一种从定位槽前侧进刀的v带切角机及切角方法
技术领域
1.本发明属于v带制造技术领域,更具体地说,涉及一种从定位槽前侧进刀的v带切角机及切角方法。
背景技术:
2.随着传动带品种多样性、使用性能标准的不断提高,我国传动带以生产线绳v带和切边v带、同步带及多楔带两大系列为主要代表。近几年来切边v带、多楔带和同步带是发展较快的传动带品种。目前,切边v带可分为底部无齿切边v带和齿形切边v带两种,底部无齿切边v带为无齿的平带,虽然平底的柔性好、速比大;但是它弯曲应力大,一般仅适合于低转速和弯曲半径较大工况。普通切边v带存在变形较大、耐疲劳强度差,易出故障,使用寿命短等问题,而齿形v带它柔性好、弯曲应力小、散热快,可在高转速和弯曲半径较小的工况使用,如汽车v带等,因此对于齿形v带的需求越来越多,其使用的性能标准也在不断提高。
3.切边式齿形v带通常是利用齿形胶带制作而成,需要将常规的齿形胶带切割成四边形后,对其进行磨削成梯形的精加工,保证胶带规格尺寸符合用户使用标准。目前齿形四边形带坯的切角方法通常是采用磨带机砂轮对其两侧边进行磨削处理,不仅费时费力,效率低,砂轮磨损严重,电耗大,生产成本较高;且精度较低、报废率高,不便进行批量切角处理。因此,急需设计一款v带切角机,能够有效提高成形v带尺寸和形状的统一性和准确性,降低v带的报废率和能源消耗。
技术实现要素:
4.1、要解决的问题
5.针对上述问题,本发明拟提供一种从定位槽前侧进刀的v带切角机及切角方法,不仅能够有效防止v型胶套切角时的误差,提高成形v带尺寸和形状的统一性和准确性,降低v带的报废率,还能够有效提高生产效率,降低生产成本,能源消耗降低70%以上。
6.2、技术方案
7.为解决上述问题,本发明采用如下的技术方案。
8.本发明的一种从定位槽前侧进刀的v带切角机,包括定位轮和涨紧轮,齿形胶带的一端套在定位轮上,齿形胶带的另一端套在涨紧轮上,定位轮的一侧设置有定位机构,定位机构包括呈u型结构的定位槽,齿形胶带卡入定位槽内,其中定位槽的底部为定位板,定位板的顶面与齿形胶带相贴合,所述定位槽的开口两侧分别设置有左挡板和右挡板,左挡板和定位板的前端均延伸超过右挡板的前端位置,且右挡板的前端缺口处为下刀区域。
9.作为本发明更进一步的改进,所述定位槽为平底定位槽,其中平底定位槽的底部为平面定位板。
10.作为本发明更进一步的改进,所述定位槽为弧型底定位槽,其中弧型底定位槽的底部为弧形定位板。
11.作为本发明更进一步的改进,所述左挡板的外侧设置有弹性调节单元,弹性调节
单元用于调节左挡板的左右水平位置。
12.作为本发明更进一步的改进,所述弹性调节单元包括设置在左挡板外侧的复位弹簧,复位弹簧的一端与左挡板相连,复位弹簧的另一端与调节板相连,调节板的外侧设置有水平延伸的限位调节杆,限位调节杆左右水平运动,进而带动调节板、复位弹簧以及左挡板左右水平运动。
13.作为本发明更进一步的改进,还包括刀片调整机构,所述刀片调整机构包括用于调节切角刀切削量的水平调节单元一,所述水平调节单元一包括电机安装板,电机安装板的底部安装有切角刀电机,且切角刀电机的一侧设置有切角刀,电机安装板的上方设置有调节基板,调节基板底部设置有第二滑轨,电机安装板顶部设置有与第二滑轨相配合的第二滑块,第二滑轨与第二滑块相配合调节切角刀的切削量。
14.作为本发明更进一步的改进,刀片调整机构还包括用于调节切角刀角度位置的角度调节单元,所述角度调节单元包括与调节基板一侧边相铰接的底板,底板与调节基板的开口侧设置有用于调整开口大小的调节机构。
15.作为本发明更进一步的改进,刀片调整机构还包括用于调整切角刀进刀方式的进刀调节单元,进刀调节单元包括与基板相连的第一滑轨,第一滑轨上设置有相配合的第一滑块,第一滑块与角度调节单元相连,且第一滑块在动力件的驱动下沿第一滑轨长度方向运动。
16.一种从定位槽前侧进刀的v带切角机的切角方法,包括以下操作步骤:
