1.本实用新型涉及包装设备技术领域,具体为一种绿色节能包装盒制盒系统。
背景技术:
2.制盒机有分手动、半自动、全自动的,制盒机也有很多机器,一个完整的制盒流程需要多个机器相互配合,其中通过折入压泡成型机能够在天地包装盒的生产过程中将装潢面纸与原盒贴合在一起省去人工除泡,成型完成包装盒的制造,天地盖包装盒为常见的包装样式,采用盒身与盒盖相分离的包装机构能够装潢上精美的面纸常用于高档商品的包装。
3.目前的包装盒纸盒系统的再进天地盒的制作过程中需要人工进行原盒和面纸的配合压泡,效率较低,人工成本较高,且设备之间工具间隙较长会产生比必要的能源浪费。
技术实现要素:
4.本实用新型的目的在于提供一种绿色节能包装盒制盒系统,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种绿色节能包装盒制盒系统,包括原盒装配机构、一体式折边压泡机和旋转送料机构,所述原盒装配机构包括运输架,所述运输架两侧内壁之间安装有运输带,所述运输架顶部两侧分别固定连接有集料板,所述集料板顶部开设有安装槽,所述集料板一端均安装有定位电机,所述定位电机输出端贯穿于安装槽正面外壁均固定连接有定位丝杠,所述定位丝杠外壁滑动连接有抓取架,所述抓取架顶部底面固定连接有安装板,所述安装板底部固定连接有升降气缸,所述升降气缸底部固定连接有横板,所述横板两侧分别固定连接有电动推杆,所述电动推杆另一侧分别固定连接有摩擦垫。
6.优选的,所述旋转送料机构包括送料架,所述送料架顶部两侧分别固定连接有载物板和旋转机械臂,所述旋转机械臂另一端安装有升降头,所述升降头另一端安装有吸盘,所述吸盘分别与载物板和一体式折边压泡机相适配。
7.优选的,所述抓取架与一体式折边压泡机相适配,所述一体式折边压泡机背面安装有控制器,所述原盒装配机构、一体式折边压泡机和旋转送料机构分别与控制器电信连接,所述旋转送料机构位于一体式折边压泡机正面,所述原盒装配机构位于一体式折边压泡机侧面。
8.优选的,所述集料板为梯形结构,所述运输架底部固定连接有支撑脚,所述抓取架为l形结构,所述安装板为u形结构。
9.优选的,所述抓取架通过定位丝套与定位丝杠滑动连接,所述定位丝套与定位丝杠之间通过螺纹固定。
10.与现有技术相比,本实用新型的有益效果是:
11.(1)、该绿色节能包装盒制盒系统,通过原盒装配机构和旋转送料机构分别将天地
包装盒的面纸和原盒分别自动放置在一体式折边压泡机上成型,实现了天地包装盒包装的自动化,减少设备工作间隙,提高了生产效率的同时降低了人工成本和能源的浪费。
12.(2)、该绿色节能包装盒制盒系统,通过两梯形的集料板组成逐渐狭小的通道,从而实现将运输带上的原盒整齐的引导并有序的规则排放,解决人工精确摆放的繁琐操作。
附图说明
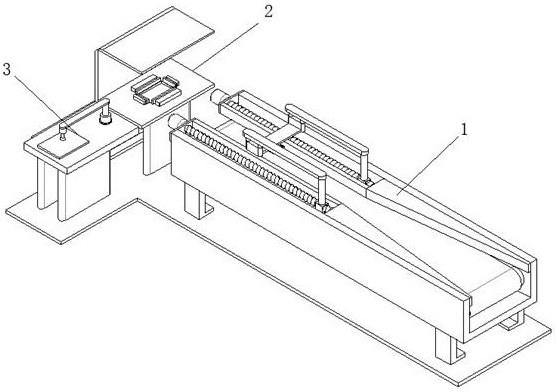
13.图1为本实用新型的正面等轴侧结构示意图;
14.图2为本实用新型的背面等轴侧结构示意图;
15.图3为本实用新型的原盒装配机构结构示意图;
16.图4为本实用新型的a处放大结构示意图;
17.图5为本实用新型的旋转送料机构结构示意图。
18.图中:1、原盒装配机构;101、运输架;102、运输带;103、集料板;104、定位电机;105、定位丝杠;106、定位丝套;107、抓取架;108、安装板;109、支撑脚;110、升降气缸;111、横板;112、电动推杆;113、摩擦垫;2、一体式折边压泡机;3、旋转送料机构;301、送料架;302、载物板;303、旋转机械臂;304、升降头;305、吸盘;4、控制器。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.需要说明的是,在本实用新型的描述中,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,并不是指示或暗示所指的装置或元件所必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.此外,应当理解,为了便于描述,附图中所示出的各个部件的尺寸并不按照实际的比例关系绘制,例如某些层的厚度或宽度可以相对于其他层有所夸大。
