1.本发明涉及一种摊铺机,包括:输送机单元,其具有第一边缘并且优选地具有第二边缘;和料斗单元,其具有关于摊铺方向的前端和后端;以及向内的摊铺材料储存装置,料斗单元能够在降低位置和升高位置之间移动,以将摊铺材料引向输送机单元。
2.通常,摊铺机应被理解为道路作业机器。本发明适用于工业建筑机器或建筑设备领域内的作业机器,特别是摊铺机。尽管将关于摊铺机描述本发明,但本发明不限于该特定机器,而是也可以用于具有能够在降低位置和升高位置之间移动且具有前部分的料斗单元的其它作业机器。
背景技术:
3.摊铺机是用于铺设通常由沥青或混凝土制成的路面的工业建筑机器。因此,摊铺机应被理解为一种用于在道路、桥梁、停车场、机场和其它此类场所铺设沥青或混凝土的建筑设备。摊铺机将沥青或混凝土铺平并在最终由压路机压实之前提供压实。
4.摊铺机器或摊铺机通常包括:前部安装的料斗单元,以接收摊铺材料;和后部安装的熨平板,其漂浮在待摊铺材料上。熨平板经由张紧臂铰接到摊铺机的底盘上。摊铺材料由单独的装载车辆放入料斗单元中,并通过纵向输送机单元从料斗单元输送到位于熨平板前方的分配器螺旋分料器(distributor auger)。摊铺材料由分配器螺旋分料器在摊铺宽度上分配,并通过熨平板进行摊铺或整平。
5.装载车辆置于摊铺机前方,由摊铺机推动,直到所有要摊铺的材料都已倒入料斗中。然后将装载车辆更换为满载摊铺材料的另一装载车辆。
6.通常,此类机器中的料斗单元被组装成双料斗单元,具有第一料斗和第二料斗。第一料斗和第二料斗彼此面对并且被对称地定位在输送机单元的两侧或边缘上。第一料斗和第二料斗形成摊铺材料储存装置。双料斗组被构造成在降低位置和升高位置之间切换。通常,双料斗单元在料斗单元的降低位置接收摊铺材料,而在升高位置,双料斗单元组有助于通过重力进料而将摊铺材料转移到输送机单元。之后,输送机单元将摊铺材料转移到摊铺机的螺旋分料器,进而将摊铺材料输送到作业现场。
7.在料斗单元的前端处,料斗单元可选地包括前部分。前部分位于第一料斗与第二料斗之间以及前端与输送机单元之间。位于第一料斗中或第二料斗中的材料通过从降低位置到升高位置的移动而被移动到输送机单元。
8.通常,第一料斗和第二料斗的移动确实与前部分以液压方式而不是机械方式相互作用。因此,前部分与移动装置,特别是液压缸互连,以便将前部分从降低位置移动到升高位置。前部分被布置在料斗单元处,使得移动装置以前部分的上表面在料斗单元的摊铺材料储存装置的方向上向内旋转的方式移动前部分。因此,位于前部分处的材料通过重力进料被移动到输送机。此外,料斗单元可以包括用作料斗单元前端处的壁的第一和第二挡板。挡板可以枢转地设置在第一料斗和第二料斗的前缘处。挡板通常被布置成没有动力单元。挡板通常与前部分形状配合连接,使得挡板通过前部分的移动而移动。
9.这种在降低位置和升高位置之间可移动的前部分很昂贵。此外,这种可移动的前部分需要大量维护,并且发生故障的可能性很高。为了降低摊铺机的成本,存在具有固定的前部分的一些摊铺机实施例,其中前部分基本上不可移动。在这种摊铺机中,前部分上的材料由操作者手动移除,例如用铲子移除。这种对前部分上的材料的手动移除劳动量很大、昂贵,并且此外还降低了职业安全性。
技术实现要素:
10.本发明的目的在于提供一种具有包括前部分的料斗单元的摊铺机,其中,以低成本和高职业安全水平自动地执行从前部分移除摊铺材料。
11.该目的通过根据权利要求1的摊铺机来实现。该摊铺机包括具有第一边缘并且优选地具有第二边缘的输送机单元。输送机单元优选地具有输送方向。输送方向可以与摊铺方向和/或摊铺机在摊铺期间移动的方向相反且平行。优选地,输送机单元在从前端到后端的方向上输送摊铺材料。
