作压力可以为1.5-3.8mpag,优选为1.9-3.6mpag。
57.根据本发明,所述吸收塔的塔顶温度可以为10-40℃,优选为15-25℃。
58.根据本发明,所述吸收塔的塔釜温度可以为20-140℃,优选为75-130℃。
59.本发明中,所述方法还可以包括:经吸收塔吸收处理后,由吸收塔的塔顶排出的第二气相中残留部分吸附剂,所述第二气相通入汽油吸收塔进行碳四组分的回收;
60.或者,所述第二气相通入膨胀机系统进行碳四组分的回收;
61.或者,所述第二气相送入燃料气管网,用于全厂燃料平衡。
62.本发明的一个具体实施方式,将所述第一气相通入所述吸收塔的中部和/或塔釜,与来自所述吸收塔顶部的吸收剂进行逆流接触,吸收第一气相中的碳二和碳三及以上馏分,吸收塔塔顶的第二气相送出界区,吸收塔塔釜的第二液相送至解吸塔处理。
63.根据本发明,步骤(5)中,所述解吸塔的理论板数可以为20-70,优选为25-50。
64.根据本发明,所述解吸塔的操作压力可以为0.7-2.2mpag,优选为1-2mpag。
65.根据本发明,所述解吸塔的塔顶温度可以为15-70℃,优选为30-50℃。
66.根据本发明,所述解吸塔的塔釜温度可以为80-130℃,优选为100-120℃。
67.根据本发明,步骤(5)中,所述解吸塔中还包括再沸器和中沸器。
68.优选地,所述再沸器和中沸器选用低压蒸汽、热水和热油中的至少一种作为热源。
69.本发明中,所述再沸器用于加热解吸塔的中段抽出物流;所述中沸器用于加热解析塔的塔釜物流。
70.本发明中,所述低压蒸汽是指压力为0.5mpag左右低压蒸汽。
71.本发明中,为了避免出现返混现象,导致回收处理能耗的增加,优选地,根据第一液相与第二液相的组成,将所述第一液相和所述第二液相通入至解吸塔的不同塔板处。
72.优选地,所述第一液相通入至解吸塔的第10-15塔板处进行解吸。
73.优选地,所述第二液相通入至解吸塔的第20-55塔板处进行解吸。
74.根据本发明,所述方法还可以包括,将步骤(5)中,所述含碳二和碳三的浓缩气通入裂解炉进行裂解反应或送入乙烯装置分离单元进一步分离。
75.根据本发明,所述含碳二和碳三的浓缩气包含氢气、甲烷、碳二碳三组分和碳四以上组分。
76.根据本发明,基于含碳二和碳三的浓缩气的总体积,所述氢气和甲烷的含量为0-20vol%,优选为0-5vol%;所述碳二碳三组分的含量为50-95vol%,优选为70-90vol%;所述碳四以上组分的含量为5-30vol%,优选为5-10vol%。
77.本发明中,所述含碳二和碳三的浓缩气中,各组分含量之和不超过100vol%。
78.本发明中的一个实施方式中,所述贫吸收剂部分返回至所述吸收塔循环使用。
79.本发明第二方面提供一种回收干气中碳二和碳三的系统,其特征在于,所述系统包括压缩机、冷却器、分液罐、吸收塔和解吸塔;
80.所述压缩器、冷却器和分液罐依次连通;
81.所述吸收塔的中部和/或塔釜与分液罐的顶部连通,用于将所述分液罐的顶部排出的第一气相与吸收剂逆流接触,所述吸收塔的塔顶和塔釜分别排出第二气相和第二液相;
82.所述解吸塔的中部分别与所述分液罐的底部和所述吸收塔的塔釜连通,用于将所述分液罐的底部排出的第一液相和所述吸收塔的塔釜排出的第二液相的混合液进行解吸
分离,所述解吸塔的塔顶得到含碳二和碳三的浓缩气,所述解析塔的塔釜得到贫吸收剂。
83.根据本发明,所述系统还包括吸收剂循环泵和吸收剂冷却器;
84.所述吸收剂循环泵、吸收剂冷却器与所述解吸塔的底部相连通,用于将解吸塔的塔釜得到的贫吸收剂进行升压、冷却后部分返回所述吸收塔的顶部。
