1.本实用新型属于模切设备技术领域,特别涉及到了一种数码模切、圆刀模切一体机。
背景技术:
2.模切机又叫啤机、裁切机、数控冲压机,主要用于相应的一些非金属卷料、不干胶、eva、双面胶、电子、手机胶垫等的模切(全断、半断)、压痕和烫金作业、贴合、自动排废;传统的模切机利用钢刀、五金模具、钢线(或钢板雕刻成的模版),通过压印版施加一定的压力,将印品或纸板轧切成一定形状。是印后包装加工成型的重要设备。
3.随着科技的进步,模切机的种类越来越多;如一种数码模切机(专利申请号:cn201821943399.7),所述数码模切机包括给纸机构、输纸平台、照相定位装置、吸风拉规机构、前规定位机构、皮带叼纸机构、模切单元、收纸机构、机架和plc系统;所述给纸机构、输纸平台、吸风拉规机构、前规定位机构、皮带叼纸机构、模切单元和收纸机构沿纸张进给方向依次布置在机架上,在吸风拉规机构的上方安装照相定位装置;所述皮带叼纸机构与吸风拉规机构对接,通过皮带叼纸机构将纸张带进模切单元;所述收纸机构布置在模切单元前面。又如一种旋转圆刀模切机构(专利申请号:cn202021011379.3),包括底座,所述底座顶部的左右两侧均固定连接有固定板,两个所述固定板相对的一侧均转动连接有传动轮,两个所述传动轮的侧表面活动连接有传送带,两个所述固定板的顶部均固定连接有竖板,两个所述竖板的顶部均活动插接有卡杆。上述的数码模切机和圆刀模切机构可以分别用于数码模切和圆刀模切,但是当使用者需要同时使用数码模切和圆刀模切这两种模切方式来进行加工时,需要同时具有数码模切机和圆刀模切机构才能实现,但是这两台相互独立的模切装置无疑会占用大量的面积,且成本也相对更高。
技术实现要素:
4.为了解决上述问题,本实用新型的首要目的在于提供一种数码模切、圆刀模切一体机,该一体机通过集成了数码模切和圆刀模切两种模切方式,使得既可以同时使用数码模切和圆刀模切两种模切方式进行加工,也可以根据需求选择数码模切或圆刀模切这一种模切方式进行加工,相对于两台独立的数码模切机和圆刀模切机而言,占地面积更小,且成本也更低。
5.本实用新型的另一个目的在于提供一种数码模切、圆刀模切一体机,该一体机可以使卷料在频繁做正反转动作下,卷料仍能在工作区的达成物理平衡作用,保持卷料路径总长相等,且无须设置弹簧或真空吸附结构提供额外的动力,就可以自动调节卷料的张力符合加工要求。
6.为了实现上述目的,本实用新型的技术方案如下。
7.一种数码模切、圆刀模切一体机,其特征在于,该一体机包括有数码模切机构、圆刀模切机构和机架,所述数码模切机构和圆刀模切机构均固定设置在机架上,所述数码模
切机构与圆刀模切机构相互衔接,且数码模切机构至圆刀模切机构形成有用于对卷料进行数码模切、圆刀模切的模切路径。模切路径即为对卷料进行加工的工作区。在该一体机中,集成了数码模切和圆刀模切两种模切方式,在物料通过模切路径的时候,可以根据需求选择模切方式,既可以同时使用数码模切和圆刀模切两种模切方式进行加工,也可以根据需求选择数码模切或圆刀模切这一种模切方式进行加工,相对于两台独立的数码模切机和圆刀模切机而言,占地面积更小,且成本也更低。其中,数码模切机构为实现数码模切的结构,其实现方式为现有技术,工作原理与现有的数码模切机相同。圆刀模切机构为实现圆刀模切的结构,其实现方式可为现有技术,工作原理可与现有的圆刀模切机相同。
8.进一步的,该一体机还包括有控制模切路径内卷料长度的自平衡机构,所述自平衡机构设置在机架上,所述数码模切机构和圆刀模切机构均与自平衡机构衔接。具体的,卷料在加工时,依次经过自平衡机构一侧、数码模切机构、圆刀模切机构和自平衡机构另一侧。