12.在输送机单元旁边或周围布置料斗单元。料斗单元从前端向关于摊铺方向的后方向延伸。此外,料斗单元具有向内的摊铺材料储存装置。摊铺材料储存装置由第一料斗形成,优选地由第二料斗形成,每个料斗都具有底座部和壁。
13.料斗单元能够在降低位置和升高位置之间移动,以通过重力进料将摊铺材料导向输送机单元。料斗单元被设计和布置成,当料斗单元从降低位置移动到升高位置时,材料储存装置中的材料被倾倒到输送单元上。为此,第一料斗具有第一底座部和第一壁。在料斗单元处于降低位置的情况下,第一底座部基本上是水平的。在升高位置,底座部倾斜,使得摊铺材料因重力而下落。此外,第一料斗包括第一壁,该第一壁优选地被布置在第一料斗的边缘处,其中,该边缘与第一料斗的位于输送机单元的第一边缘处的边缘相对。
14.第一料斗具有与输送机单元的第一边缘相邻的第一料斗枢转轴线。第一料斗围绕第一料斗枢转轴线可旋转地布置。特别地,第一底座部关于第一料斗枢转轴线可枢转地布置,使得可以将第一料斗在降低位置和升高位置之间移动。
15.料斗单元包括前部分。前部分在前端与输送机单元之间与第一料斗向内相邻地布置。特别地,向内意味着前部分是摊铺材料储存装置的一部分或与其相邻。优选地,前部分具有上表面,其中优选地,前部分的上表面与第一料斗的第一底座部基本上在同一水平面上。通常,当料斗单元从降低位置移动到升高位置时,前部分不移动。因此,位于前部分处的摊铺材料不会通过重力进料而移动到输送机单元上。
16.为了从前部分移除摊铺材料,第一侧翼被布置成将摊铺材料从前部分扫掠到输送机上。第一侧翼与第一底座部连接并被构造成,当料斗单元被移动在升高位置时,第一侧翼被向内旋转并且第一侧翼的扫掠边缘在与前部分接触的情况下被移动。
17.第一侧翼的扫掠边缘面向前部分。扫掠边缘可以是第一侧翼的连续凸缘。可替选地,扫掠边缘可以被设计成不连续的。不连续的扫掠边缘可以具有穿孔等。例如,扫掠边缘可以被设计成梳状的。特别地,在与前部分接触的情况下被移动意味着位于前部分上的摊铺材料可以被扫掠边缘扫掠。
18.特别地,向内旋转是指第一侧翼的上表面旋转,使得该表面面向料斗单元的材料储存装置。例如,在料斗单元的降低位置,第一侧翼的表面可以是水平的。当料斗单元移动
到升高位置时,该表面可以倾斜并且至少部分地面向材料储存装置。特别地,前部分表面上的垂线将在摊铺材料储存装置的方向上倾倒,使得该线的至少水平分量指向摊铺材料储存装置。
19.通过提供包括具有第一侧翼的料斗单元的摊铺机,实现了从前部分自动移除摊铺材料的优点。此外,为了使前部分倾倒,不必使用致动器,特别是液压缸。因此,由于不必手动地移除材料,因此提高了职业安全性。此外,执行摊铺过程所必要的劳动更少。本发明的另一优点在于,这种简单的解决方案不需要大量维护并且可以以较低成本实现。
20.根据一个实施例,第一侧翼可枢转地附接到第一底座部,该第一底座部具有第一侧翼枢转轴线,并且第一侧翼枢转轴线与第一料斗枢转轴线成角度。该实施例的优点在于,第一侧翼可以关于第一底座部围绕第一侧翼枢转轴线回转。因此,第一侧翼有利地向内旋转并且第一侧翼的扫掠边缘在与前部分接触的情况下被移动。
21.此外,优选地,第一侧翼是无驱动器的。特别地,无驱动器的第一侧翼意味着第一侧翼不包括用于执行向内旋转的驱动器。第一侧翼的旋转由第一侧翼的几何形状和第一料斗的移动引起。
22.根据进一步实施例,第一侧翼枢转轴线与第一料斗枢转轴线间隔开前端地相交。通过使用第一侧翼的适当几何形状,该实施例有利地支持第一侧翼的旋转。
23.根据进一步实施例,第一侧翼枢转轴线和第一料斗枢转轴线包括枢转轴线角度,该枢转轴线角度小于90度,其中优选地,第一侧翼枢转轴线沿料斗单元的前缘的方向从第一料斗枢转轴线延伸。料斗单元的前缘优选地位于前端处。由此,改进在于第一侧翼以与第一料斗,特别是与第一料斗的第一底座部协调的方式向内旋转。
