1.本实用新型涉及空调生产领域,特别是一种空调出风面板自动装配装置。
背景技术:
2.空调生产行业,其中一种高端圆柜机空调零部件的预装岗位:出风面板与加强条装配岗位,需要将金属加强条装配到出风面板上,并按压使加强条与出风面板上的卡扣装配到位。
3.现有的装配模式为员工手工装配作业模式,需要手动依次按下夹爪机构,装配完成后,需要再次翻转夹爪机构,取出装配完成的物料。生产效率低,劳动强度大。因此急需一个能够实现空调出风面板装配自动化的装置。
技术实现要素:
4.为了克服现有技术的上述缺点,本实用新型的目的是提供一种空调出风面板自动装配装置,以解决上述技术问题。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种空调出风面板自动装配装置,其中,包括定位模、夹爪机构、防错机构和气缸动力机构;所述定位模的底部设置有底部框架,所述定位模顶部两侧分别设置有若干所述夹爪机构,所述夹爪机构通过设置在所述定位模上的固定座与所述定位模旋转连接,所述夹爪机构的一端与所述气缸动力机构连接,所述气缸动力机构穿过所述底部框架设置。
7.作为本实用新型的进一步改进:所述定位模具有底板,所述底板上设置有仿形模、侧挡块和卡块,所述侧挡块和所述卡块设置在所述仿形模的一端。
8.作为本实用新型的进一步改进:所述仿形模具有弧形内凹槽。
9.作为本实用新型的进一步改进:所述底板的边缘设置有若干用于供所述气缸动力机构穿过的凹槽。
10.作为本实用新型的进一步改进:所述夹爪机构为u形,所述夹爪机构的一端具有夹爪,所述夹爪顶部具有防护块,所述夹爪机构的另一端具有长轴。
11.作为本实用新型的进一步改进:所述防错机构具有两个启动按钮。
12.作为本实用新型的进一步改进:所述气缸动力机构包括气缸,所述气缸的顶部连接有第二气缸连接块,所述第二气缸连接块通过第一气缸连接块与所述长轴连接,所述气缸的底部通过第三连接块与耳座活动连接。
13.作为本实用新型的进一步改进:所述耳座设置在底部框架上。
14.作为本实用新型的进一步改进:所述底部框架具有耳座安装板,所述耳座设置在所述耳座安装板的一侧。
15.作为本实用新型的进一步改进:所述定位模顶部两侧分别设置有3个所述夹爪机构。
16.与现有技术相比,本实用新型的有益效果是:
17.实现空调出风面板装配的自动化,取消手动操作翻转、按压夹爪机构的重复性动作,提高生产效率低,减轻员工劳动强度,且保证每个夹爪机构动作一致、受力均匀,保证了产品质量。
附图说明
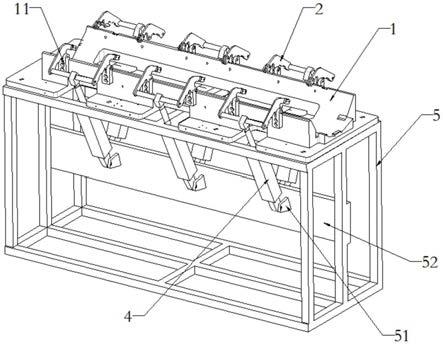
18.图1为本实用新型的结构示意图。
19.图2为本实用新型的定位模结构示意图。
20.图3为本实用新型的夹爪机构和气缸动力机构结构示意图。
具体实施方式
21.现结合附图说明与实施例对本实用新型进一步说明:
22.根据附图1所示,一种空调出风面板自动装配装置,其中,包括定位模1、夹爪机构2、防错机构和气缸动力机构4;定位模1的底部设置有底部框架5,定位模1顶部两侧分别设置有若干夹爪机构2,夹爪机构2通过设置在定位模1上的固定座11与定位模1旋转连接,夹爪机构2的一端与气缸动力机构4连接,气缸动力机构4穿过底部框架5设置。
23.根据附图2所示,定位模1具有底板12,底板12上设置有仿形模13、侧挡块14和卡块15,侧挡块14和卡块15设置在仿形模13的一端。仿形模13具有弧形内凹槽131。底板12的边缘设置有若干用于供气缸动力机构4穿过的凹槽121。定位模1采用仿形式定位模,用以解决出风面板如何准确定位的难题,本实用新型采用的仿形定位模1,其弧形的内凹槽设计可以完美贴合出风面板的形状,物料放置到位后,采用突起的卡块15和侧挡块14同步定位,防止物料移动。