22.应注意的是,相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义或说明,则在随后的附图的说明中将不需要再对其进行进一步的具体讨论和描述。
23.如图1-5所示,本实用新型提供一种技术方案:一种绿色节能包装盒制盒系统,包括用于原盒运输的原盒装配机构1,用于面纸和原盒成型的一体式折边压泡机2和旋转送料机构3,和装潢面纸摆放的旋转送料机构3包括送料架301,送料架301顶部两侧分别固定连接有载物板302和旋转机械臂303,旋转机械臂303能够进行360
°
的全方位旋转,旋转机械臂303另一端安装有升降头304,升降头304能够进行长度的伸缩,升降头304另一端安装有吸盘305,吸盘305能够吸附在载物板302放置的装潢面纸并将其牢牢吸附,可以设置有多个进行协同工作,吸盘305分别与载物板302和一体式折边压泡机2相适配,通过旋转机械臂303的旋转能够是的吸盘305到达一体式折边压泡机2的工作区域,原盒装配机构1包括运输架
101,运输架101为u形结构,运输架101两侧内壁之间安装有运输带102,运输带102的速率控制在5m/min,运输架101顶部两侧分别固定连接有集料板103,通过两梯形的集料板103组成逐渐狭小的通道,从而实现将运输带102上的原盒整齐的引导并有序的规则排放,集料板103顶部开设有安装槽,集料板103一端均安装有定位电机104,定位电机104输出端贯穿于安装槽正面外壁均固定连接有定位丝杠105,定位丝杠105外壁滑动连接有抓取架107,抓取架107通过定位丝套106与定位丝杠105滑动连接,定位丝套106与定位丝杠105之间通过螺纹固定,集料板103为梯形结构,运输架101底部固定连接有支撑脚109,抓取架107为l形结构,安装板108为u形结构,抓取架107顶部底面固定连接有安装板108,安装板108底部固定连接有升降气缸110,升降气缸110底部固定连接有横板111,横板111两侧分别固定连接有电动推杆112,电动推杆112另一侧分别固定连接有摩擦垫113,摩擦垫113为橡胶材质不会对原盒产生过度的挤压导致原盒破坏,抓取架107与一体式折边压泡机2相适配,一体式折边压泡机2背面安装有控制器4,原盒装配机构1、一体式折边压泡机2和旋转送料机构3分别与控制器4电信连接,通过控制器4控制各个机构之间的配合关系和运行速率,旋转送料机构3位于一体式折边压泡机2正面,一体式折边压泡机2的背面放置存储机构用于存储成型后的天地盖包装盒,原盒装配机构1位于一体式折边压泡机2侧面。
24.使用本设备时,首先将制盒所需要的的面纸放置在旋转送料机构3的载物板302上,并利用旋转机械臂303和吸盘305将面值吸附旋转运输到一体式折边压泡机2上,随后再将天地盖包装盒的原盒放置在运输带102上,通过集料板103的引导使得原盒能够整齐的在运输带102上进行排列,随后通过原盒装配机构1上的抓取架107、电动推杆112和摩擦垫113将原盒抓取并放置在一体式折边压泡机2的面纸上,通过一体式折边压泡机2的折边压泡是的面纸固定在原盒表面,以此工序来制作天地包装盒的盒体和盒盖。
25.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。