17.s1:涨紧固定:将齿形胶带的一端套在涨紧轮上,齿形胶带的另一端穿过定位机构,并使得齿形胶带卡入定位槽内,且齿形胶带的底部贴合在定位板上,启动涨紧机构拉紧齿形胶带使其固定;
18.s2:刀片调整:通过刀片调整机构调节切角刀的位置以及进刀方式,并使切角刀进入下刀区域,并最终抵靠在齿形胶带待修理的侧边;
19.s3:切角处理:启动切角刀电机和动力机构分别驱动切角刀和定位轮转动,并对齿形胶带的待修理侧边进行切角处理。
20.作为本发明更进一步的改进,骤s2中切角刀的进刀方式包括从下刀区域正前侧水平进刀、从下刀区域上方垂直进刀或者从下刀区域前侧上方倾斜进刀。
21.3、有益效果
22.相比于现有技术,本发明的有益效果为:
23.(1)本发明的一种从定位槽前侧进刀的v带切角机,定位轮的一侧设置有定位机构,定位机构包括呈u型结构的弧型底定位槽,齿形胶带卡入弧型底定位槽内,能够对齿形胶带起到支撑限位的作用,为后续的切角处理提供更加平稳的平台。其中弧型底定位槽的底部为弧形定位板,弧形定位板的顶面与齿形胶带的底部相贴合,防止在剪切过程中齿形胶带剪切部位的前后两端翘起,避免造成前后切削量不一致的情况,有效提高剪切的稳定性和精准度。
24.(2)本发明的一种从定位槽前侧进刀的v带切角机,弧形定位板的长度方向一侧延伸至靠近定位轮顶部边缘位置,且弧形定位板的前端位置高度不低于定位轮的顶部位置高度,能够对齿形胶带有一个提升的效果,保证齿形胶带的底部紧紧贴合在弧形定位板上,定位更加精准。在弧型底定位槽的限位支撑作用下,齿形胶带的两侧边进行切削后的胶带成
品具有一定的向内凹陷的圆弧角度,使用时,齿形胶带在带轮位置内应力减小,生热少,耐屈挠,有效提高了齿形胶带使用寿命。
25.(3)本发明的一种从定位槽前侧进刀的v带切角机,第一滑轨的设置方式决定了切角刀的进刀方式,当第一滑轨水平设置时,切角刀位于下刀区域的正前侧,此时在第一滑轨和第一滑块的配合作用下,切角刀水平向下刀区域行进,实现水平下刀;当第一滑轨竖直设置时,切角刀位于下刀区域的正上方侧,此时在第一滑轨和第一滑块的配合作用下,切角刀竖直向下刀区域行进,实现竖直下刀;当第一滑轨倾斜设置时,切角刀位于下刀区域的前侧上方,此时在第一滑轨和第一滑块的配合作用下,切角刀倾斜向下刀区域行进,实现倾斜下刀,此时第一滑轨的倾斜角度为0
°
~90
°
,下刀的倾斜角度为0
°
~90
°
。
26.(4)本发明的一种从定位槽前侧进刀的v带切角机,左挡板的外侧还设置有弹性调节单元,弹性调节单元用于调节左挡板的左右水平位置,能够有效从弧形定位板的左侧对齿形胶带进行夹紧定位,不仅能够有效防止齿形胶带在剪切过程中出现水平偏移,还能够适用于不同宽度尺寸的齿形胶带的夹紧定位,不需要频繁更换定位机构,有效降低了生产成本,有利于批量使用。
附图说明
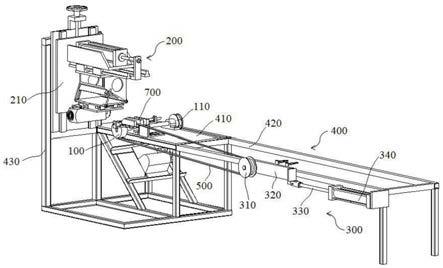
27.图1为本发明的一种从定位槽前侧进刀的v带切角机的立体结构示意图;
28.图2为本发明的一种从定位槽前侧进刀的v带切角机另一视角下的立体结构示意图;
29.图3为本发明中刀片调整机构的结构示意图;
30.图4为本发明中刀片调整机构另一视角下的结构示意图;
31.图5为实施例1中定位机构的结构示意图;
32.图6为实施例2中定位机构的结构示意图;
33.图7为实施例3中定位机构的结构示意图;
34.图8为本发明中的水平进刀方式的结构示意图;
35.图9为本发明中的竖直进刀方式的结构示意图;
36.图10为本发明中的倾斜进刀方式的结构示意图;
37.图11为实施例1中剪切后齿形胶带的结构示意图。
38.图中的标号为:
39.100、定位轮;110、驱动轮;111、第一转轴;120、主动轮;
40.200、刀片调整机构;201、液压缸安装板;202、连接杆;210、基板;220、第一液压缸;221、第一液压杆;222、第一连接件;223、第一滑轨;224、第一滑块;230、承载板;231、限位板;240、连接板;241、侧板;242、底板;243、第二转轴;244、固定凸块;245、调节件;246、调节滑块;250、角度调节螺杆;251、连接块;252、固定部;260、调节基板;261、第二滑轨;270、电机安装板;271、第二滑块;280、水平调节杆;281、第二连接件;282、固定件;