9.进一步的,自平衡机构包括原料侧主动辊、成品侧主动辊、平衡导轨、平衡滑块、第一平衡导辊、第二平衡导辊、速度传感器和复数根调节导辊,调节导辊用于引导卷料在自平衡机构内的传输路径,原料侧主动辊与数码模切机构的左侧衔接,成品侧主动辊与圆刀模切机构的右侧衔接,平衡导轨沿y轴方向水平设置,平衡滑块设置在平衡滑轨上且与平衡滑轨活动连接,速度传感器设置在平衡滑块上,第一平衡导辊和第二平衡导辊均与平衡滑块固定连接,平衡滑块带动第一平衡导辊和第二平衡导辊在平衡滑轨上同步滑动;
10.卷料经调节导辊引导,依次经过第一平衡导辊、原料侧主动辊、数码模切机构、圆刀模切机构、成品侧主动辊和第二平衡导辊。在本技术中,y轴方向定义为卷料的传输方向,水平面内与y轴方向垂直的为x轴方向,竖直平面内与y轴方向垂直的为z轴方向。该一体机还包括用于控制整个一体机运行的外部控制中心,其属于现有技术,不属于本实用新型的改进点,在此不做详细说明。所述原料侧主动辊和成品侧主动辊配合使用,将卷料进行正转拉料和反转拉回,且使卷料停顿在工艺需求的位置,便于数码模切机构和/或圆刀模切机构对卷料进行加工操作。在自平衡机构内,当原料侧主动辊和成品侧主动辊配合正转拉料时,平衡滑块在平衡导轨上会偏向左侧移动,反之原料侧主动辊和成品侧主动辊配合反转拉回,则平衡滑块在平衡导轨上会偏向右侧移动,卷料进行差补运动,但始终使原料侧平衡区加上成品侧平衡区的卷料长度等于卷料在自平衡机构内总长度,同时使卷料的张力保持恒定的状态。
11.进一步的,所述调节导辊包括第一导辊、第二导辊、第三导辊和第四导辊,所述第一导辊和第二导辊设置在平衡导轨的左侧,所述第三导辊和第四导辊设置在平衡导轨的右侧,所述第一导辊和第四导辊设置在平衡导轨的下方;
12.卷料依次经过第一导辊、第一平衡导辊和第二导辊形成第一原料侧平衡区、加工后的卷料依次经过第三导辊、第二平衡导辊和第四导辊形成第一成品侧平衡区,且第一原料侧平衡区和第一成品侧平衡区的卷料路径沿y轴方向平行设置。
13.进一步的,所述自平衡机构还包括第三平衡导辊、第四平衡导辊、第五平衡导辊、第六平衡导辊、第五导辊、第六导辊、第七导辊和第八导辊,所述第三平衡导辊、第四平衡导辊、第五平衡导辊和第六平衡导辊均固定设置在平衡滑块上,所述第五导辊、第七导辊均设置在平衡滑轨的左侧,第六导辊和第八导辊设置在平衡滑轨的右侧;
14.加工后前的卷料依次经过第一导辊、第一平衡导辊、第五导辊、第三平衡导辊、第七导辊、第五平衡导辊和第二导辊形成第二原料侧平衡区,加工后的卷料依次经过第三导辊、第六平衡导辊、第八导辊、第四平衡导辊、第六导辊、第二平衡导辊和第四导辊形成第二成品侧平衡区,且第二原料侧平衡区和第二成品侧平衡区的卷料路径沿y轴方向平行设置。六根平衡导辊和八根导辊的配合,在自平衡机构工作时,工作效果更好。
15.进一步的,所述原料侧主动辊和成品侧主动辊的表面均进行喷砂处理,所述原料侧主动辊的左侧和上侧均设置有压料胶辊和胶辊气缸,且成品侧主动辊的右侧和上侧均设置有压料胶辊和胶辊气缸,原料侧主动辊或成品侧主动辊的周面与对应的压料胶辊的周面相接触,压料胶辊和胶辊气缸驱动连接,所述胶辊气缸控制压料胶辊是否对卷料进行压料操作。对原料侧主动辊和成品侧主动辊的表面进行喷砂处理,可以增加卷料与辊面的摩擦系数,可以有效的避免任何打滑的现象发生;利用胶辊气缸的设置,可以对卷料是否进行压料的功能性选择。且原料侧主动辊和成品侧主动辊上侧和旁侧均设置有压料胶辊,更有助于卷料的压料。
