15%(%为质量百分比)进行充分混合,再与剩余的普通纤维充分混合完成制条。
14.在本发明的一种实施方式中,所述的低熔点纤维和普通纤维的混纺比5-15:85-95。
15.在本发明的一种实施方式中,所述的输出纱线的卷绕速度为400-500m/min。
16.在本发明的一种实施方式中,所述的非接触式高强喷气涡流纺纱线的加工方法,具体包括如下步骤:
17.将低熔点纤维与普通纤维混合制条,得到混合须条;混合须条经后罗拉、中罗拉和前罗拉牵伸后喂入气流加捻腔,气流经加热压缩后由喷嘴上的喷孔进入气流加捻腔形成高温高速旋转气流;低熔点纤维与普通纤维混合须条经高温高速旋转气流的加捻粘接作用后,经空心锭、空心锭引纱管输出高强喷气涡流纺纱线。
18.本发明的第二个目的是本发明所述的方法加工得到的高强喷气涡流纺纱线。
19.[有益效果]
[0020]
(1)本发明通过在喷气涡流纺纱线产品开发中引入低熔点纤维,利用低熔点纤维受热后的热粘合效应使低熔点纤维与普通纤维产生接触粘接,从而增大纤维间的抱合力,提高喷气涡流纺纱线的强力。与常温高速旋转气流的同成分喷气涡流纺纱线相比,断裂强力提高10%-15%。
[0021]
(2)本发明在喷气涡流纺纱线加工成形过程中利用高温高速旋转气流对纱线进行在线非接触式加热加捻粘接成形,免去了后续加工热定型等后加工工艺流程,保持了纱线蓬松柔软的结构,同时保证了纺纱速度不降低,可用于大规模的纱线加工。
附图说明
[0022]
图1为一种非接触式高强耐磨喷气涡流纺纱线的加工方法示意图;
[0023]
图2为喷气涡流纺气流加捻腔局部装置示意图;
[0024]
其中,1:低熔点纤维与普通纤维混合须条;2:后罗拉;3:中罗拉;4:前罗拉;5:气流加捻腔;6:高强耐磨喷气涡流纺纱线;7:喷嘴;8:喷孔;9:空心锭;10:空心锭引纱管。
[0025]
图3为热处理前后的纤维状态;其中,(a)是未热处理纤维(
×
300);(b)热处理后挤压变形(
×
1000);(c)是热处理后点状黏合(
×
1000);(d)热处理后团状黏合(
×
1000)。
具体实施方式
[0026]
以下对本发明的优选实施例进行说明,应当理解实施例是为了更好地解释本发明,不用于限制本发明。
[0027]
测试方法:
[0028]
断裂伸长率和断裂强力的测试:gb/t 3916
‑‑
1997《纺织品卷装纱单根纱线断裂强力和断裂伸长率的测定》进行测试。测试条件:温度为(20
±
2)℃,相对湿度为(65
±
3)%;夹口间距为500mill,速度为500mm/min,测试30次,取平均值。
[0029]
实施例采用的喷气涡流纺纱的基本流程,如图1和图2,具体如下:
[0030]
低熔点纤维与普通纤维混合须条1经后罗拉2、中罗拉3和前罗拉4牵伸后喂入气流加捻腔5,气流经加热压缩后由喷嘴7上的喷孔8进入气流加捻腔5形成高温高速旋转气流,低熔点纤维与普通纤维混合须条1经高温高速旋转气流的加捻粘接作用后,经空心锭9、空
心锭引纱管10输出高强喷气涡流纺纱线6。
[0031]
实施例1
[0032]
一种非接触式高强喷气涡流纺纱线的加工方法,包括如下步骤:
[0033]