24.根据进一步实施例,第一侧翼包括向内延伸到料斗的前部分之上和/或之下的扫掠段。优选地,扫掠段从其余第一侧翼突出。优选地,扫掠段具有三角形几何形状。由此,改进在于扫掠段向内延伸到料斗的前部分上,使得扫掠段至少部分地负责第一侧翼的强制向内旋转。在扫掠段在前部分下方向内延伸的情况下,优选地,前部分可以从降低位置移动到升高位置,并且前部分被可枢转地布置,使得第一侧翼升高前部分。例如,前部分可以具有前部分枢转轴线。前部分枢转轴线可以垂直于摊铺方向和/或垂直于输送机单元的第一边缘。优选地,前部分枢转轴线被从前部分向内定位,这意味着前部分枢转轴线位于前部分的避开料斗单元的前端的边缘处。
25.根据进一步实施例,扫掠段包括扫掠边缘。进一步优选地,扫掠元件被布置在第一侧翼处。扫掠元件可以被设计成形成扫掠段。扫掠元件可以是第一侧翼的弯曲部和/或可以是附接到第一侧翼的单独元件。
26.根据进一步实施例,第一侧翼枢转轴线从第一枢转轴线端延伸到第二枢转轴线端,第一枢转轴线端位于底座部和/或料斗单元的前缘处并且与料斗枢转轴线间隔隔开,第二枢转轴线端位于料斗枢转轴线处并与底座部的前缘间隔隔开。本实施例实现了第一料斗枢转轴线与第一侧翼枢转轴线之间小于90
°
的角度。因此,第一侧翼的改进的无驱动器式向内旋转是可能的。
27.根据进一步实施例,第一侧翼的前缘与底座部的前缘齐平。这些前缘优选面向料斗单元的前端。
28.根据进一步实施例,摊铺机的特征在于返回构件,该返回构件与第一侧翼连接并
且适于当料斗被移动在降低位置时使第一侧翼从向内旋转的位置返回。通常,第一侧翼在重力作用下移回其初始位置。返回构件可以支持该运动,以便改进操作。特别地,该实施例降低了当第一料斗单元移回降低位置时第一侧翼停止在其向内旋转位置的风险。特别地,返回构件使得手动干预变得不必要。
29.根据进一步实施例,第一侧翼具有三角形几何形状。在该实施例中,第一侧翼包括三个翼边缘。第一翼边缘是面向前部分的所述扫掠边缘。第二个翼边缘面向料斗单元的前端。第二翼边缘基本上平行于料斗单元的前缘并且基本上垂直于输送机的第一边缘。第三翼边缘平行于第一侧翼枢转轴线。优选地,第一侧翼枢转轴线被布置在第三翼边缘处或靠近第三翼边缘。特别地,三角形几何形状具有不同于90
°
的角度。
30.扫掠边缘与第二翼边缘的交点优选地在前部分的垂直上方。因此,第二翼边缘和扫掠边缘悬垂在前部分上。因此,悬垂在由第二翼边缘和扫掠边缘形成的前部分上的部分优选地是扫掠段。
31.根据进一步实施例,输送机单元具有与第一边缘相对布置的第二边缘,料斗单元进一步包括:第二料斗,该第二料斗具有第二底座部和第二壁,该第二料斗具有与输送机单元的第二边缘相邻的第二料斗枢转轴线,并且第二底座部关于第二料斗枢转轴线被可枢转地布置;第二侧翼,该第二侧翼与第二底座部连接并被构造成当料斗单元被移动在升高位置时,第二侧翼被向内旋转并且第二侧翼的扫掠边缘在接触前部分的情况下被向内移动。
32.优选地,第二料斗与第一料斗侧向反向。侧向反向的轴线将会平行于输送机的第一边缘和第二边缘对齐,处于输送机的第一边缘与第二边缘之间的中间。与第一料斗相关的第二料斗的优点在于中心封闭的摊铺材料储存装置的设计。可以优选地,第一料斗围绕第一料斗枢转轴线顺时针旋转,并且第二料斗围绕第二料斗枢转轴线逆时针旋转。因此,储存在第一料斗和第二料斗中的材料被倾倒到输送机单元上。
33.根据进一步实施例,前部分被布置在第一料斗与第二料斗之间。因此,第一料斗枢转轴线与第二料斗枢转轴线之间的距离可以比前部分在该方向上的延伸部大一点。
34.根据进一步实施例,前部分优选地是固定部分,其中优选地,前部分被构造成使得当第一翼和第二翼向内旋转时前部分保持固定。
