1.本实用新型涉及定位治具技术领域,具体涉及一种多工位快速装夹治具。
背景技术:
2.现有的部品加工时,需要采用传统虎钳装夹,一次只能装夹一个部品零件,每个部品零件需要打表校正。而装夹校正时间长,影响设备加工稼动率,尤其是部品零件批量生产时,加工技术人员重复工作量大,待机时间长,出错率增加。
技术实现要素:
3.为解决上述问题,本实用新型提供的技术方案为:
4.一种多工位快速装夹治具,包括治具主体,所述治具主体上间隔设置有多个装夹组件,所述装夹组件之间形成装夹工位,所述装夹组件包括第一滑块、第二滑块、压块、拉杆和拉杆螺钉,所述第一滑块和所述第二滑块活动连接在所述治具主体的上部,所述拉杆设置在所述治具主体的底部,所述压块和拉杆均设置在所述第一滑块和所述第二滑块之间,所述拉杆螺钉穿置在所述压块上且与所述拉杆连接。
5.本实用新型进一步设置为所述第一滑块和所述第二滑块靠近所述压块的一侧均形成滑块斜面,所述压块的两侧形成与滑块斜面适配的压块斜面。滑块与压块之间通过斜面进行配合,压块能更好地驱使第一滑块和第二滑块向两侧分离。
6.本实用新型进一步设置为所述压块上形成通孔,所述通孔的一端形成球面型内槽,所述拉杆螺钉上套设有球面型压件,所述球面型压件设置在球面型凹槽内。球面型内槽与球面型压件的球面型配合设计,在拉杆螺丝受力倾斜时,利用球形平衡机构可使压块受力均匀。
7.本实用新型进一步设置为所述治具主体上形成轨道,所述第一滑块和所述第二滑块上均形成第一限位凸块,所述第一限位凸块连接在所述轨道内。
8.本实用新型进一步设置为所述治具主体上形成开槽,所述拉杆螺钉穿过所述开槽与所述拉杆连接,所述开槽的底部两侧形成多个定位槽,所述拉杆上形成定位柱,所述定位柱连接在所述定位槽内。定位柱和定位槽构成防滑机构,为防止压块锁紧时拉杆发生位移,导致装夹松动。
9.本实用新型进一步设置为所述第一滑块和所述第二滑块上均形成导槽,所述拉杆螺钉连接在所述导槽内。
10.本实用新型进一步设置为所述拉杆螺钉通过螺纹结构与所述拉杆连接。
11.本实用新型进一步设置为所述治具主体的两端分别设置有第一侧挡板和第二侧挡板,所述第一侧挡板固定在治具主体上,所述第二侧挡板可拆卸地连接在治具主体上,所述第一侧挡板与所述装夹组件之间、第二侧挡板与所述装夹组件之间均形成装夹工位。
12.本实用新型进一步设置为所述第二侧挡板上形成第二限位凸块,所述第二限位凸块连接在所述轨道内,所述第二侧挡板上连接有固定螺钉。
13.本实用新型进一步设置为所述第一滑块和所述第二滑块上均形成v型槽。v型槽能方便装夹圆柱型工件。
14.采用本实用新型提供的技术方案,与现有技术相比,具有如下有益效果:
15.本技术方案通过在治具主体上设置多个装夹组件,相邻装夹组件之间及装夹组件与侧挡板之间均形成装夹工位,实现多个装夹工位的功能,降低部品零件装夹时间,可实现一次多个部品装夹,减少操作技术人员重复工作量,减少待机时间,提高设备稼动率。其具体操作为:将部品放入装夹工位,调节一侧装夹组件的拉杆螺钉,在压块的作用下驱使滑块移动,直至夹紧部品完成定位,其他装夹工位依序装夹操作即可。
附图说明
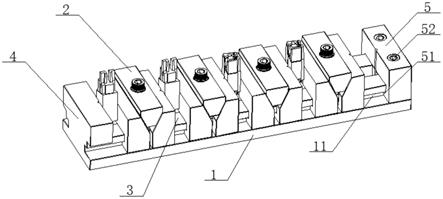
16.图1为本实用新型实施例立体图;
17.图2为本实用新型实施例另一角度立体图;
18.图3为本实用新型实施例装夹组件爆炸图;
19.图4为本实用新型实施例装夹组件去掉第一、第二滑块后爆炸图。
具体实施方式
20.为进一步了解本实用新型的内容,结合附图及实施例对本实用新型作详细描述。
21.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,一体地连接,也可以是可拆卸连接;可以是机械连接或电连接,也可以是两个元件内部的连通;可以是直接相连,也可以通过中间媒介间接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
22.结合附图1-4,本实用新型技术方案是一种多工位快速装夹治具,包括治具主体1,所述治具主体1的两端分别设置有第一侧挡板4和第二侧挡板5,所述第一侧挡板4固定在治具主体1上,所述第二侧挡板5可拆卸地连接在治具主体1上,所述治具主体1上间隔设置有多个装夹组件2,所述第一侧挡板4与所述装夹组件2之间、第二侧挡板5与所述装夹组件2之间均形成装夹工位3,所述装夹组件2之间也形成装夹工位3,所述装夹组件2包括第一滑块21、第二滑块22、压块23、拉杆24和拉杆螺钉25,所述第一滑块21和所述第二滑块22活动连接在所述治具主体1的上部,所述治具主体1上形成轨道11,所述第一滑块21和所述第二滑块22上均形成第一限位凸块212,所述第一限位凸块212连接在所述