85.本发明中,经升压、冷却后的所述贫吸收剂中的部分返回至所述吸收塔的顶部循环使用,用于吸收干气中的碳二碳三及以上更重馏分;而另一部分作为轻烃产品送出界区。
86.本发明中,所述轻烃产品主要包括丁烷、丁烯、戊烷、戊烯及可能存在的更重组分。
87.根据本发明,为避免由于产生返混现象,导致系统回收处理所需的能够不利地增加,优选地,所述分液罐的底部和所述吸收塔的塔釜分别与解析塔的不同塔板处相连,使得分液罐的底部排出的第一液相与吸收塔的塔釜排出的第二液相通入至解吸塔的不同塔板处进行解吸。
88.优选地,所述分液罐的底部与解吸塔的第10-15塔板处相连。
89.优选地,所述吸收塔的塔釜与解吸塔的第20-55塔板处相连。
90.本发明第二方面提供一种上述方法或系统在炼厂干气回收中的应用。
91.结合图1,对本发明所述方法以及系统作进一步地说明。
92.将干气1的压力经压缩机2升压到1.5-3.8mpag,得到压缩气体;压缩气体经干气冷却器3冷却至5-25℃,得到冷却气体;冷却气体在干气分液罐4中进行气液分相,干气分液罐4顶部的第一气相11通入吸收塔5的中部和/或塔釜,与由吸收塔5的顶部喷入的吸收剂13进行逆流接触,吸收干气中的碳二和碳三及以上更重馏分,塔顶未被吸收的第二气相9送入下游汽油吸收塔回收其中夹带的吸收剂碳四馏分,或他用;
93.干气分液罐4底部的第一液相12与吸收塔5塔釜的第二液相15利用压差一起进入解吸塔6中部,进行解吸,解吸塔6的塔顶得到含碳二和碳三的浓缩气10,所述含碳二和碳三的浓缩气通入裂解炉进行裂解反应或送入乙烯装置分离单元进一步分离;解吸塔6的塔釜得到的贫吸收剂经循环泵7升压,吸收剂冷却器8冷却后,返回吸收塔5循环使用,同时为了保证吸收剂循环量稳定,抽出一股轻烃产品14送出界区。
94.以下将通过实施例对本发明进行详细描述。以下实施例中,
95.实施例1以及对比例中,来源于某炼厂的干气的组成如表1所示。气体组成的测试方法采用标准astm d1945。
96.表1
[0097] 炼厂干气温度,℃40压力,mpag0.50质量流量,t/h50组成,vol% h244.06n26.01ch412.20c2h612.54c3h813.01
c4h
10
10.48c5+1.70
[0098]
实施例1
[0099]
采用本发明的浅冷油吸收法回收炼厂干气中碳二碳三工艺对上述炼厂干气中的碳二碳三组分进行回收。
[0100]
具体的工艺过程为:
[0101]
炼厂干气通过压缩机2将压力提高至3.1mpag。增压后的干气在冷却器中3被冷煤水冷却至15℃,送入干气分液罐4进行气液分相。冷媒水由溴化锂制冷机组提供。
[0102]
干气分液罐4顶部第一气相送入吸收塔5中部。在吸收塔5中,采用碳四馏分(具体组成为丁烷含量78vol%,戊烷含量22vol%)作为吸收剂(流量120t/h),从塔顶喷入,吸收干气中碳二碳三馏分及更重组分。吸收塔理论板数为30,操作压力3mpag,塔顶温度为16℃,塔釜温度为122℃。吸收塔5顶塔采用0.5mpag低压蒸汽加热,塔顶未被吸收的尾气排入燃料气管网,塔釜第二液相15送入解吸塔6处理。
[0103]
干气分液罐4底部的第一液相12和来自吸收塔塔釜的第二液相15一起靠压差进入解吸塔6中部。解吸塔的理论板数为25,操作压力1.3mpag,塔顶温度为47℃,塔釜温度为104℃。解吸塔采用加氢精制柴油加热,塔顶得到碳二碳三浓缩气,送往乙烯装置裂解炉作原料。塔釜得到的贫吸收剂经循环泵升压,在吸收剂冷却器冷却至15℃后,返回吸收塔5循环使用,并抽出一股以碳四为主的轻烃产品14,送出界区。