41.300、涨紧机构;310、涨紧轮;320、连接件;330、第二液压杆;340、第二液压缸;
42.400、安装机架;410、安装台面;420、涨紧基座;430、调整基座;
43.500、齿形胶带;510、胶带成品;600、切角刀;610、切角刀电机;
44.700、定位机构;701、支撑基板;702、水平调节板;703、竖直调节板;704、水平调节
孔;705、固定螺母;706、竖直调节孔;710、定位板;711、定位槽;720、右挡板;730、左挡板;740、复位弹簧;750、调节板;760、限位调节杆;770、支撑件。
具体实施方式
45.为进一步了解本发明的内容,结合附图对本发明作详细描述。
46.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
47.下面结合实施例对本发明作进一步的描述。
48.实施例1
49.如图1和图2所示,本实施例的一种从定位槽前侧进刀的v带切角机包括定位轮100和涨紧轮310,所述涨紧轮310和定位轮100竖直放置,且位于同一条水平直线上,其中齿形胶带500的一端套在定位轮100上,齿形胶带500的另一端套在涨紧轮310上,所述涨紧轮310和定位轮100用于套住齿形胶带500,并对其进行定位固定,保证齿形胶带500的前进方向始终保持一条水平直线,能够有效保证在后续剪切过程中齿形胶带500侧边的整齐性,从而有效提高后续产品的性能。本实施例中涨紧轮310远离定位轮100的一侧设置有用于驱动涨紧轮310前后水平运动的涨紧机构300,当齿形胶带500的两端分别套在定位轮100和涨紧轮310上后,通过涨紧机构300向远离定位轮100的方向(即后侧)运动时,则同步带动涨紧轮310向后运动,实现齿形胶带500的涨紧,使得齿形胶带500的两端紧紧套在定位轮100和涨紧轮310上,完成对齿形胶带500的固定,为后续切角刀600的剪切工作提供稳定的操作基础。具体地,本实施例中涨紧机构300包括沿齿形胶带500长度方向延伸的第二液压缸340,第二液压缸340的一端设置有水平延伸的第二液压杆330,第二液压杆330通过连接件320与涨紧轮310相连,第二液压缸340驱动第二液压杆330前后水平运动,带动涨紧轮310前后水平运动,当需要对齿形胶带500进行涨紧固定时,第二液压杆330带动涨紧轮310向后侧运动实现涨紧固定,当需要将齿形胶带500从本实施例的v带切角机上取下时,第二液压杆330则带动涨紧轮310向前侧运动,使齿形胶带500不再处于涨紧状态,从而能够轻松将齿形胶带500从定位轮100和涨紧轮310上取下,通过涨紧机构300实现齿形胶带500的涨紧与否,能够轻松完成齿形胶带500的安装固定和拆卸。本实施例中定位轮100的一侧设置有驱动定位轮100转动的动力机构,定位轮100在动力机构的驱动下进行自转带动齿形胶带500周向转动前行,上方的切角刀600对齿形胶带500的侧边进行剪切处理,完成对齿形胶带500单侧的切角操作,整体操作流程顺畅。相较于之前的磨边处理,不仅大大提高了生产效率,生产出来的齿形胶带500的边角整齐、性能良好,使用寿命长,且大大地降低了电耗,从而降低了生产成本。
50.本实施例中定位轮100的一侧设置有定位机构700,定位机构700包括呈u型结构的定位槽711,齿形胶带500卡入定位槽711内,其中定位槽711的底部为定位板710,定位板710的顶面与齿形胶带500相贴合。具体地,如图5和图6所示,所述定位槽711为弧型底定位槽711,齿形胶带500卡入弧型底定位槽711内,能够对齿形胶带500起到支撑限位的作用,为后
