1.本实用新型属于纸浆模塑设备技术领域,涉及一种半自动纸浆模塑成定型装置。
背景技术:
2.纸浆模塑是一种立体造纸技术,其中纸浆是以植物纤维为原料,经不同加工方法制得的纤维状物质,如木浆、草浆、麻浆、苇浆、蔗浆和竹浆等,而对于模塑则主要是通过采用立体模具来进行吸附成型和干燥定型,从而得到相应的纸浆模塑产品。纸浆模塑产品包括餐盒、餐具以及工业缓冲包装等,发展十分迅速。用来生产纸浆模塑产品的设备由于主要包括成型部分和定型部分,所以将其称之为成定型设备,其工作过程包括供浆、注浆、抽水、吸附、成坯、热压、干燥和分离操作。
3.目前,用来制作餐盒和餐具的纸浆模塑成定型设备基本上包括成型机、定型机、plc控制器、浆液定量杯以及若干管道与阀门等。其中,plc控制器可控制阀门和压力器件等。成型机包括成型机架、成型机气液增压缸、电磁阀开关喷浆阀总成、提篮总成、成型上模、成型下模、浆液漏斗、铝中框以及用来吸附成型的真空动力组件,而真空动力组件包括真空罐、放水阀、反供水阀、负压吸真空蝶阀等;定型机包括定型机架、定型机气液增压缸、定型上模、定型下模、上加热板和下加热板等。不过,该装置存在的问题包括,其一由于浆液定量杯进浆和出浆结构的设计导致供浆与注浆过程中存在出浆效率较低情况,而且还存在浆液外溅的问题;其二,喷浆总成的闪浆效果较差,对产品的质量由直接的影响;其三,该装置的吸浆效率较低,导致整个成型的过程需要较长的时间。
技术实现要素:
4.本实用新型针对上述的纸浆模塑成定型装置所存在的技术问题,提出一种设计合理、结构简单、不易溅浆、进出浆效率较高、喷浆效果较好、吸浆效率较高、有利于提高产品生产质量和生产效率的一种半自动纸浆模塑成定型装置。
5.为了达到上述目的,本实用新型采用的技术方案为,本实用新型提供的一种半自动纸浆模塑成定型装置,包括定型机、成型机和plc控制器,所述成型机的上方设置有用来进浆与注浆的浆液定量杯,所述浆液定量杯上设置有溢浆管道和进浆主管道,所述成型机的内部设置有位于浆液定量杯的输出端的喷浆总成,所述成型机包括用来抽真空和放水的放水抽吸真空总成,所述放水抽吸真空总成包括真空罐、放水阀、平衡气阀和负压吸真空蝶阀,所述浆液定量杯包括锥形顶部、圆筒形腰部和锥形底部,所述进浆主管道与圆筒形腰部的侧面切向连接,所述锥形底部的下方设置有偏心出浆口,所述偏心出浆口与喷浆总成之间设置有下浆总成,所述下浆总成包括下浆管道和下浆阀,所述下浆管道为不锈钢管道,所述喷浆总成包括喷管,所述喷管上设置有喷浆阀,所述喷管的底部设置有锥形喷堵,所述锥形喷堵呈顺锥形且其底部开口朝向用来附着浆液的网膜,所述放水抽吸真空总成包括密封蝶阀,所述密封蝶阀与负压吸真空蝶阀连通且其管径大于负压吸真空蝶阀的管径,所述密封蝶阀远离真空罐的一端设置有吸真空主管道,所述吸真空主管道上设置有多个分支管
道,所述分支管道与设置在成型机内部的且用来构成负压空间的浆液腔体连通。
6.作为优选,所述成型机包括成型机架,所述成型机架上设置有成型机气液增压缸,所述成型机气液增压缸的活动端设置有提篮总成,所述提篮总成上设置有成型上模,所述成型上模的下方设置有成型下模,所述成型机架上设置有由下至上与提篮总成构成浆液腔体的浆液漏斗和铝中框,所述放水抽吸真空总成设置在浆液漏斗的下方。
7.作为优选,所述铝中框为一体式铸铝漏斗且其形状呈倒棱台形。
8.作为优选,所述定型机包括定型机架,所述定型机架上设置有顶板和底板,所述顶板上设置有定型机气液增压缸,所述定型机气液增压缸的活动端设置有移动板,所述移动板上设置有上加热板和定型上模,所述底板上设置有下加热板和与定型上模对应的定型下模。
9.作为优选,所述定型机气液增压缸的压力为40t。
10.作为优选,所述移动板的顶面为棱锥面且与定型机气液增压缸的动力输出端连接。
11.与现有技术相比,本实用新型的优点和积极效果在于:
12.1、本实用新型提供的一种半自动纸浆模塑成定型装置,通过采用具有锥形顶部的浆液定量杯可以避免出现溅浆的情况,而且进浆主管道的设计可以在浆液定量杯中产生螺旋效果,再加上偏心出浆口的设计,有效提高了本装置的进浆和注浆效率。
13.2、本实用新型提供的一种半自动纸浆模塑成定型装置,通过采用锥形喷堵有效改善了喷浆总成的闪浆效果,有利于提高浆液在网膜上的分布均匀性,进而提高产品的成型质量。
