1.本发明涉及浸渍器技术领域,更具体的说是涉及一种浸渍器液位探头喷吹装置。
背景技术:
2.在1140kg/h二氧化碳膨胀烟丝生产线中,浸渍器是进行烟丝膨胀的主要工艺设备,主要通过在浸渍器中用一定压力的二氧化碳液体浸泡烟丝,使二氧化碳液体能充分浸入烟丝细胞组织内部,然后通过排液、降压等手段,使烟丝细胞组织内部的二氧化碳液体转变为干冰(固体),即形成干冰烟丝。
3.在浸渍器充液步序时,为控制二氧化碳充液量,浸渍器内设置了低、中、高三个液位孔,其控制方式是在低、中、高液位孔里安装温度探头,利用二氧化碳液体的低温性质通过温度探头检测温度来实现液位检测。在1140kg/h二氧化碳膨胀烟丝生产线中,二氧化碳液体向浸渍器内充液时,当低、中液位温度低于
‑
2℃时即停止充液,当烟丝浸泡一定时间后,浸渍器排放二氧化碳液体到工艺罐中,并经过一次排压、二次排压将浸渍器内气压排放完毕,随后浸渍器底盖打开,烟丝进入下一工序。
4.在烟丝浸渍这一过程中,烟丝中的烟末、烟尘等杂质会漂浮在二氧化碳液面上,由于二氧化碳液面与中液位孔基本水平,将会导致部分烟末、烟尘漂浮在液位探头孔处,当烟丝浸渍步序结束,二氧化碳液体回收和二氧化碳气体排放后,浸渍器下底盖打开,温度和压力的急剧变化将可能形成部分烟末、烟尘与二氧化碳结冰残留在液位探头孔内,导致温度探头或液位孔堵塞。在下一锅生产时,温度探头便会出现无法接触二氧化碳液体,测温不准确使液位判定错误,从而产生“v23加液重量与液位开关比较报警”使设备停机,导致生产断料。同时需要人工将温度探头拆下对液位孔进行手动喷吹,严重影响生产效率,并且还存在生产断料的风险。
技术实现要素:
5.为本发明的目的在于提供一种浸渍器液位探头喷吹装置,以解决现有技术中存在的问题。
6.为了实现上述目的,本发明采用以下技术方案:
7.一种浸渍器液位探头喷吹装置,包括:进气管,所述进气管的出气端侧设有三根出气管,且三根出气管分别对应的安装在浸渍器的低、中、高三个液位孔内;温度探测器,所述温度探测器分别设置在处于三个液位孔内的出气管内;电磁截止阀,所述电磁截止阀设置在进气管上,用于打开或关闭进气管的压缩空气气路。
8.在一些实施例中,还包括手动球阀,所述手动球阀设置在进气管的端部,用于打开或关闭进气管的压缩空气气路。
9.在一些实施例中,还包括气源处理件,所述气源处理件设置在位于手动球阀和电磁截止阀之间的进气管上。
10.在一些实施例中,还包括压力检测开关,所述压力检测开关设置在电磁截止阀和
出气管之间的进气管上。
11.在一些实施例中,每根出气管上还包括直角座阀,所述直角座阀为常闭型,由气动控制,当给直角座阀进给压缩空气时,直角座阀打开。
12.在一些实施例中,还包括二位三通电磁阀,所述二位三通电磁阀为常闭型,二位三通电磁阀的一端连接压缩空气,另一端连接直角座阀。
13.本发明与现有技术相比具有的有益效果是:所述的本发明可以适用于1140kg/h二氧化碳膨胀烟丝生产线浸渍器液位孔及液位温度探头杂质的自动喷吹清洁。控制方式科学合理,选择在浸渍器内无烟丝、无二氧化碳液体和气压时进行喷吹,不影响生产效率和产品质量;其次管径大小和压缩空气压力选择调试合理,能够有效完成对浸渍器液位孔和温度探头附着杂质的清吹,保障生产顺利。
附图说明
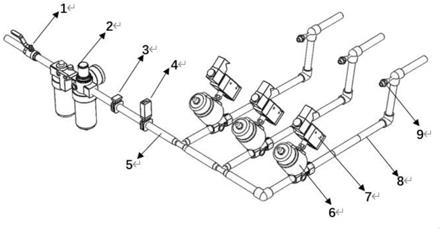
14.图1是本发明实施例的一种浸渍器液位探头喷吹装置组成示意图;
15.图示说明:1
‑
手动球阀,2
‑
气源处理件,3
‑
电磁截止阀,4
‑
压力检测开关,5
‑
进气管,6
‑
直角座阀,7
‑
二位三通电磁阀,8
‑
dn10无缝钢管,9
‑
温度探测器。
具体实施方式
16.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
17.相反,本技术涵盖任何由权利要求定义的在本技术的精髓和范围上做的替代、修改、等效方法以及方案。进一步,为了使公众对本技术有更好的了解,在下文对本技术的细节描述中,详尽描述了一些特定的细节部分。对本领域技术人员来说没有这些细节部分的描述也可以完全理解本技术。