续的切角处理提供更加平稳的平台。其中弧型底定位槽711的底部为弧形定位板710,弧形定位板710的顶面与齿形胶带500的底部相贴合,防止在剪切过程中齿形胶带500剪切部位的前后两端翘起,避免造成前后切削量不一致的情况,有效提高了剪切的稳定性和精准度。具体地,本实施例中弧形定位板710的长度方向一侧延伸至靠近定位轮100顶部边缘位置,且弧形定位板710的前端位置高度不低于定位轮100的顶部位置高度,能够对齿形胶带500有一个提升的效果,保证齿形胶带500的底部紧紧贴合在弧形定位板710上,定位更加精准。在弧型底定位槽711的限位支撑作用下,齿形胶带500的两侧边进行切削后的胶带成品510具有一定的向内凹陷的圆弧角度(如图10所示),使用时,齿形胶带500在带轮位置内应力减小,生热少,耐屈挠,有效提高了齿形胶带500的使用寿命。
51.本实施例中弧型底定位槽711的开口两侧分别设置有竖直延伸的左挡板730和右挡板720,左挡板730和右挡板720均沿齿形胶带500的长度方向延伸,左挡板730和右挡板720用于对齿形胶带500的宽度方向两侧进行限位。其中左挡板730和弧形定位板710的前端均延伸超过右挡板720的前端位置,且右挡板720的前端缺口处为下刀区域,下刀区域前侧设置有用于对齿形胶带500侧边进行切角处理的切角刀600。下刀区域为切角刀600预留下刀位置,方便切角刀600在此处下刀。弧形定位板710能够对齿形胶带500的剪切部位底部进行平稳支撑,且左挡板730能够对齿形胶带500进行左侧限位,防止齿形胶带500在剪切过程中向左侧偏移,由于在切角刀600冲击力作用下,齿形胶带500通常会向下刀的反方向,即左侧偏移,而设置在弧形定位板710左侧的左挡板730能够有效消除该位移,因此切角刀600在右挡板720的前端下刀区域下刀,不仅能够顺利下刀,避免影响切角刀600的运行,还能够有效保证剪切时齿形胶带500的底部和左侧始终有限位支撑,从而提高了剪切精度。
52.本实施例中左挡板730的外侧还设置有弹性调节单元,弹性调节单元用于调节左挡板730的左右水平位置,能够有效从定位板710的左侧对齿形胶带500进行夹紧定位,不仅能够有效防止齿形胶带500在剪切过程中出现水平偏移,还能够适用于不同宽度尺寸的齿形胶带500的夹紧定位,不需要频繁更换定位机构700,有效降低了生产成本,有利于批量使用。此时右挡板720位置固定,仅需调整左挡板730的位置即可轻松调节左右挡板之间的距离和张弛力度。实施例中弹性调节单元包括设置在左挡板730外侧的复位弹簧740,复位弹簧740的一端与左挡板730相连,复位弹簧740的另一端与调节板750相连,调节板750向靠近或者远离左挡板730的方向移动,带动复位弹簧740以及左挡板730向右或者向左运动,从而完成对齿形胶带500左侧限位位置的调节。具体地,本实施例中复位弹簧740为一对,对称分布在左挡板730长度方向两侧,使得限位调节更加平稳,防止左挡板730出现一侧倾斜的现象,能够更好地对齿形胶带500进行限位。本实施例中调节板750的外侧设置有水平延伸的供限位调节杆760,限位调节杆760左右水平运动,进而带动调节板750、复位弹簧740以及左挡板730左右水平运动,完成对左挡板730左右位置的调节。限位调节杆760的外侧通过支撑件770固定在支撑基板701上,且定位板710、右挡板720、左挡板730以及调节板750底部均设置在支撑基板701顶部。本实施例中支撑基板701包括用于支撑在定位板710、右挡板720、左挡板730以及调节板750下方的水平基板,水平基板远离右挡板720的外侧设置有垂直基板。其中支撑件770呈l型结构,支撑件770包括水平延伸的平直段,平直段的一端与水平基板的外侧相连,平直段的另一端设置有向上延伸的垂直段,垂直段上开设有供限位调节杆760穿过的通孔,限位调节杆760的外侧穿过垂直段上的通孔,并通过螺母固定,限位调节杆760的
内侧端部穿过调节板750上的通孔,也通过螺母固定,可拆卸结构便于后期维修更换。
