1.本实用新型涉及吸音棉制备技术领域,具体为一种吸音棉防爆边窄刀装置。
背景技术:
2.吸音棉是一种人造无机纤维。采用石英砂、石灰石、白云石等天然矿石为主要原料,配合一些纯碱、硼砂等化工原料熔成玻璃。在融化状态下,借助外力吹制式甩成絮状细纤维,纤维和纤维之间为立体交叉,互相缠绕在一起,呈现出许多细小的间隙。
3.如公开号cn201610384192.x的一种能够热封边的吸音棉切割装置及其分切方法与本方案原理相同,在刀具的内侧设置有热压模,热压模在固定之后其上端低于刀具的上端,上板面由硬度为55左右的高硬度钢制成,能够承受100t以上的冲压,在分切时,对上板面进行加热然后对上板面施加冲压力,与刀具高压挤压切断吸音棉,热压模对切断后的吸音棉的四周进行封边。采用该分切装置能够提高生产效率以及改善封边效果;
4.这种现有技术方案在使用时还存在以下问题:切割时隔音棉边缘会发生爆边,从而使生产出来的产品质量不符合实际使用的需求。
5.所以需要针对上述问题进行技术创新。
技术实现要素:
6.本实用新型的目的在于提供一种吸音棉防爆边窄刀装置,以解决上述背景技术提出的切割使隔音棉边缘会发生爆边,从而使生产出来的产品质量不符合实际使用的需求的问题。
7.为实现上述目的,本实用新型提供如下技术方案:一种吸音棉防爆边窄刀装置;包括:
8.底板,用于操作的工作台,所述底板表面安装有装载板;
9.模具,具制作使用nak80或skd61模钢进行cnc制作,所述装载板表面安装有模具;
10.电热片,其安装在模具的外轮廓边缘0.5-1mm位置,效提升单刀的封边效果,同时不损失吸音棉整体的吸音面积;
11.卡扣,作用与底板和装载板之间的对接零件,使底板和装载板进行对接。
12.优选的,所述模具的形状与电热片和窄刀的形状相同,且模具的尺寸小于电热片的尺寸,电热片的尺寸小于窄刀的尺寸,并且电热片安装在模具和窄刀之间,通过以上装置在生产隔音棉时就能防止隔音棉裁剪时发生爆边。
13.优选的,所述装载板包括:
14.卡扣,其卡合连接在装载板侧边;
15.连接杆,其顶部垂直连接在卡扣的底部,且连接杆与装载板之间互相平行;
16.倒钩,两个对称安装在连接杆底部,且倒钩为连接杆的限制机构,这样倒钩就能防止连接杆底部完全从收缩柱内部脱离。
17.优选的,所述连接杆还连接:
18.弹簧,活动套接在连接杆外壁上,且弹簧的横向长度与倒钩之间的横向长度相同;
19.收缩柱,且内部活动连接弹簧,所述收缩柱内部设置有连接杆、倒钩和弹簧,且连接杆、倒钩、弹簧和收缩柱之间构成弹性连动结构,这样就能通过弹簧带动连接杆进行复位,从而使连接杆能够进行自动复位。
20.与现有技术相比,该吸音棉防爆边窄刀装置,通过弧形刀锋的窄刀和电热片,使吸音棉生产时不会发生爆边;装载板和底板之间通过两个卡扣进行对接,使底板和装载板之间的安装十分便捷;通过丝杆带动卡环使滚珠与连接柱进行对接,从而使连接柱能够带动顶部的底板进行转向;通过底板两侧的支架对其形成向上支撑力,以保障底板两侧的稳定性。本实用新型的有益效果是:
21.有益效果1.把装载板安装在底板表面,接着将模具安装在装载板上,下一步将电热片安装在模具的外轮廓边缘0.5-1mm位置,最后将窄刀安装在电热片外圈,将吸音棉铺在装载板上,然后利用压板将吸音棉向下挤压,使吸音棉边缘与窄刀的刀锋相接触,同时电热片会在吸音棉的边缘利用热工艺进行封边,这样就能防止爆边。
22.有益效果2.安装装载板时,先将两侧的卡扣向上拉动,使卡扣和底板之间的间隙增大,接着将装载板从一侧滑动安装在卡扣和底板之间,然后松开卡扣,弹簧会进行收缩,这样弹簧会通过倒钩带动连接杆向下移动,最终连接杆会将卡扣向下拉动,从而使装载板固定安装在底板上。
附图说明
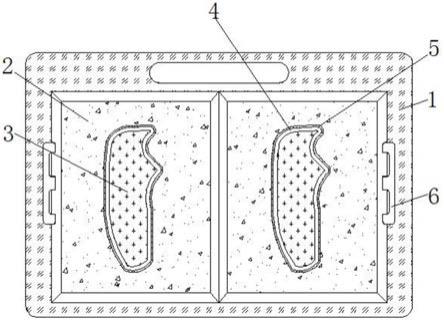