16.进一步的,所述速度传感器包括加速传感器和减速传感器,所述加速传感器和减速传感器分别设置在平衡滑块的左右两端。在实际的应用中,加速传感器和减速传感器均与本装置的外部控制中心相连接,当加速传感器和减速传感器都有讯号时,控制中心可判断原料侧平衡区(即:第一原料侧平衡区或第二原料侧平衡区)的卷料及成品侧平衡区(即:第一成品侧平衡区或第二成品侧平衡区)的卷料左右长度趋近平衡;当原料侧平衡区的卷料少于成品侧平衡区时,平衡滑块会向左侧偏移,致使减速传感器呈现off状态,加速传感器呈现on状态,此时控制中心会加快原料侧主动辊及成品侧主动辊的进给速度;反之,如果平衡滑块往右侧偏移,加速传感器呈现off状态,减速传感器呈现on状态,即原料侧平衡区多于成品侧平衡区,控制中心会减慢原料侧主动辊及成品侧主动辊的进给速度。在本实用新型中,自平衡机构的实现原理与专利号为cn201921653109.x的一种无动力方式自平衡的卷料加工装置中的自平衡机构原理相同。
17.进一步的,所述圆刀模切机构包括有刀辊驱动电机、刀辊、底辊和垫辊,所述刀辊、底辊和垫辊由上至下依次设置在机架上,刀辊与底辊之间形成有加工卷料的间隙;所述刀辊驱动电机固定在机架上,且刀辊驱动电机输出轴与刀辊固定连接,以驱动刀辊旋转工作。卷料在圆刀模切机构上进行加工的时候,是穿过刀辊、底辊之间的间隙,通过刀辊、底辊的作用,进行加工。
18.本实用新型的有益效果在于:相比于现有技术,在本实用新型中,集成了数码模切和圆刀模切两种模切方式,在物料通过模切路径的时候,可以根据需求选择模切方式,既可以同时使用数码模切和圆刀模切两种模切方式进行加工,也可以根据需求选择数码模切或圆刀模切这一种模切方式进行加工,相对于两台独立的数码模切机和圆刀模切机而言,占地面积更小,且成本也更低。其中,数码模切机构为实现数码模切的结构,其实现方式为现有技术,工作原理与现有的数码模切机相同。圆刀模切机构为实现圆刀模切的结构,其实现方式可为现有技术,工作原理可与现有的圆刀模切机相同。
附图说明
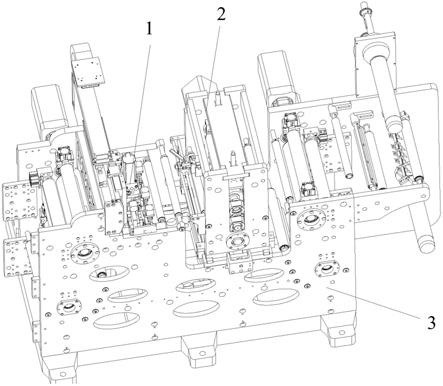
19.图1是本实用新型的结构示意图。
20.图2是本实用新型隐藏了部分机架的结构示意图。
21.图3是本实用新型隐藏了部分机架的示意出卷料的结构示意图。
具体实施方式
22.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
23.一种数码模切、圆刀模切一体机,其特征在于,该一体机包括有数码模切机构1、圆刀模切机构2和机架3,所述数码模切机构1和圆刀模切机构2均固定设置在机架3上,所述数码模切机构1与圆刀模切机构2相互衔接,且数码模切机构1至圆刀模切机构2形成有用于对卷料进行数码模切、圆刀模切的模切路径。模切路径即为对卷料4进行加工的工作区。
24.进一步的,该一体机还包括有控制模切路径内卷料4长度的自平衡机构5,所述自平衡机构5设置在机架3上,所述数码模切机构1和圆刀模切机构2均与自平衡机构5衔接。具体的,卷料4在加工时,依次经过自平衡机构5一侧、数码模切机构1、圆刀模切机构2和自平衡机构5另一侧。