将低熔点涤纶纤维(熔点为110℃,长度38mm,细度1.33dtex)与普通涤纶纤维(长度38mm,细度1.33dtex)总量的10%混合均匀,再与剩下的普通涤纶纤维混合均匀进行制条,得到混合须条,克重为21g/5m,其中低熔点涤纶纤维与粘胶纤维的混纺比为8:92;
[0034]
混合须条经后罗拉、中罗拉和前罗拉牵伸后喂入气流加捻腔,总牵伸倍数223,主牵伸倍数37,喂入比0.96,气流经加热压缩后由喷嘴上的喷孔进入气流加捻腔形成高温高速旋转气流,喷嘴气压0.55mpa,气流的加热温度为140℃;
[0035]
混合须条经高温高速旋转气流的加捻粘接作用后,经空心锭、空心锭引纱管输出19.67tex的高强喷气涡流纺纱线;其中,卷绕速度为500m/min。
[0036]
实施例2
[0037]
调整实施例1中气流的加热温度为150℃,其他和实施例1保持一致,得到高强喷气涡流纺纱线。
[0038]
实施例3
[0039]
调整实施例1中气流的加热温度为160℃,其他和实施例1保持一致,得到高强喷气涡流纺纱线。
[0040]
对比例1
[0041]
不对气流进行加热,其他和实施例1保持一致,得到喷气涡流纺纱线。
[0042]
将得到的纱线进行性能测试,测试结果如下:
[0043]
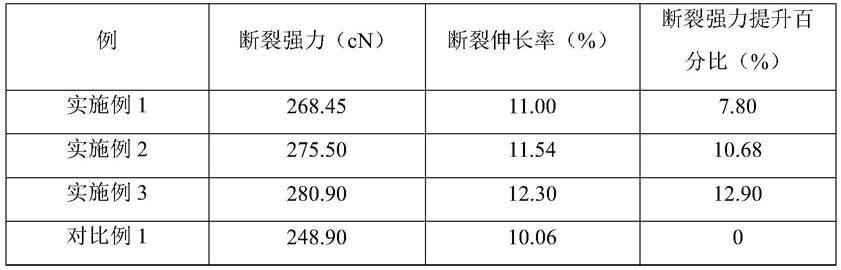
表1实施例1-3和对比例1的测试结果
[0044][0045]
实施例4
[0046]
一种非接触式高强喷气涡流纺纱线的加工方法,包括如下步骤:
[0047]
将pe/pet皮芯复合纤维(pe:pet质量比为50:50,熔点为120℃,长度38mm,细度1.33dtex)与普通涤纶纤维(长度38mm,细度1.33dtex)总量的10%混合均匀,再与剩下的普通涤纶纤维混合均匀进行制条,得到混合须条,克重为21g/5m,其中低熔点涤纶纤维与粘胶纤维的混纺比为9:91;
[0048]
混合须条经后罗拉、中罗拉和前罗拉牵伸后喂入气流加捻腔,总牵伸倍数338,主牵伸倍数40,喂入比0.96,气流经加热压缩后由喷嘴上的喷孔进入气流加捻腔形成高温高速旋转气流,喷嘴气压0.55mpa,气流的加热温度为140℃;
[0049]
混合须条经高温高速旋转气流的加捻粘接作用后,经空心锭、空心锭引纱管输出
12.95tex的高强喷气涡流纺纱线;其中,卷绕速度为400m/min。
[0050]
实施例5
[0051]
调整实施例4中气流的加热温度为150℃,其他和实施例4保持一致,得到高强喷气涡流纺纱线。
[0052]
实施例6
[0053]
调整实施例4中气流的加热温度为160℃,其他和实施例4保持一致,得到高强喷气涡流纺纱线。
[0054]
对比例2
[0055]
不对气流进行加热,其他和实施例4保持一致,得到喷气涡流纺纱线。
[0056]
将得到的纱线进行性能测试,测试结果如下:
[0057]
表2实施例4-6和对比例2的测试结果
[0058][0059]
虽然本发明已以较佳实施例公开如上,但其并非用以限定本发明,任何熟悉此技术的人,在不脱离本发明的精神和范围内,都可做各种的改动与修饰,因此本发明的保护范围应该以权利要求书所界定的为准。