14.3、本实用新型提供的一种半自动纸浆模塑成定型装置,通过采用不锈钢的下浆管道有效提高了注浆的连续性,而且实际使用寿命较长,有利于降低设备维护成本。
15.4、本实用新型提供的一种半自动纸浆模塑成定型装置,通过采用多个分支管道与吸真空主管道的设计,有利于提高抽吸真空的效率,进而保证浆液中的纯水快速被抽吸到真空罐中,而密封蝶阀与负压吸真空蝶阀的组合设计还能提高抽吸真空路径的快速启闭能力,而且密闭程度较高,有利于提高网膜上纸浆模塑产品的质量。
16.本装置设计合理、结构简单、不易溅浆、进出浆效率较高、喷浆效果较好、吸浆效率较高、有利于提高产品生产质量和生产效率,适合大规模推广。
附图说明
17.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
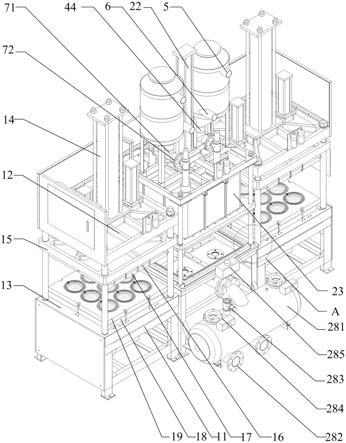
18.图1为实施例提供的一种半自动纸浆模塑成定型装置的轴测图;
19.图2为实施例提供的一种半自动纸浆模塑成定型装置在另一方向上的轴测图;
20.图3为实施例提供的一种半自动纸浆模塑成定型装置的侧视图;
21.图4为实施例提供的一种半自动纸浆模塑成定型装置的主视图;
22.图5为实施例提供的图1中a结构的放大示意图;
23.以上各图中:
24.1、定型机;11、定型机架;12、顶板;13、底板;14、定型机气液增压缸;15、移动板;16、上加热板;17、定型上模;18、下加热板;19、定型下模;
25.2、成型机;21、成型机架;22、成型机气液增压缸;23、提篮总成;24、成型上模;25、成型下模;26、浆液漏斗;27、铝中框;28、放水抽吸真空总成;281、真空罐;282、放水阀;283、平衡气阀;284、负压吸真空蝶阀;285、密封蝶阀;286、分支管道;287、吸真空主管道;29、喷浆总成;291、喷管;292、锥形喷堵;
26.3、plc控制器;
27.4、浆液定量杯;41、锥形顶部;42、圆筒形腰部;43、锥形底部;44、偏心出浆口;
28.5、溢浆管道;
29.6、进浆主管道;
30.7、下浆总成;71、下浆管道;72、下浆阀。
具体实施方式
31.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和实施例对本实用新型做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。为叙述方便,下文如出现“上”、“下”、“左”、“右”字样,仅表示与附图本身的上、下、左、右方向一致,并不对结构起限定作用。
32.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用不同于在此描述的其他方式来实施,因此,本实用新型并不限于下面公开说明书的具体实施例的限制。
33.实施例,如图1、图2、图3、图4和图5所示,本实用新型提供的一种半自动纸浆模塑成定型装置,包括定型机1、成型机2和plc控制器3,所述成型机2的上方设置有用来进浆与注浆的浆液定量杯4,浆液定量杯4上设置有溢浆管道5和进浆主管道6,成型机2的内部设置有位于浆液定量杯4的输出端的喷浆总成29,成型机2包括用来抽真空和放水的放水抽吸真空总成28,放水抽吸真空总成28包括真空罐281、放水阀282、平衡气阀283和负压吸真空蝶阀284。其中,定型机1、plc控制器3、溢浆管道5和进浆主管道6以及真空罐281、放水阀282、平衡气阀283和负压吸真空蝶阀284为现有技术,本实施例在此不再赘述。本实用新型的重点是对浆液定量杯4、喷浆总成29、放水抽吸真空总成28以及定型机1的局部结构提出的改进,以提高本装置在纸浆模塑成型作业中的生产效率。
34.具体地,本实用新型提供的浆液定量杯4包括锥形顶部41、圆筒形腰部42和锥形底部43,进浆主管道6与圆筒形腰部42的侧面切向连接,锥形底部43的下方设置有偏心出浆口44,偏心出浆口44与喷浆总成29之间设置有下浆总成7,下浆总成7包括下浆管道71和下浆阀72,下浆管道71为不锈钢管道,喷浆总成29包括喷管291,所述喷管291上设置有喷浆阀(图中未画出),喷管291的底部设置有锥形喷堵292,锥形喷堵292呈顺锥形且其底部开口朝向用来附着浆液的网膜,放水抽吸真空总成28包括密封蝶阀285,密封蝶阀285与负压吸真空蝶阀284连通且其管径大于负压吸真空蝶阀284的管径,密封蝶阀285远离真空罐281的一端设置有吸真空主管道287,吸真空主管道287上设置有多个分支管道286,分支管道286与设置在成型机2内部的且用来构成负压空间的浆液腔体连通。通过采用具有锥形顶部41的