[0104]
在本实施例中,获得的碳二碳三浓缩气的组成如表2所示,其中,碳二回收率为97.9%,碳三回收率为98.9%。
[0105]
表2
[0106][0107][0108]
实施例2
[0109]
实施例2中,来源于某炼厂的干气的组成如表3所示。气体组成的测试方法采用标准astm d1945。
[0110]
表3
[0111] 炼厂干气温度,℃48压力,mpag1.0质量流量,t/h20组成,vol% h211.27ch49.51c2h61.74c2h420.88c3h81.74c3h634.81c4h
10
2.32c4h85.80c5+11.93
[0112]
采用本发明的浅冷油吸收法回收炼厂干气中碳二碳三工艺对上述炼厂干气中的碳二碳三组分进行回收。
[0113]
具体的工艺过程为:
[0114]
炼厂干气通过压缩机2将压力提高至1.95mpag。增压后的干气在冷却器中3被冷煤水冷却至25℃,送入干气分液罐4进行气液分相。冷媒水由溴化锂制冷机组提供。
[0115]
干气分液罐4顶部第一气相送入吸收塔5中部。在吸收塔5中,采用碳四馏分(具体组成为丁烷含量30vol%,丁烯含量37vol%,碳五含量33vol%)作为吸收剂(流量35t/h),从塔顶喷入,吸收干气中碳二碳三馏分及更重组分。吸收塔理论板数为50,操作压力1.9mpag,塔顶温度为20℃,塔釜温度为75℃。吸收塔5顶塔采用0.4mpag低压蒸汽加热,塔顶未被吸收的尾气排入燃料气管网,塔釜第二液相15送入解吸塔6处理。
[0116]
干气分液罐4底部的第一液相12靠压差进入解吸塔6的第12塔板处,来自吸收塔塔釜的第二液相15靠压差进入解吸塔6的第20塔板处。解吸塔的理论板数为50,操作压力2mpag,塔顶温度为45℃,塔釜温度为120℃。解吸塔采用0.4mpag低压蒸汽,塔顶得到碳二碳三浓缩气,塔釜得到的贫吸收剂经循环泵升压,在吸收剂冷却器冷却至15℃后,返回吸收塔5循环使用,并抽出一股以碳四为主的轻烃产品14,送出界区。
[0117]
在本实施例中,获得的碳二碳三浓缩气的组成如表4所示,其中,碳二回收率为98.3%,碳三回收率为98.2%。
[0118]
表4
[0119][0120][0121]
对比例1
[0122]
按照cn101759518a典型浅冷油吸收工艺对表1所示的干气进行回收,其中,进料条件与碳二回收率与实施例1相同,其工艺条件、能耗以及碳三回收率如表5所示。
[0123]
对比例2
[0124]
按照深冷分离工艺对表1所示的干气进行回收,其中,进料条件与碳二回收率与实施例1相同,其工艺条件如表5所示。
[0125]
表5
[0126][0127]
从表5可知,本发明中的工艺物流最低温度在5-15℃,与深冷分离工艺相比不需要低温位的丙烯冷量,也不需要丙烯制冷系统和干燥系统。与常规的浅冷油吸收工艺相比,通过降低吸收塔压力,有效降低了干气压缩机能耗;通过将压缩凝液直接送入解吸塔,降低了吸收塔再沸器负荷,提高了碳三回收率;通过在较低的解吸塔压力下操作,解吸塔釜温度较
低,解吸塔再沸器可以更多地利用低品位余热。整个工艺能耗低、设备投资少。
[0128]
以上详细描述了本发明的优选实施方式,但是,本发明并不限于此。在本发明的技术构思范围内,可以对本发明的技术方案进行多种简单变型,包括各个技术特征以任何其它的合适方式进行组合,这些简单变型和组合同样应当视为本发明所公开的内容,均属于本发明的保护范围。