25.进一步的,自平衡机构5包括原料侧主动辊51、成品侧主动辊52、平衡导轨53、平衡滑块54、第一平衡导辊55、第二平衡导辊56、速度传感器和复数根调节导辊57,调节导辊57用于引导卷料4在自平衡机构5内的传输路径,原料侧主动辊51与数码模切机构1的左侧衔接,成品侧主动辊52与圆刀模切机构2的右侧衔接,平衡导轨53沿y轴方向水平设置,平衡滑块54设置在平衡滑轨53上且与平衡滑轨53活动连接,速度传感器设置在平衡滑块54上,第一平衡导辊55和第二平衡导辊56均与平衡滑块54固定连接,平衡滑块54带动第一平衡导辊55和第二平衡导辊56在平衡滑轨53上同步滑动;
26.卷料4经调节导辊57引导,依次经过第一平衡导辊55、原料侧主动辊51、数码模切机构1、圆刀模切机构2、成品侧主动辊52和第二平衡导辊56。
27.进一步的,所述调节导辊57包括第一导辊571、第二导辊572、第三导辊573和第四导辊574,所述第一导辊571和第二导辊572设置在平衡导轨53的左侧,所述第三导辊573和第四导辊574设置在平衡导轨53的右侧,所述第一导辊571和第四导辊574设置在平衡导轨53的下方;
28.所述自平衡机构5还包括第三平衡导辊551、第四平衡导辊561、第五平衡导辊552、第六平衡导辊562、第五导辊575、第六导辊576、第七导辊577和第八导辊578,所述第三平衡导辊551、第四平衡导辊561、第五平衡导辊552和第六平衡导辊562均固定设置在平衡滑块54上,所述第五导辊575、第七导辊577均设置在平衡滑轨53的左侧,第六导辊576和第八导辊578设置在平衡滑轨53的右侧;
29.加工后前的卷料4依次经过第一导辊571、第一平衡导辊55、第五导辊575、第三平衡导辊551、第七导辊577、第五平衡导辊552和第二导辊571形成第二原料侧平衡区,加工后的卷料4依次经过第三导辊573、第六平衡导辊562、第八导辊578、第四平衡导辊561、第六导辊576、第二平衡导辊56和第四导辊574形成第二成品侧平衡区,且第二原料侧平衡区和第二成品侧平衡区的卷料路径沿y轴方向平行设置。
30.进一步的,所述原料侧主动辊51和成品侧主动辊52的表面均进行喷砂处理,所述
原料侧主动辊51的左侧和上侧均设置有压料胶辊511和胶辊气缸512,且成品侧主动辊52的右侧和上侧也均设置有压料胶辊511和胶辊气缸512,原料侧主动辊51或成品侧主动辊52的周面与对应的压料胶辊511的周面相接触,压料胶辊511和胶辊气缸512驱动连接,所述胶辊气缸512控制压料胶辊511是否对卷料4进行压料操作。
31.进一步的,所述速度传感器包括加速传感器和减速传感器,所述加速传感器和减速传感器分别设置在平衡滑块54的左右两端。
32.进一步的,所述圆刀模切机构2包括有刀辊驱动电机、刀辊22、底辊23和垫辊21,所述刀辊22、底辊23和垫辊21由上至下依次设置在机架3上,刀辊22与底辊23之间形成有加工卷料4的间隙;所述刀辊驱动电机固定在机架3上,且刀辊驱动电机输出轴与刀辊22固定连接,以驱动刀辊22旋转工作。
33.本实用新型的有益效果在于:相比于现有技术,在本实用新型中,集成了数码模切和圆刀模切两种模切方式,在物料通过模切路径的时候,可以根据需求选择模切方式,既可以同时使用数码模切和圆刀模切两种模切方式进行加工,也可以根据需求选择数码模切或圆刀模切这一种模切方式进行加工,相对于两台独立的数码模切机和圆刀模切机而言,占地面积更小,且成本也更低。其中,数码模切机构为实现数码模切的结构,其实现方式为现有技术,工作原理与现有的数码模切机相同。圆刀模切机构为实现圆刀模切的结构,其实现方式可为现有技术,工作原理可与现有的圆刀模切机相同。
34.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。