35.根据进一步实施例,摊铺机的特征在于,当第一料斗和第二料斗处于升高位置时,在第一侧翼与第二侧翼之间具有间隙。例如,间隙可以在100mm至500mm之间,特别是在200mm至250mm之间。根据进一步实施例,间隙小于500mm,或400mm,或300mm,或200mm,或100mm。间隙越小,第一侧翼和/或第二侧翼从前部分移除的材料就越多。
36.根据进一步实施例,第一侧翼的扫掠边缘具有第一边缘尺寸并且第二侧翼的扫掠边缘具有第二边缘尺寸,并且前部分具有垂直于第一输送机边缘和第二输送机边缘的前部分尺寸,其中,第一边缘尺寸和第二边缘尺寸的总和与前部分尺寸的比例小于1,特别是小于0.9,优选地小于0.8。
附图说明
37.参考附图,下面是作为示例引用的本发明的实施例的更详细说明。
38.在附图中:
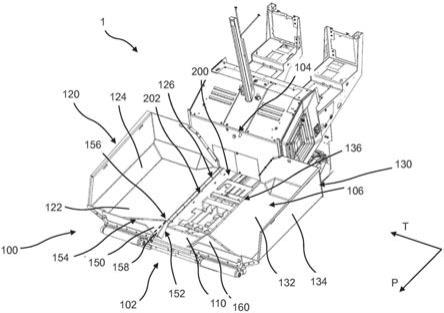
39.图1是摊铺机的第一空间视图,其中具有本文所述的侧翼的料斗单元的示例性实
施例处于降低位置,
40.图2是摊铺机的另一空间视图,其中具有本文所述的侧翼的料斗单元的示例性实施例处于降低位置,
41.图3a、3b是摊铺机的另一空间视图,其中具有本文所述的侧翼的料斗单元的示例性实施例处于升高位置,
42.图4是具有包括本文所述的侧翼的料斗单元的示例性实施例的摊铺机的二维前视图,
43.图5是具有包括本文所述的侧翼的料斗单元的二维前视图,以及
44.图6是具有本文所述的侧翼的料斗单元的顶视图。
具体实施方式
45.图1和图2示意性地示出了包括具有第一侧翼150和第二侧翼160的料斗单元100的示例性实施例的摊铺机1的空间视图。在摊铺方向p上,料斗单元从后端104延伸到前端102,正交于该延伸部,在前端102与后端104之间,料斗单元100在横向方向上延伸。料斗单元100包括第一料斗120和第二料斗130。
46.在横向方向t上,输送机单元200位于第一料斗120和第二料斗130之间。输送机200的皮带未示出,以便示出输送机单元200内的布置和输送机装置。输送机单元200在图1中可见的第一边缘202和在图2中可见的第二边缘204之间沿横向方向t延伸。输送机单元200可以在与摊铺方向p相反的方向上转移摊铺材料。
47.第一料斗120可枢转地附接在输送机单元200的第一边缘202处或附近。因此,第一料斗120具有第一料斗枢转轴线126。第一料斗枢转轴线126与输送机单元200的第一边缘202相邻。第二料斗130关于第二料斗枢转轴线136可枢转地布置。第二料斗枢转轴线136与输送机单元200的第二边缘204相邻。料斗枢转轴线126、136基本上平行于输送机单元200的第一边缘202和第二边缘204。
48.第一料斗120包括第一底座部122和第一壁124。当料斗单元100处于图1和图2中所示的降低位置时,第一底座部122基本上是水平的。第一底座部122用作摊铺材料的支撑表面。第一壁124基本上是竖直的并且用作摊铺材料储存装置106的侧向限制。第一壁124包括带扣。第二料斗130还包括如上所述起作用的第二底座部132和第二壁134。
49.第一料斗120和第二料斗130基本上形成料斗单元100的摊铺材料储存装置106。在操作时,装载车辆位于摊铺机1的前方,具体地,装载车辆位于料斗单元100的前端102处。装载车辆可以在料斗单元100中卸载摊铺材料,使得摊铺材料储存装置106装载有摊铺材料。
50.料斗单元100包括前部分110,该前部分与第一料斗120向内相邻并与第二料斗130向内相邻地布置。因此,前部分110位于第一料斗120与第二料斗130之间。此外,前部分110被布置在前端102与输送机单元200之间。优选地,前部分110是固定部分,这意味着前部分110被构造成使得当料斗单元100被移动在升高位置时,前部分保持固定。