24.根据附图3所示,夹爪机构2为u形,夹爪机构2的一端具有夹爪21,夹爪21顶部具有防护块22,夹爪机构2的另一端具有长轴23。夹爪机构2采用了仿形夹爪21与长轴23结合,当气缸41推动夹爪21一端,夹爪21绕固定座11转动,实现压紧动作。
25.所述夹爪包括第一夹爪211和第二夹爪212;所述防护块22包括第一防护块221和第二防护块222。
26.防错机构具有两个启动按钮。将防错机构设计为两个启动按钮,只有双手同时按下两个启动按钮,气缸41才能执行动作,避免员工误碰按钮,造成安全隐患。
27.根据附图3所示,气缸动力机构4包括气缸41,气缸41的顶部连接有第二气缸连接块42,第二气缸连接块42通过第一气缸连接块43与长轴23连接,气缸41的底部通过第三气缸连接块44与耳座51活动连接。气缸动力机构4的作用在于,当物料放置到定位模1上后,采用气缸41作为动力源,带动夹爪机构2完成装配动作。为保证夹爪21动作同步,需保证每一个与夹爪机构2连接的气缸41动作同步,因此需要气体管路均匀平衡分配,气阀调节至合理状态。
28.根据附图1所示,底部框架5具有耳座安装板52,耳座51设置在耳座安装板52的一侧。且耳座51设置在底部框架5上。
29.本实用新型实现了出风面板加强条卡扣的自动装配,改变了传统的人手工作业模式,实现了空调零部件预装的自动化装配。该自动装配装置,针对装配物料的特点,进行了多方面的创新。
30.整体运行模式如图1所示,操作人员先将出风面板放置到定位模1上,再取2个加金属强条放置到出风面板相应位置上,然后同时双手按压两个启动按钮。左、右两侧夹爪机构2同时执行压紧动作,将两个加强条压紧到出风面板卡扣内,完成装配任务。
31.定位模1的整体结构由物料形状决定,保证夹爪机构2、气缸41的行程及角度均调整至合适状态,以达到理想装配效果。
32.夹爪机构2运行示意如图3所示,采用耳环式气缸41作为动力源,驱动夹爪21一端,以固定座11作为支点,夹爪21绕支点旋转,夹爪机构2末端的夹爪21完成下压动作。
33.过程动作:在不执行启动按钮时,夹爪机构2处于伸开状态。当启动按钮按压后,左右气缸41轴同时伸开,长轴23被顶起,夹爪21绕固定座11上的销轴旋转,夹爪21末端的防护块22压紧金属加强条,在压力作用下,加强条压入出风面板卡扣内。
34.夹爪21示意图如图3所示:本实施例中夹爪机构2末端的夹爪21采用pom材质防护块22保护,防止夹伤物料。夹爪21外形设计根据出风面板物料形状,进行合理避让,保证受力点在夹爪21末端,而同时不与出风面板其他部位干涉。
35.定位模1仿形结构设计如图2所示:根据出风面板产品结构,设计与之弧度高度吻合的定位模1,本实施例中定位模1采用高级电木材质,并采用突起卡块15定位、侧挡块14定位等多维度固定方式,避免在压紧装配过程中,物料移动,影响装配效果。
36.本装置投入使用后,提高了装配生产效率,大大减轻了员工劳动强度,在一个实施例中,实现了单班减员1人。该装置改善效果明显,准备在本公司推广应用。
37.本实用新型的另一个实施例中,应用上述定位模1的顶部两侧分别设置有3个所述夹爪机构2。
38.在本实用新型中,该自动装配装置可以根据实际情况进行更改,如根据不同的物料结构而设计相吻合的伸定位模1,实现多种物料的自动装配。同时也可以安装脚轮,方便装置移动。
39.本实用新型的主要功能:应用于各种类型的空调的出风面板的自动装配装置。
40.综上所述,本领域的普通技术人员阅读本实用新型文件后,根据本实用新型的技术方案和技术构思无需创造性脑力劳动而作出其他各种相应的变换方案,均属于本实用新型所保护的范围。