53.如图2所示,本实施例中动力机构包括转动电机,转动电机通过输出轴带动主动轮120转动,主动轮120和驱动轮110的外周套设有皮带,主动轮120通过皮带带动驱动轮110转动。本实施例中所述定位轮100的中心设置有安装孔103,安装孔103内安装有第一转轴111,第一转轴111上远离定位轮100的一端与驱动轮110相连,并在驱动轮110的驱动下带动定位轮100进行转动。具体地,本实施例中,定位轮100和驱动轮110竖直设置,位于同一条直线上,且该直线与齿形胶带500的运行方向相垂直,同时第一转轴111的两端均通过轴承座固定在安装台面410上,安装台面410属于安装机架400的一部分。
54.结合图4和图5,本实施例中还包括用于刀片调整机构200,刀片调整机构200对切角刀600的切角刀600的切削量、倾斜角度以及进刀方式进行调整,以便适应不同尺寸、不同型号的齿形胶带500的剪切。具体地,本实施例中切角刀600的进刀方式采用水平进刀方式,即从下刀区域正前侧水平向下刀区域运动,直至切角刀600抵扣在齿形胶带500待修理的侧边。其中刀片调整机构200包括用于调节切角刀600切削量的水平调节单元一,所述水平调节单元一包括电机安装板270,电机安装板270的底部安装有切角刀电机610,切角刀电机610沿齿形胶带500宽度方向延伸,且切角刀电机610的一侧设置有切角刀600,切角刀600位于电机安装板270的外侧,避免对切角刀600的剪切运动造成影响。电机安装板270的上方设置有相平行的调节基板260,调节基板260底部设置有沿齿形胶带500宽度方向延伸的第二滑轨261,电机安装板270顶部设置有与第二滑轨261相配合的第二滑块271,第二滑轨261与第二滑块271相配合调节切角刀600的切削量,通过调节切角刀600的左右水平位置来调节切削量的大小。具体地,本实施例中第二滑轨261为对称分布的两条,分别位于调节基板260底部宽度方向两侧,每条第二滑轨261上设置有相配合的两个第二滑块271,能够有效保证连接运动的稳定性。其中第二滑块271在第二滑轨261上左右运动(此处的左右水平方向为与齿形胶带500长度方向相垂直的方向),带动电机安装板270以及下方的切角刀电机610和切角刀600左右水平运动,以此来调节切角刀600的左右水平位置。
55.如图5所示,本实施例中调节基板260长度方向一侧边设置有呈l型结构的第二连接件281,第二连接件281包括与调节基板260一侧边相连的水平段二,水平段二的外侧设置有向下垂直延伸的竖直段二,竖直段二上开设有供水平调节杆280穿过的通孔,水平调节杆280的一端穿过竖直段二上的通孔,并通过固定件282与电机安装板270顶部相连,且水平调节杆280与第二滑轨261相互平行。具体地,本实施例中固定件282设置在电机安装板270顶部,水平调节杆280的一端与固定件282相连,水平调节杆280的另一端穿过竖直段二上的通孔,且通过紧固螺母将其固定在竖直段二上,通过调节水平调节杆280的左右位置,依次来带动下方的电机安装板270及切角刀600左右水平运动,并通过滑块与滑轨的相互配合,使运动更加顺畅省力。
56.本实施例中刀片调整机构200还包括用于调节切角刀600角度位置的角度调节单元,所述角度调节单元包括与调节基板260一侧边相铰接的底板242,底板242与调节基板260的开口侧设置有用于调整开口大小的调节机构,通过调节机构调整底板242与调节基板260之间开口侧的角度,从而调整调节基板260以及切角刀600的倾斜角度,以便适用于不同倾斜角度的剪切,适用范围更广。其中调节机构包括设置在底板242上的连接块251,连接块251上设置有供角度调节螺杆250穿过的通孔,角度调节螺杆250的底部通过固定部252与调