51.料斗单元100还包括与第一底座部122连接的第一侧翼150。第一侧翼150被布置和构造成使得当料斗单元100被移动在升高位置时,第一侧翼150向内旋转,并且第一侧翼150的扫掠边缘152在接触前部分110的情况下被移动。因此,位于前部分110上的摊铺材料被第一侧翼150移除,在特别是被扫掠边缘152移除。
52.因而,料斗单元100进一步包括与第二料斗130的第二底座部132连接的第二侧翼160。第二侧翼160被布置和构造成使得当料斗单元100被移动在升高位置时,第二侧翼160向内旋转,并且第二侧翼160的扫掠边缘162在接触前部分110的情况下被向内移动。
53.第一侧翼150可枢转地附接到第一底座部122。此外,第一底座部122具有第一侧翼枢转轴线154。第一侧翼枢转轴线154与第一料斗枢转轴线126成角度。这些轴线126、154包括枢转轴线角度156,其中,枢转轴线角度小于90
°
。
54.当第一料斗120围绕第一料斗枢转轴线126移动到升高位置时,第一侧翼150被强制向内旋转,这是由第一侧翼150的几何形状引起的。特别地,这是由在前部分110上延伸的扫掠段158引起的。由于第一侧翼150的这种被强制的旋转,第一侧翼150的扫掠边缘152在与前部分110接触的情况下被移动。当发生这种情况时,前部分110优选地是固定部分,这意味着前部分110被构造成使得当第一侧翼150被强制向内旋转时,前部分110保持固定。
55.因而并特别如图2中所示,第二侧翼160还包括扫掠边缘162和第二侧翼轴线164。第二侧翼轴线164与第二料斗枢转轴线136围成枢转轴线角度166。此外,扫掠段168在前部分110上方延伸。以与第一料斗120和第一侧翼150类似的方式,在第二料斗130移动到升高位置的情况下,第二侧翼160向内旋转。当发生这种情况时,前部分110优选地是固定部分,这意味着前部分110被构造成使得当第二侧翼160被强制向内旋转时,前部分110保持固定。
56.图3a和图3b示出了上述摊铺机,其中,料斗单元100被移动在升高位置。因此,第一料斗120通过第一致动器121关于第一料斗枢转轴线126旋转。第一致动器121被设计为液压缸。可替选地,第一致动器被设计为电驱动器。以类似方式,第二料斗130通过第二致动器131关于第二料斗枢转轴线136旋转,该第二致动器可以被设计为液压缸和/或电驱动器。由于侧翼150、160的几何形状以及侧翼150、160到底座部122、132的特定可旋转附接,侧翼150、160向内旋转并且扫掠边缘152、162在接触前部分110的情况下被移动。因此,扫掠边缘152、162在输送机单元200的方向上从前部分110移除摊铺材料。无驱动器地执行侧翼150、160的移动,这意味着侧翼处不需要驱动器。料斗120、130的移动强制使侧翼150、160向内旋转。
57.图4示出了摊铺机1的示意图。摊铺机1包括运动装置170、172。运动装置170、172被布置和设计成使得摊铺机可以通过运动装置170、172在摊铺方向上移动。
58.此外,第一料斗120和第二料斗130各自包括后壁128、138。第一料斗120和第二料斗130各自包括防止摊铺材料掉落的前壁129、139。侧翼150、160关于前壁129、139向内布置。优选地,侧翼150、160和前壁129、139被布置成使得基本上没有摊铺材料可以落在前壁与相邻的侧翼之间。在料斗单元的后端104处附接有后壁108。