轨道11内,所述拉杆24设置在所述治具主体1的底部,所述治具主体1上形成开槽12,所述开槽12的底部两侧形成多个定位槽13,所述拉杆24上形成定位柱241,所述定位柱241连接在所述定位槽13内,所述压块23和拉杆24均设置在所述第一滑块21和所述第二滑块22之间,所述第一滑块21和所述第二滑块22靠近所述压块的一侧均形成滑块斜面211,所述压块23的两侧形成与滑块斜面211适配的压块斜面231,所述拉杆螺钉25穿置在所述压块23上且与所述拉杆24连接,所述压块23上形成通孔232,所述通孔232的一端形成球面型内槽233,所述拉杆螺钉25上套设有球面型压件26,所述球面型压件26设置在球面型凹槽233内。
23.上述第一滑块21和所述第二滑块22上均形成导槽213,所述拉杆螺钉25连接在所述导槽213内。
24.上述拉杆螺钉25通过螺纹结构与所述拉杆24连接。
25.上述第二侧挡板5上形成第二限位凸块51,所述第二限位凸块51连接在所述轨道11内,所述第二侧挡板51上连接有固定螺钉52。
26.上述第一滑块21和所述第二滑块22上均形成v型槽214。
27.以上示意性的对本实用新型及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本实用新型的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本实用新型创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本实用新型的保护范围。
技术特征:
1.一种多工位快速装夹治具,其特征在于,包括治具主体,所述治具主体上间隔设置有多个装夹组件,所述装夹组件之间形成装夹工位,所述装夹组件包括第一滑块、第二滑块、压块、拉杆和拉杆螺钉,所述第一滑块和所述第二滑块活动连接在所述治具主体的上部,所述拉杆设置在所述治具主体的底部,所述压块和拉杆均设置在所述第一滑块和所述第二滑块之间,所述拉杆螺钉穿置在所述压块上且与所述拉杆连接。2.根据权利要求1所述的一种多工位快速装夹治具,其特征在于,所述第一滑块和所述第二滑块靠近所述压块的一侧均形成滑块斜面,所述压块的两侧形成与滑块斜面适配的压块斜面。3.根据权利要求1所述的一种多工位快速装夹治具,其特征在于,所述压块上形成通孔,所述通孔的一端形成球面型内槽,所述拉杆螺钉上套设有球面型压件,所述球面型压件设置在球面型凹槽内。4.根据权利要求1所述的一种多工位快速装夹治具,其特征在于,所述治具主体上形成轨道,所述第一滑块和所述第二滑块上均形成第一限位凸块,所述第一限位凸块连接在所述轨道内。5.根据权利要求1所述的一种多工位快速装夹治具,其特征在于,所述治具主体上形成开槽,所述拉杆螺钉穿过所述开槽与所述拉杆连接,所述开槽的底部两侧形成多个定位槽,所述拉杆上形成定位柱,所述定位柱连接在所述定位槽内。6.根据权利要求1所述的一种多工位快速装夹治具,其特征在于,所述第一滑块和所述第二滑块上均形成导槽,所述拉杆螺钉连接在所述导槽内。7.根据权利要求1所述的一种多工位快速装夹治具,其特征在于,所述拉杆螺钉通过螺纹结构与所述拉杆连接。8.根据权利要求4所述的一种多工位快速装夹治具,其特征在于,所述治具主体的两端分别设置有第一侧挡板和第二侧挡板,所述第一侧挡板固定在治具主体上,所述第二侧挡板可拆卸地连接在治具主体上,所述第一侧挡板与所述装夹组件之间、第二侧挡板与所述装夹组件之间均形成装夹工位。9.根据权利要求8所述的一种多工位快速装夹治具,其特征在于,所述第二侧挡板上形成第二限位凸块,所述第二限位凸块连接在所述轨道内,所述第二侧挡板上连接有固定螺钉。10.根据权利要求1-9之一所述的一种多工位快速装夹治具,其特征在于,所述第一滑块和所述第二滑块上均形成v型槽。
技术总结
本实用新型公开了一种多工位快速装夹治具,包括治具主体,所述治具主体上间隔设置有多个装夹组件,所述装夹组件之间形成装夹工位,所述装夹组件包括第一滑块、第二滑块、压块、拉杆和拉杆螺钉,所述第一滑块和所述第二滑块活动连接在所述治具主体的上部,所述拉杆设置在所述治具主体的底部,所述压块和拉杆均设置在所述第一滑块和所述第二滑块之间,所述拉杆螺钉穿置在所述压块上且与所述拉杆连接。本实用新型多工位快速装夹治具设置多个装夹组件,相邻装夹组件之间及装夹组件与侧挡板之间均形成装夹工位,实现多个装夹工位的功能,降低部品零件装夹时间,可实现一次多个部品装夹,减少操作技术人员重复工作量,减少待机时间,提高设备稼动率。提高设备稼动率。提高设备稼动率。
技术研发人员:王贤鼎
受保护的技术使用者:中日龙电器制品(杭州)有限公司
技术研发日:2021.09.24
技术公布日:2022/2/11