1.本实用新型属于造纸法再造烟叶技术领域,特别涉及一种造纸法再造烟叶浸涂式涂布液物理指标控制装置。
背景技术:
2.在造纸法再造烟叶生产中,以在打叶复烤、卷烟生产等过程中产生的烟梗、烟末等为原料,对原料进行浸泡并通过固液分离得到烟草萃取液,液相经过多层净化及浓缩后再进行香精香料的调配最终形成涂布液,涂布系统通过抄造形成的片基连续通过涂布机内涂布液料槽,涂布液定量进入片基中完成涂布。涂布过程为连续生产过程,片基不断经过涂布系统料槽,片基上的细小纤维会脱离进行涂布液中,导致涂布液的黏度不断增加及浓度变化,造成涂布率的波动。
3.但现有技术中存在以下问题:1、涂布机上回流涂布液、涂布液调配罐来料流量不稳定,新旧涂布液于涂布液就地罐混合,就地罐外联一卧螺机进行净化处理,此方法将造成涂布液就地罐中涂布液的浓度、粘度等物理指标存在较大波动;2、处理后的回收涂布液直接进入涂布液就地罐中,无法保障具体使用过程中回收液与新涂布液的使用比例,其次涂布液的物理指标稳定最主要为控制涂布机上涂布液的物理指标,在浸涂式涂布过程中涂布机上涂布液量较大,在该实用新型中未明确说明针对上述液体的控制方法。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种结构合理、在线控制涂布液物理指标的造纸法再造烟叶浸涂式涂布液物理指标控制装置。
5.为解决上述技术问题,本实用新型提供了一种造纸法再造烟叶浸涂式涂布液物理指标控制装置;
6.包括涂布机构和回收机构;
7.涂布机构包括罐底螺杆泵、涂布液就地罐、回收槽、至少一个进料槽和两个涂布辊,涂布液就地罐的进口与涂布液源连通,涂布液就地罐的出口与罐底螺杆泵的进口连通,罐底螺杆泵的出口与所述进料槽的进口通过输液管路相连;
8.回收机构包括三通截止阀、矩形筛、粘度计、涂布液回收罐、出料螺杆泵、第一流量计、第二流量计和第一浓度计;
9.三通截止阀的进口与涂布机构的回收槽出口相连通,三通截止阀的第一出口与涂布液就地罐相通,三通截止阀的第二出口与矩形筛的进口相连,矩形筛的出口通过粘度计与涂布液回收罐的进口相通,涂布液回收罐的出口与出料螺杆泵的进口连通,出料螺杆泵的出口通过调节管路与清水源连通,调节管路上设有可调节流阀和第二流量计,出料螺杆泵的出口通过回流管路与涂布液回收罐的进口相通,回流管路上设有第二截止阀和第一浓度计,出料螺杆泵的出口通过混合管路与涂布机构的输液管路连通,混合管路上设有第一截止阀和第一流量计。
10.作为本造纸法再造烟叶浸涂式涂布液物理指标控制装置的优选,所述回收机构中粘度计与涂布液回收罐的进口之间的管路上还设有第三截止阀,粘度计与第三截止阀之间的管路通过清除管路与外部连通,清除管路上设有第四截止阀。
11.作为本造纸法再造烟叶浸涂式涂布液物理指标控制装置的优选,涂布机构还包括浸涂仓,进料槽设置在浸涂仓上侧,浸涂仓旁侧壁具有一个开口,两个涂布辊安装在浸涂仓的开口处,浸涂仓开口处边缘与两个涂布辊之间密封,两个涂布辊之间的间隙具有仅供烟草基片通过,浸涂仓内的涂布液液位高于两个涂布辊之间的间隙位置,回收槽与浸涂仓底部相通。
12.作为本造纸法再造烟叶浸涂式涂布液物理指标控制装置的优选,涂布机构包括两个进料槽,两个进料槽都出处于浸涂仓上侧,进料槽走向与涂布辊的轴向方向一致,所述进料槽进口处于底部,所述进料槽的上端面开口。
13.作为本造纸法再造烟叶浸涂式涂布液物理指标控制装置的优选,所述输液管路上还安装有第二浓度计。
14.采用这样的结构后,涂布液由两进料槽的底部进入槽体,进料槽采用溢流进料设计,两个进料槽开口高度不同控制涂布液仅由所需一端溢流进入涂布机;回流槽设置在浸涂仓的下部,保障涂布机上的涂布液回流至涂布液回收罐;
15.本造纸法再造烟叶浸涂式涂布液物理指标控制装置通过溢流方式保障在整个纸幅范围中进入涂布液均匀进入涂布机构内,避免了现有进料系统常出现的管道近泵端流量较大、远泵回流段流量小甚至接近零的情况,其次现涂布机构上常采用溢流口的方式控制涂布机构上的液位及保障涂布液的回流。
附图说明
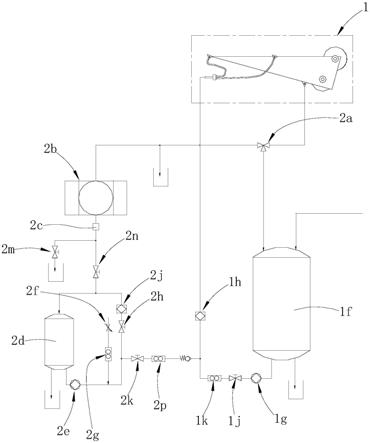
16.图1是本造纸法再造烟叶浸涂式涂布液物理指标控制装置实施例的原理图。
17.图2是本造纸法再造烟叶浸涂式涂布液物理指标控制装置实施例中涂布机构的主视图。
18.图3是图2的剖视图。
具体实施方式
19.如图1至3所示
20.本造纸法再造烟叶浸涂式涂布液物理指标控制装置包括涂布机构1和回收机构。
21.涂布机构1包括浸涂仓1a、罐底螺杆泵1g、涂布液就地罐1f、回收槽1e、两个进料槽1d和两个涂布辊1b。