节基板260相连,且角度调节螺杆250的顶部两端通过紧固螺母固定在连接块251上。具体地,本实施例中底板242上远离铰接点的一侧底部设置有向下垂直延伸的固定长条244,固定长条244的长度方向两端分别延伸至底板242的宽度方向两侧,其中固定长条244的长度方向一侧设置有连接块251,固定长条244的长度方向另一侧设置有与角度调节螺杆250相平行的调节件245,调节件245上沿其长度方向设置有滑槽,调节基板260上相对应的位置设置有与滑槽相配合的调节滑块246,调节滑块246内嵌入滑槽内,并在滑槽内上下移动,角度调节螺杆250在连接块251通孔内上下运动,带动调节滑块246在滑槽内上下移动,提高了整体结构移动的稳定性。通过调节角度调节螺杆250穿过连接块251通孔的长度来调节调节基板260以及切角刀600的倾斜角度,以便适应齿形胶带500不同角度剪切的需求。
57.本实施例中刀片调整机构200还包括用于调整切角刀600进刀方式的进刀调节单元,进刀调节单元包括与基板210相连的第一滑轨223,第一滑轨223上设置有相配合的第一滑块224,第一滑块224与角度调节单元相连,且第一滑块224在动力件的驱动下沿第一滑轨223长度方向运动。如图7-图9所示,第一滑轨223的设置方式决定了切角刀600的进刀方式,当第一滑轨223水平设置时,切角刀600位于下刀区域的正前侧,此时在第一滑轨223和第一滑块224的配合作用下,切角刀600水平向下刀区域行进,实现水平下刀;当第一滑轨223竖直设置时,切角刀600位于下刀区域的正上方侧,此时在第一滑轨223和第一滑块224的配合作用下,切角刀600竖直向下刀区域行进,实现竖直下刀;当第一滑轨223倾斜设置时,切角刀600位于下刀区域的前侧上方,此时在第一滑轨223和第一滑块224的配合作用下,切角刀600倾斜向下刀区域行进,实现倾斜下刀,此时第一滑轨223的倾斜角度为0
°
~90
°
,下刀的倾斜角度为0
°
~90
°
。
58.具体地,本实施例中采用水平进刀方式为例阐述进刀调节单元的结构方位,如图3和图4所示,本实施例中进刀调节单元包括与底板242宽度方向两侧相连的竖直延伸的侧板241,两侧侧板241的顶部连接有连接板240,水平延伸的连接板240顶部设置有第一滑块224,基板210上设置有沿齿形胶带500长度方向延伸的第一滑轨223,第一滑块224在第一滑轨223上前后移动,带动下刀区域正前侧的切角刀600向靠近下刀区域方向水平直线运动,实现水平进刀。本实施例中进刀调节单元还包括与基板210垂直相连的承载板230,承载板230水平延伸,且承载板230的长度方向一侧固定在基板210上,承载板230的宽度方向两侧竖直向上延伸设置有限位板231,限位板231的长度方向一侧也固定在基板210上,其中承载板230以及两侧的限位板231为一体成型结构,为第一液压缸220提供稳定的安装平台。
59.本实施例中承载板230上安装有第一液压缸220(也可以采用气动驱动方式或者其他现有的驱动方式),具体地,本实施例中第一液压缸220的前后两端分别通过液压缸安装板201固定在承载板230上,两侧的液压缸安装板201之间还连接设置有连接杆202。本实施例中第一液压缸220远离基板210的一侧设置有第一液压杆221,第一液压杆221与呈l型结构的第一连接件222相连,其中第一连接件222包括与第一液压杆221相连的竖直段一,竖直段一的底部朝向基板210方向水平延伸设置有水平段一,水平段一与第一滑块224相连,第一液压缸220驱动第一液压杆221沿齿形胶带500长度方向前后运动,并通过第一连接件222带动第一滑块224以及下方的连接板240前后运动。
60.本实施例中刀片调整机构200还包括用于调节切角刀600高度位置的竖直调节单元,竖直调节单元包括沿调整基座430高度方向延伸的第三滑轨,调整基座430也为安装机
架400的一部分。本实施例中基板210上远离承载板230的背侧设置有与第三滑轨相配合的第三滑块,且基板210的顶部连接有调整件,调整件呈l型结构,调整件的水平段三上开设有与竖直调节杆上的外螺纹相配合的螺纹孔,竖直调节杆的底部与基板210相连,水平段三远离基板210的一侧设置有垂直向下延伸的竖直段三,竖直段三的底部与调整基座430顶部相连。竖直调节杆的顶部设置有转盘,通过转盘转动竖直调节杆使其上下运动,并带动基板210上下运动,从而调节切角刀600的高度位置。上述的刀片调整机构200均可采用全自动控制系统实现各个部件的运动,满足快速调整切角刀600位置的需求。