59.图5示出了料斗单元100的示意图。示出了料斗单元100包括第一致动器121和第二致动器131。致动器121、131是液压缸。液压缸121、131的一端布置在摊铺机底盘处。在另一端处,致动器121、131被布置在料斗120、130的下部处,特别是被布置在底座部122、132的下表面上。因此,通过致动器121、131,第一料斗120和第二料斗130可以从降低位置移动到升高位置以将摊铺材料引向输送机单元200。
60.图6的顶视图示意性地示出了第一侧翼150和第二侧翼160的旋转方向157、167。特别地,示出了当侧翼150、160沿方向157、167向内旋转时,位于前部分110上的摊铺材料被扫掠边缘152、162在输送机单元200的方向上扫掠。
61.侧翼150、160的向内旋转是由它们的几何形状引起的,这将在下面针对侧翼150解释。第一侧翼150具有三角形几何形状,带有第一翼边缘152,即扫掠边缘152。第一侧翼还具有第二翼边缘153和第三翼边缘155。第一侧翼150的几何形状没有直角。第二翼边缘153与第三翼边缘155所夹的角度小于90
°
,特别地,该角度约为20
°
。第二翼边缘153与扫掠边缘152所夹的角度也小于90
°
,特别地,该角度约为78
°
。第三翼边缘155与扫掠边缘152所夹的角度也小于90
°
,特别地,该角度约为82
°
。由于扫掠边缘152与第二翼边缘153的交点在前部分110的竖直上方,所以当第一料斗120,特别是第一底座部122在升高位置移动时,第一侧翼150向内旋转。
62.应理解,本发明不限于上文所述和附图中所示的实施例;相反,本领域技术人员应认识到,在所附权利要求的范围内可以做出许多改变和修改。
63.附图标记
[0064]1ꢀꢀꢀꢀꢀ
摊铺机
[0065]
100
ꢀꢀꢀ
料斗单元
[0066]
102
ꢀꢀꢀ
前端
[0067]
104
ꢀꢀꢀ
后端
[0068]
106
ꢀꢀꢀ
材料储存装置
[0069]
108
ꢀꢀꢀ
后壁
[0070]
110
ꢀꢀꢀ
前部分
[0071]
120
ꢀꢀꢀ
第一料斗
[0072]
121
ꢀꢀꢀ
第一致动器
[0073]
122
ꢀꢀꢀ
第一底座部
[0074]
124
ꢀꢀꢀ
第一壁
[0075]
126
ꢀꢀꢀ
第一料斗枢转轴线
[0076]
128
ꢀꢀꢀ
后壁
[0077]
129
ꢀꢀꢀ
前壁
[0078]
130
ꢀꢀꢀ
第二料斗
[0079]
131
ꢀꢀꢀ
第二致动器
[0080]
132
ꢀꢀꢀ
第二底座部
[0081]
134
ꢀꢀꢀ
第二壁
[0082]
136
ꢀꢀꢀ
第二料斗枢转轴线
[0083]
138
ꢀꢀꢀ
后壁
[0084]
139
ꢀꢀꢀ
前壁
[0085]
150
ꢀꢀꢀ
第一侧翼
[0086]
152
ꢀꢀꢀ
扫掠边缘
[0087]
153
ꢀꢀꢀ
第二边缘
[0088]
154
ꢀꢀꢀ
第一侧翼枢转轴线
[0089]
155
ꢀꢀꢀ
第三边缘
[0090]
156
ꢀꢀꢀ
枢转轴线角度
[0091]
157
ꢀꢀꢀ
第一扫掠方向
[0092]
158
ꢀꢀꢀ
扫掠段
[0093]
159
ꢀꢀꢀ
扫掠元件
[0094]
160
ꢀꢀꢀ
第二侧翼
[0095]
162
ꢀꢀꢀ
扫掠边缘
[0096]
164
ꢀꢀꢀ
第二侧翼轴线
[0097]
166
ꢀꢀꢀ
枢转轴线角度
[0098]
167
ꢀꢀꢀ
第二扫掠方向
[0099]
168
ꢀꢀꢀ
扫掠段
[0100]
169
ꢀꢀꢀ
扫掠元件
[0101]
170
ꢀꢀꢀ
运动装置
[0102]
172
ꢀꢀꢀ
运动装置
[0103]
200
ꢀꢀꢀ
输送机单元
[0104]
202
ꢀꢀꢀ
第一边缘
[0105]
204
ꢀꢀꢀ
第二边缘
[0106]
p
ꢀꢀꢀꢀꢀ
摊铺方向
[0107]
t
ꢀꢀꢀꢀꢀ
横向方向