22.浸涂仓1a的截面形状大体为三角形,浸涂仓1a左侧侧壁具有开口,两个涂布辊1b安装在浸涂仓1a的开口处,两个涂布辊1b上下依次分布,涂布辊1b轴向方向与前后方向一致,涂布辊1b轴两端支撑在浸涂仓1a前、后侧壁上,浸涂仓1a开口处边缘与两个涂布辊1b之间通过密封条1c密封,两个涂布辊1b之间的间隙具有仅供烟草基片通过。
23.进料槽1d焊接在浸涂仓1a上,进料槽1d设置在浸涂仓1a上侧,进料槽1d的长度方向与涂布辊1b轴向方向一致,进料槽1d进口处于底部,所述进料槽1d的上端面开口,涂布液从进料槽1d进入浸涂仓1a,涂布液储存在浸涂仓1a内壁与两个涂布辊1b侧壁之间的空间
中,浸涂仓1a内的涂布液液位高于两个涂布辊1b之间的间隙位置,回收槽1e与浸涂仓1a底部相通。
24.涂布液就地罐1f的进口与涂布液源连通,涂布液就地罐1f的出口与罐底螺杆泵1g的进口连通,罐底螺杆泵1g的出口与进料槽1d的进口通过输液管路相连。
25.输液管路上还安装有第二浓度计1h、第五截止阀1j、第三流量计1k。
26.回收机构包括三通截止阀2a、矩形筛2b、粘度计2c、涂布液回收罐2d、出料螺杆泵2e、第一流量计2p、第二流量计2g和第一浓度计2j。
27.三通截止阀2a的进口与涂布机构1的回收槽1e出口相连通,三通截止阀2a的第一出口与涂布液就地罐1f相通,三通截止阀2a的第二出口与矩形筛2b的进口相连,矩形筛2b的出口通过粘度计2c与涂布液回收罐2d的进口相通,涂布液回收罐2d的出口与出料螺杆泵2e的进口连通,出料螺杆泵2e的出口通过调节管路与清水源连通,调节管路上设有可调节流阀2f和第二流量计2g,出料螺杆泵2e的出口通过回流管路与涂布液回收罐2d的进口相通,回流管路上设有第二截止阀2h和第一浓度计2j,出料螺杆泵2e的出口通过混合管路与涂布机构1的输液管路连通,混合管路上设有第一截止阀2k和第一流量计2p。
28.回收机构中粘度计2c与涂布液回收罐2d的进口之间的管路上还设有第三截止阀2n,粘度计2c与第三截止阀2n之间的管路通过清除管路与外部连通,清除管路上设有第四截止阀2m。
29.利用上述的造纸法再造烟叶浸涂式涂布液物理指标控制装置实现造纸法再造烟叶浸涂式涂布液物理指标控制方法,包括以下步骤:
30.a)新调配的涂布液由进料管进入涂布液就地罐1f,新调配的涂布液的浓度、粘度等物理指标已于前一工段实现稳定控制,新涂布液浓度的来料浓度为:42%
±
0.5%,可保障进料涂布液物理指标稳定;
31.b)涂布液就地罐1f中新涂布液由罐底螺杆泵1g泵出经过第二浓度计1h进入造纸法再造烟叶浸涂式涂布液物理指标控制装置的涂布机构1;
32.c) 涂布液完成烟草基片的涂布作业后变为回收液,回收液被涂布机构1的回收槽1e集中排出,回收液经三通截止阀2a回流至矩形筛2b净化处理(特殊情况下,例如调试阶段时或者涂布机构1内的涂布液未使用时,涂布机构1内涂布液直接返回涂布液就地罐1f);
33.矩形筛2b将回收液均进入其进行净化处理,粘度计2c对矩形筛2b处理后的回收液进行粘度检测,当回收液的粘度在范围内,当回收液的粘度<75cp时其液进入涂布液回收罐2d,当回收液的粘度>75cp时,直接排污处理并进行矩形筛2b自动清理流程;
34.d)涂布液回收罐2d内回收液经由出料螺杆泵2e泵出,回收液分别通过回流管路及混合管路流向涂布液回收罐2d及输液管路,回收液回流返回涂布液回收罐2d,并且回收液经过第一浓度计2j检测其浓度数值,及第二截止阀2h保障涂布液回收罐2d内回收液浓度稳定;
35.此方法避免清水直接进入涂布液就地罐1f,且涂布液回收罐2d罐体容量相比较小具有较高的可调性;
36.同时,根据第一浓度计2j检测的信息,通过pid调整根据设定的浓度参数,可调节流阀2f实时控制清水源流至出料螺杆泵2e的出口端的清水流量,清水与排出的回收液混合;
37.e)当经调浓后的回收液浓度达到预设值时,将开启第一截止阀2k,回收液进入输液管路,回收液与涂布液就地罐1f内泵出的新涂布液一起共同经第二浓度计1h在线检测后进入涂布机构1;
38.同时,控制系统通过第一浓度计2j检测回收液的浓度,使得回流管路及混合管路中回收液的浓度保持在40.5%
±
0.2%之间,自动调节回收液流量以稳定混合液的浓度,混合液的浓度稳定在41%
±
0.5%;
39.f)往复上述步骤,实现造纸法再造烟叶浸涂式涂布液物理指标的实时控制。
40.以上所述的仅是本实用新型的一种实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以作出若干变型和改进,这些也应视为属于本实用新型的保护范围。