浆液定量杯4可以避免出现溅浆的情况,而溢浆管道5与锥形顶部41连接用来供浆液定量杯4中溢出的浆液导出,其导出的末端可以是循环浆液系统,也可以是单独的料罐。进浆主管道6的设计可以在浆液定量杯4中产生螺旋效果,再加上偏心出浆口44的设计,有效提高了本装置的进浆和注浆效率。通过采用锥形喷堵292能够令喷浆总成29在喷浆的末端产生伞状的效果,有效提高了喷浆总成29的闪浆能力,尤其有利于提高浆液在网膜上的分布均匀性,进而提高产品的成型质量。下浆总成7作为浆液定量杯4与喷浆总成29的连接路径,现有技术基本上采用了pvc材质的管道,而本实用新型通过采用不锈钢的下浆管道71有效提高了注浆的连续性,而且实际使用寿命较长,有利于降低设备维护成本。
35.进一步地,本装置采用多个分支管道286与吸真空主管道287的设计,由多个分支管道286从成型机2内部网膜的下方的不同分布方位进行抽气和抽水,在吸真空主管道287中完成集汇,提高了真空气路的分布均匀性,有利于提高抽吸真空的效率,进而保证浆液中的纯水快速被抽吸到真空罐281中。另一方面,大管径的密封蝶阀285作为吸真空主管道287与负压吸真空蝶阀284的中间件,其与负压吸真空蝶阀284的组合开关功能可提高抽吸真空路径的快速启闭能力,而且密闭程度较高,有利于减小纸浆在网膜上产生孔洞以及产生不规则凸包的概率,从而提高网膜上纸浆模塑产品的质量。
36.为了提高成型机2的实用性,本实用新型提供的成型机2包括成型机架21,成型机架21上设置有成型机气液增压缸22,成型机气液增压缸22的活动端设置有提篮总成23,提篮总成23上设置有成型上模24,成型上模24的下方设置有成型下模25,成型机架21上设置有由下至上与提篮总成23构成浆液腔体的浆液漏斗26和铝中框27,放水抽吸真空总成28设置在浆液漏斗26的下方。其中,成型机架21作为成型机2整体的框架体系,而成型机气液增压缸22用来驱动提篮总成23,喷浆总成29的锥形喷堵292将浆液均匀喷在成型上模24的网膜上,而网膜连同成型上模24在提篮总成23的带动下与成型下模25合模,浆液腔体合成,铝中框27对浆液腔体进行边缘密封,而放水抽吸真空总成28即可从浆液漏斗26处进行抽吸,将浆液中的纯水抽出。
37.考虑到在服役期间,进行吸真空的过程中,铝中框27需要承载一定的合模压力和密封压力,所以本实用新型为了提高铝中框27的使用寿命,将铝中框27设计为一体式铸铝漏斗且其形状呈倒棱台形。这样的话,本铸铝漏斗具有较高的承载能力和密封性能,而且不易损坏,使用寿命较长。
38.为了提高定型机1的实用性,本实用新型提供的定型机1包括定型机架11,定型机架11上设置有顶板12和底板13,顶板12上设置有定型机气液增压缸14,定型机气液增压缸14的活动端设置有移动板15,移动板15上设置有上加热板16和定型上模17,底板13上设置有下加热板18和与定型上模对应的定型下模19。其中,定型机架11为整个定型机1的框架,而且承载了定型机气液增压缸14、定型上模17和定型下模19等结构。移动板15和底板13分别为定型上模18和定型下模19的安装基础。定型上模18在定型机1气液增压缸的驱动下朝放置有纸浆模塑湿坯的定型下模19移动,同时分别由上加热板16与下加热板18进行热加压,从而对纸浆模塑产品进行定型。
39.为了提高定型机1的定型能力,本实用新型提供的定型机1气液增压缸由现有技术中常用的15t缸设计为40t缸。
40.为了提高移动板15的承载强度,本实用新型提供的移动板15的顶面为棱锥面且与
定型机气液增压缸14的动力输出端连接。该移动板15能够有效承载较大压力的定型机气液增压缸14的压力,使用寿命较长,并且有利于保证定型产品的质量。
41.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。