18.以下将结合图1对本技术实施例所涉及的等静压机主机原位端盖开闭结构进行详细说明。值得注意的是,以下实施例仅仅用于解释本技术,并不构成对本技术的限定。
19.在本技术的实施例中,如图1所示,浸渍器液位探头喷吹装置可以包括:进气管5,所述进气管5的出气端侧设有三根出气管,且三根出气管分别对应的安装在浸渍器的低、中、高三个液位孔内;温度探测器9,所述温度探测器9分别设置在处于三个液位孔内的出气管内;电磁截止阀3,所述电磁截止阀3设置在进气管5上,用于打开或关闭进气管5的压缩空气气路。
20.在本实施例中,进气管5采用dn15无缝钢管,出气管采用dn10无缝钢管8,本发明针对1140kg/h二氧化碳膨胀烟丝生产线浸渍器温度探头与液位孔堵塞,将出现液位判定失效导致设备报警停机、生产断料以及维修强度大的问题,设计了一套液位探头喷吹装置,该装置通过采用管道、电磁截止阀3、二位三通电磁阀7、直角座阀6以及压力检测开关4等器件组成,运用plc进行工业自动控制,利用压缩空气实现对浸渍器液位孔的自动喷吹。解决浸渍器液位孔和温度探头堵塞的问题,降低维修劳动强度。
21.结合1140kg/h二氧化碳膨胀烟丝生产线浸渍器液位探头及液位孔的实际情况,喷吹装置设计如下。包括festo vzxf
‑
l
‑
m22c
‑
m
‑
b
‑
g12
‑
130
‑
m1
‑
v4v4t
‑
50
‑
40标准直角座阀6、
dn15无缝钢管、dn10无缝钢管8、festo vzwd
‑
l
‑
m22c
‑
m
‑
g18
‑
40
‑
v
‑
1p4
‑8‑
r1标准二位三通电磁阀7、asco 262通用电磁截止阀3、压力检测开关4、手动球阀1、二联气源处理件2、温度探测器9,采用一总管路变三分管路的结构、电磁阀与plc的电气控制方式,实现对浸渍器液位孔的定点自动喷吹。
22.在一些实施例中,还包括手动球阀1,所述手动球阀1设置在进气管5的端部,用于打开或关闭进气管5的压缩空气气路。还包括气源处理件2,所述气源处理件2设置在位于手动球阀1和电磁截止阀3之间的进气管5上。还包括压力检测开关4,所述压力检测开关4设置在电磁截止阀3和出气管之间的进气管5上。每根出气管上还包括直角座阀6,所述直角座阀6为常闭型,由气动控制,当给直角座阀6进给压缩空气时,直角座阀6打开。还包括二位三通电磁阀7,所述二位三通电磁阀7为常闭型,二位三通电磁阀7的一端连接压缩空气,另一端连接直角座阀6。
23.dn15无缝钢管和dn10无缝钢管8均能承受至少30bar的压力,防止浸渍器冲压后压力倒灌进入管道产生安全事故;手动球阀1与dn15无缝钢管连接,可用于装置内电子器件失效等紧急情况和需要对喷吹装置管道、器件进行维护时操作使用,通过人工手动操作手动球阀1来控制总压缩空气的进气与关断,保证生产和设备安全。
24.后端连接双联气源处理件2,可用于对压缩空气进行除油、除水汽的再处理,保证干燥纯净的压缩空气进入浸渍器喷吹,防止影响烟丝质量;后端连接电磁截止阀3,电磁截止阀3与plc控制信号连接,当不需要喷吹时,电磁截止阀3关闭压缩空气气路,当需要喷吹时,电磁截止阀3打开压缩空气进行喷吹,可解决人工频繁操作手动阀门控制压缩空气通断的问题,降低人工劳动强度。
25.后端连接压力检测开关4,可对管道内压缩空气压力进行检测,当压力过高或过低时会产生报警信号提醒人工检修;后端连接直角座阀6,直角座阀6为常闭型,由气动控制,当给直角座阀6进给压缩空气时,直角座阀6打开。
26.后端连接二位三通电磁阀7,为常闭型,电磁阀一端连接压缩空气,另一端连接直角座阀6,当电磁阀接收到plc控制信号时,电磁阀打开,压缩空气进入直角座阀6,以此控制直角座阀6的开/闭,实现管路内压缩空气的自动开/闭控制;后端dn10无缝钢管8安装在液位孔内,dn10无缝钢管8内连接温度探测器9,当压缩空气喷吹时不仅可以喷吹液位孔处,还可以保证对温度探头的全覆盖喷吹,加强喷吹效果。
27.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。