61.本实施例的一种从定位槽前侧进刀的v带切角机的切角方法,包括以下操作步骤:
62.s1:涨紧固定:将齿形胶带500的一端套在涨紧轮310上,齿形胶带500的另一端穿过定位机构700,并使得齿形胶带500卡入定位槽711内,且齿形胶带500的底部贴合在定位板710上,此时定位轮100和涨紧轮310相距较近,齿形胶带500套在定位轮100和涨紧轮310上处于松弛状态,启动涨紧机构300拉紧齿形胶带500使齿形胶带500涨紧固定。具体地,本实施例中启动涨紧机构300的第二液压缸340驱动第二液压杆330前后水平运动,带动涨紧轮310朝向远离定位轮100的后侧方向运动,齿形胶带500的底部与定位板710顶部相贴合,且齿形胶带500的宽度方向两侧分别被左挡板730和右挡板720限制住,有效防止齿形胶带500出现左右偏移,从而实现齿形胶带500的涨紧固定。本实施例中,当需要对不同宽度尺寸的齿形胶带500进行剪切操作时,此时,需要调整左挡板730和右挡板720之间的距离,具体地,本实施例中通过限位调节杆760带动调节板750水平移动,从而带动复位弹簧740以及左挡板730向靠近或远离右挡板720的方向运动,从而调整左挡板730和右挡板720之间的距离,保证对不同尺寸齿形胶带500良好的定位夹持效果。
63.s2:刀片调整:通过刀片调整机构200调节切角刀600的位置以及进刀方式,并使切角刀600进入下刀区域,并最终抵靠在齿形胶带500待修理的侧边。步骤s2中切角刀600的进刀方式包括从下刀区域正前侧水平进刀、从下刀区域上方垂直进刀或者从下刀区域前侧上方倾斜进刀。本实施例中首先通过进刀调节单元,确定切角刀600的进刀方式,通过竖直调节单元调节切角刀600的高度位置,然后通过水平单元一调整切角刀600的切削量,最后通过角度调节单元调节切角刀600的倾斜角度,通过将切角刀600调至最合适的位置以及所需的倾斜角度后,切角刀600在进刀调节单元的驱动下,采用水平或者竖直或者倾斜的方式向下刀区域行进,直至抵扣在齿形胶带500待修理的侧边准备进行剪切修理操作。本实施例在进行切角处理的过程中,定位机构700始终限制齿形胶带500宽度两侧位置,即左挡板730和右挡板720始终夹持在齿形胶带500宽度方向两侧,同时通过左挡板730外侧弹性调节单元来调节剪切过程中左挡板730的左右水平位置,避免齿形胶带500在剪切过程中出现左右水平位移,从而在切角操作时不会出现齿形胶带500两侧工作面夹角角度不一致等情况,保证了齿形胶带500切角成形的角度尺寸准确性、一致性、稳定性。
64.s3:切角处理:启动切角刀电机610和动力机构分别驱动切角刀600和定位轮100转动,并对齿形胶带500待修理的侧边进行切角处理。本实施例中切角刀600在切角刀电机610的驱动下对切角刀电机610进行剪切处理,而齿形胶带500在定位轮100的自转带动下不断前行,能够顺利完成齿形胶带500侧边一圈的剪切操作。其中切角刀600的线速度与齿形胶带500的前进速度保持一致,通过切角刀电机610计算齿形胶带500运行一周所需的时间,当齿形胶带500运行一周结束后,切角刀电机610停止,动力机构的动力电机也停止转动,完成
一侧的剪切操作。当齿形胶带500的一侧侧边完成剪切操作时,再次启动涨紧机构300的第二液压缸340驱动第二液压杆330前后水平运动,带动涨紧轮310朝向靠近定位轮100的前侧方向运动,此时齿形胶带500不再处于涨紧状态,能够轻松将齿形胶带500从齿形胶带500和涨紧轮310上取下,进行换边剪切操作,将齿形胶带500换另外一侧边后套装在定位轮100和涨紧轮310上,此时再次启动动力机构的动力电机带动定位轮100转动,并启动切角刀电机610带动切角刀600进行剪切操作,完成对齿形胶带500另一侧的剪切操作,最终完成v带齿形胶带500的切角处理工作。
