1.本实用新型涉及塑料件二次加工工装定位领域,特别涉及一种用于液晶显示屏面框二次加工的高精度定位工装。
背景技术:
2.结构随着客户对液晶显示屏面板加工的外观要求越来越高,液晶显示屏面框产品的生产精度在不断提高,面框1(参考图1和图2)的框体宽度通常只有1-2cm左右,面框1上的二次加工装配的工件1a精度要达到
±
0.1mm的公差。另外,面框注塑件本身也存在公差,注塑件在成型过程中注塑机遇到电压的波动、温度的变化,以及气压的变化都会造成产品尺寸有小幅的波动。
3.因此,使用原有的定位工装在既有的生产成本内,完全无法达到新产品要求标准。
技术实现要素:
4.为了实现上述目的,本实用新型所采用的技术方案是:
5.一种用于液晶显示屏面框二次加工的高精度定位工装,包括:
6.水平设置在焊接在支架顶端的工装固定板;
7.围绕设置在所述工装固定板上表面的若干导向定位块,所述导向定位块的顶面开设有导向定位块仿形槽;
8.设置在工装固定板上表面的精密导轨,所述精密导轨平行于所述导向定位块并位于导向顶外快的外侧;
9.设置在所述精密导轨上的滑动定位装置,所述滑动定位装置下部通过底座与导轨连接,侧部分别设置有侧面压紧轮和贴付压紧轮;所述贴付压紧轮沿所述导向定位块仿形槽轨迹移动并对面框进行二次加工;所述侧面压紧轮紧贴所述导向定位块侧壁移动,为贴付压紧轮提供移动提供侧向定位;所述贴付压紧轮的周向两侧设置有端部定位块和贴付导向定位块,所述端部定位块对面框进行预处理定位,所述贴付导向定位块引导贴付压紧轮移动,进一步提高二次加工精度。
10.在本实用新型的一个优选实施例中,所述包括上支架和下支架,所述下支架顶面为矩形状,所述上支架的长、宽尺寸小于下支架对应尺寸,上支架通过水平方向的紧固件固定在下支架框体内部。
11.在本实用新型的一个优选实施例中,还包括设置在所述下支架角部底部的调节底脚。
12.在本实用新型的一个优选实施例中,所述精密导轨沿导向定位块的两条短边和一条长边布置,所述导向定位块的侧面与顶面相互垂直,所述导向定位块仿形槽完整模仿所述面框型面。
13.在本实用新型的一个优选实施例中,所述贴付压紧轮、所述端部定位块和所述贴付导向定位块通过手柄连接块设置在滑动定位装置的主体上。
14.在本实用新型的一个优选实施例中,还包括设置在手柄连接块和主体之间的下压弹簧,所述主体设置在所述底座上构成所述滑动定位装置的主体制成结构。
15.在本实用新型的一个优选实施例中,所述侧面压紧轮通过弹性机构与主体连接,所述弹性装置和设置在主体另一侧的紧定螺钉相互配合使侧面压紧轮紧贴所述导向定位块侧壁移动。
16.在本实用新型的一个优选实施例中,还包括设置在所述手柄连接块两侧的手柄,所述手柄方便工人操控所述滑动定位装置。
17.本实用新型的有益效果在于:
18.本实用新型所提供的一种用于液晶显示屏面框二次加工的高精度定位工装,通过配合精密导轨、定位块和侧面以可伸缩压紧轮被加工件进行高精度定位,达到在满足产品要求的前提下提升班产和大幅降低不良率的目的。
附图说明
19.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
20.图1是本实用新型的面框结构图。
21.图2是本实用新型的面框角部放大图。
22.图3是本实用新型的立体图。
23.图4是本实用新型的俯视图。
24.图5是本实用新型的主视图。
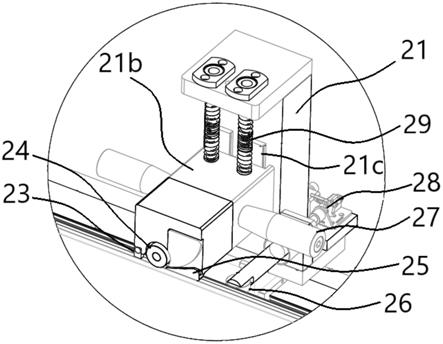
25.图6是本实用新型的滑动定位装置局部放大图。
具体实施方式
26.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
27.以下结合附图和具体实施方式对本实用新型的详细结构作进一步描述。
28.参考图3至图5的一种用于液晶显示屏面框二次加工的高精度定位工装,包括设置在顶面为矩形状的下支架10a底部4个角底部的调节底脚11。上支架10b设置在下支架10a的上方,上支架10b的长、宽尺寸都小于下支架10a的对应尺寸,使得上支架10b可以具体设置在下支架10a的框体内部,使用紧固件将上支架10b从水平方向固定在下支架10a的框体上。工装固定板12水平的焊接在上支架10b的顶端。多个导向定位块32围绕的设置在工装固定板12的上表面,导向定位块的顶面开设有导向定位块仿形槽32b,导向定位块仿形槽32b完整模仿了面框1的型面,使面框1可以完整的嵌入导向定位块仿形槽32b中并模拟面框1总成装配时的位置状态。导向定位块侧面32a与导向定位块顶面是垂直的。精密导轨30设置在工装固定板12的上表面,具体位于导向定位块32的外侧;精密导轨30沿导向定位块32的两条短边和一条长边进行布置,其位置与临近的导向定位块32相互平行。
29.结合参考图6,四个滑动定位装置20设置在精密导轨30上。滑动定位装置20包括下