23.图1为本实用新型俯视示意图;
24.图2为本实用新型示侧视示意图;
25.图3为本实用新型a放大示意图。
26.图中:1、底板;2、装载板;3、模具;4、电热片;5、窄刀;6、卡扣;7、连接杆;8、倒钩;9、弹簧;10、收缩柱。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.请参阅图1-3,一种吸音棉防爆边窄刀装置;包括:
29.底板1,用于操作的工作台,所述底板1表面安装有装载板2;
30.模具3,具制作使用nak80或skd61模钢进行cnc制作,所述装载板2表面安装有模具3;
31.电热片4,其安装在模具3的外轮廓边缘0.5-1mm位置,效提升单刀的封边效果,同时不损失吸音棉整体的吸音面积;
32.卡扣6,作用与底板1和装载板2之间的对接零件,使底板1和装载板2进行对接。
33.模具3的形状与电热片4和窄刀5的形状相同,且模具3的尺寸小于电热片4的尺寸,电热片4的尺寸小于窄刀5的尺寸,并且电热片4安装在模具3和窄刀5之间,把装载板2安装
在底板1表面,接着将模具3安装在装载板2上,下一步将电热片4安装在模具3的外轮廓边缘0.5-1mm位置,最后将窄刀5安装在电热片4外圈,将吸音棉铺在装载板2上,然后利用压板将吸音棉向下挤压,使吸音棉边缘与窄刀5的刀锋相接触,同时电热片4会在吸音棉的边缘利用热工艺进行封边,这样就能防止爆边;
34.装载板2包括:卡扣6,其卡合连接在装载板2侧边;连接杆7,其顶部垂直连接在卡扣6的底部,且连接杆7与装载板2之间互相平行;倒钩8,两个对称安装在连接杆7底部,且倒钩8为连接杆7的限制机构;连接杆7还连接:弹簧9,活动套接在连接杆7外壁上,且弹簧9的横向长度与倒钩8之间的横向长度相同;收缩柱10,且内部活动连接弹簧9,所述收缩柱10内部设置有连接杆7、倒钩8和弹簧9,且连接杆7、倒钩8、弹簧9和收缩柱10之间构成弹性连动结构,将两侧的卡扣6向上拉动,使卡扣6和底板1之间的间隙增大,接着将装载板2从一侧滑动安装在卡扣6和底板1之间,然后松开卡扣6,弹簧9会进行收缩,这样弹簧9会通过倒钩8带动连接杆7向下移动,最终连接杆7会将卡扣6向下拉动,从而使装载板2固定安装在底板1上;
35.一种吸音棉防爆边窄刀装置的操作方法,包括如下步骤:
36.s1:所需零件:底板1一个,装载板2一个,模具3一组,电热片4一组,窄刀5一组,卡扣6一组;
37.s2:将s1中的零件进行组装:首先把装载板2安装在底板1表面,接着将底板1上两端的卡扣6向上拉动,然后将装载板2安装在底板1和卡扣6之间上,再把模具3安装在装载板2,下一步将电热片4安装在模具3一侧位置,最后将窄刀5安装在电热片4外圈;
38.s3:将s2当中的电热片4安装在模具外轮廓边缘形成一条0.5-1mm的热封边,另外将窄刀5的刀锋进行圆弧处理,且窄刀5使用nak80或skd61模钢进行cnc制作;
39.s4:使用时先将电热片4加热至50
°±2°
,然后将吸音棉放置在载物板2上,并且使吸音棉需要裁剪的位置放在与模具3表面;
40.s5:最后将底板1放在冲压设备底部,利用冲压设备对吸音棉向下挤压,使吸音棉边缘与窄刀5的刀锋相接触,同时电热片4会在吸音棉的边缘利用热工艺进行封边。
41.工作原理:在使用吸音棉防爆边窄刀工艺及方法,首先通过弧形刀锋的窄刀5和电热片4,使吸音棉生产时不会发生爆边;装载板2和底板1之间通过两个卡扣6进行对接,使底板1和装载板2之间的安装十分便捷,这就是吸音棉防爆边窄刀工艺及方法的特点,本说明中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
42.尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。