65.实施例2
66.本实施例的本实施例的一种从定位槽前侧进刀的v带切角机的切角方法,基本结构与实施例1相同,更进一步地,如图6所示,本实施例中右挡板720的外侧也对称设置有弹性调节单元,弹性调节单元用于调节右挡板720的左右水平位置,此时左挡板730位置固定,仅需调整右挡板720的位置即可轻松调节左右挡板之间的距离和张弛力度。具体地,本实施例中右挡板720的外侧设置有复位弹簧740,复位弹簧740的一端与右挡板720相连,复位弹簧740的另一端与调节板750相连,调节板750向靠近或者远离右挡板720的方向移动,带动复位弹簧740以及右挡板720向左或者向右运动,从而完成对齿形胶带500右侧限位位置的调节。具体地,本实施例中复位弹簧740为一对,对称分布在右挡板720长度方向两侧,使得限位调节更加平稳,防止右挡板720出现一侧倾斜的现象,能够更好地对齿形胶带500进行限位。本实施例中调节板750的外侧设置有水平延伸的供限位调节杆760,限位调节杆760的外侧通过支撑件770固定在支撑基板701上。本实施例中支撑基板701包括用于支撑在定位板710、右挡板720、左挡板730以及调节板750下方的水平基板,水平基板的两端分别设置有向下垂直延伸的垂直基板。
67.如图6所示,本实施例中支撑基板701的外侧还设置有位置调节单元,其中位置调节单元包括与垂直基板外侧相连的竖直调节板703,竖直调节板703与垂直基板相对应的位置均开设有相配合的竖直调节孔706,竖直调节孔706为竖直延伸的腰型孔,螺杆依次穿过垂直基板和竖直调节板703上的竖直调节孔706并通过固定螺母705将支撑基板701固定在竖直调节板703上,通过竖直调节孔706能够快速调节支撑基板701的高度位置。
68.本实施例中竖直调节板703的底部水平向外侧延伸设置有水平调节板702,水平调节板702的底部固定在安装台面410上,水平调节板702与安装台面410相对应的位置均开设有相配合的水平调节孔704,水平调节孔704为水平延伸的腰型孔,螺杆依次穿过安装台面410和水平调节板702上的水平调节孔704并通过固定螺母705将水平调节板702固定在安装台面410上,通过水平调节孔704能够快速调节支撑基板701的水平位置。通过水平调节孔704和竖直调节孔706分别定位机构700的水平位置和高度位置,调节更加灵活多变,适用范围更加广泛。
69.实施例3
70.本实施例的本实施例的一种从定位槽前侧进刀的v带切角机的切角方法,基本结构与实施例2相同,其不同之处在于,如图7所示,本实施例中所述定位槽711为平底定位槽711,齿形胶带500卡入平底定位槽711内,能够对齿形胶带500起到支撑限位的作用,为后续的切角处理提供更加平稳的平台。其中平底定位槽711的底部为平面定位板710,平面定位板710的顶面与齿形胶带500的底部相贴合,防止在剪切过程中齿形胶带500剪切部位的前
后两端翘起,避免造成前后切削量不一致的情况,有效提高了剪切的稳定性和精准度。具体地,本实施例中平面定位板710的长度方向一侧延伸至靠近定位轮100顶部边缘位置,且平面定位板710的前端位置高度与定位轮100的顶部位置形成切线,能够保证齿形胶带500的底部紧紧贴合在平面定位板710上,定位更加精准。
71.本实施例中切角刀600的上方还设置有刀片冷却单元,其中刀片冷却单元包括朝向切角刀600方向喷射的冷却喷嘴,冷却喷嘴与冷却管道相连,且冷却管道与冷却水管道或者润滑冷却油管道相连通。
72.本发明所述实例仅仅是对本发明的优选实施方式进行描述,并非对本发明构思和范围进行限定,在不脱离本发明设计思想的前提下,本领域工程技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的保护范围。