部直接与导轨连接的底座21a,主体21呈倒“7”字型设置在底座21a上方,主体21和底座21a之间还设置有导向槽(图中未示出)。一个侧面压紧轮26设置在主体21靠近导向定位块32的一侧,侧面压紧轮26的一端紧贴导向定位块侧面32a,另一端与主体21之间通过弹性装置连接的,配合设置在主体21远离导向定位块32一侧的底座21a上的紧定螺钉28,来调整并固定主体21的水平位置。手柄连接块21b设置在主体21靠近导向定位块32的一侧,手柄连接块21b与主体21之间通过垂直方向的连接块导轨21c相连。两根下压弹簧29连接在手柄连接块21b的上表面和主体21的顶部下表面,受下压弹簧29的影响手柄连接块21b始终会有沿连接块导轨21c向下运动的趋势。手柄连接块21b靠近导向定位块32的一侧设置有贴付压紧轮24。一对贴付操作手柄27分别设置在手柄连接块21b的两侧,供操作工控制主体21向上抬起或放下,以便贴付压紧轮24紧贴在框体1上同时推动滑动定位装置20沿精密导轨30移动。为了进一步增加滑动定位装置20的精度,端部定位块23和贴付导向定位块25分别设置在贴付压紧轮24的两侧,两者水平方向的相对位置与导向定位块仿形槽32b的走向位置平行。导向定位块25用于面框1与贴付压紧轮24接触前,先对面框1进行一次预挤压;贴付导向定位块25则用于卡接在导向定位块仿形槽32b中,使贴付压紧轮24在运动过程中与面框1的相对位置保持稳定,确保面框1与工件1a的二次加工位置公差保持在
±
0.1mm内。
技术特征:
1.一种用于液晶显示屏面框二次加工的高精度定位工装,其特征在于,包括:水平设置在焊接在支架顶端的工装固定板;围绕设置在所述工装固定板上表面的若干导向定位块,所述导向定位块的顶面开设有导向定位块仿形槽;设置在工装固定板上表面的精密导轨,所述精密导轨平行于所述导向定位块并位于导向顶外快的外侧;设置在所述精密导轨上的滑动定位装置,所述滑动定位装置下部通过底座与导轨连接,侧部分别设置有侧面压紧轮和贴付压紧轮;所述贴付压紧轮沿所述导向定位块仿形槽轨迹移动并对面框进行二次加工;所述侧面压紧轮紧贴所述导向定位块侧壁移动,为贴付压紧轮提供移动提供侧向定位;所述贴付压紧轮的周向两侧设置有端部定位块和贴付导向定位块,所述端部定位块对面框进行预处理定位,所述贴付导向定位块引导贴付压紧轮移动,进一步提高二次加工精度。2.如权利要求1所述的一种用于液晶显示屏面框二次加工的高精度定位工装,其特征在于,所述包括上支架和下支架,所述下支架顶面为矩形状,所述上支架的长、宽尺寸小于下支架对应尺寸,上支架通过水平方向的紧固件固定在下支架框体内部。3.如权利要求1所述的一种用于液晶显示屏面框二次加工的高精度定位工装,其特征在于,还包括设置在所述下支架角部底部的调节底脚。4.如权利要求1所述的一种用于液晶显示屏面框二次加工的高精度定位工装,其特征在于,所述精密导轨沿导向定位块的两条短边和一条长边布置,所述导向定位块的侧面与顶面相互垂直,所述导向定位块仿形槽完整模仿所述面框型面。5.如权利要求1所述的一种用于液晶显示屏面框二次加工的高精度定位工装,其特征在于,所述贴付压紧轮、所述端部定位块和所述贴付导向定位块通过手柄连接块设置在滑动定位装置的主体上。6.如权利要求5所述的一种用于液晶显示屏面框二次加工的高精度定位工装,其特征在于,还包括设置在手柄连接块和主体之间的下压弹簧,所述主体设置在所述底座上构成所述滑动定位装置的主体制成结构。7.如权利要求1所述的一种用于液晶显示屏面框二次加工的高精度定位工装,其特征在于,所述侧面压紧轮通过弹性机构与主体连接,所述弹性装置和设置在主体另一侧的紧定螺钉相互配合使侧面压紧轮紧贴所述导向定位块侧壁移动。8.如权利要求1所述的一种用于液晶显示屏面框二次加工的高精度定位工装,其特征在于,还包括设置在所述手柄连接块两侧的手柄,所述手柄方便工人操控所述滑动定位装置。
技术总结
本实用新型公开了一种用于液晶显示屏面框二次加工的高精度定位工装,包括:设置在精密导轨上的滑动定位装置,滑动定位装置下部通过底座与导轨连接,侧部分别设置有侧面压紧轮和贴付压紧轮;贴付压紧轮沿导向定位块仿形槽轨迹移动并对面框进行二次加工;侧面压紧轮紧贴导向定位块侧壁移动,为贴付压紧轮提供移动提供侧向定位;贴付压紧轮的周向两侧设置有端部定位块和贴付导向定位块,端部定位块对面框进行预处理定位,贴付导向定位块引导贴付压紧轮移动,进一步提高二次加工精度。通过配合精密导轨、定位块和侧面以可伸缩压紧轮被加工件进行高精度定位,达到在满足产品要求的前提下提升班产和大幅降低不良率的目的。提升班产和大幅降低不良率的目的。提升班产和大幅降低不良率的目的。
技术研发人员:张志林
受保护的技术使用者:上海浦东美灵塑料制品有限公司
技术研发日:2021.06.18
技术公布日:2022/1/28